GD450 说明书(中英文版) - 第96页
- 96 - 对过程进行改进。 PPK: Per formance index of proce ss. The calculation does not need process stability . Because calculation formula has considered the influence f rom common rea son and special reason. So PP AP manual had…

- 95 -
Cp: Capability of process. It applies to statistical stable process. It is the actual processing
ability of process in a controlled state, regardless of the deviation of the process. It is 6σ
range of process natural variation (due to the common cause variation). In the formula, the
σ usually is estimated by R-bar/d2 or s-bar/c4 .So process capacity is calculated with
short-term data when the process in controlled condition. Therefore the process capacity
usually is called “short-term process capability”. In fact, short-term often be omitted. The
index is calculated only for bilateral tolerance. For unilateral tolerance, it does not make
sense. Calculation formula: CP=(USL-LSL)/ 6σ .
CPK:过程能力指数,是在过程有偏移情况下的过程能力,前提是要过程稳定且数据是正态分
布,而且数据应该在 25 组以上(建议最少不要低于 20 组,数据组越少风险越大),只考虑
过程受普通原因的影响。因为过程只受到普通原因变差影响是理想状态下的,从长期来说过
程总会受到各种特殊原因的影响,所以又被称为短期过程能力,也叫潜在过程能力。CPK 通
过 CPU 或 CPL 的最小值来计算,计算公式:CPU=(USL-X-bar)/3σ 和 CPL=(X-bar-LSL)/3σ.
CPK: Capability Index of Process, it is the process capability when the process has
deviation. Preconditions are that the process is stable, data is normal distribution and the
data should be above 25 groups (suggestion: at least no less than 20 groups, the less data
groups, the greater the risk), only consider the effect of process by common reason. It is the
ideal situation when the process is just affected by common reasons deviation. In the long
term, process is always affected by all kinds of special reasons. So it is also known as
short-term process capability, also called potential process capability. CPK is calculated by
the minimum of CPU or CPL. Calculation formula: CPU=(USL-X-bar)/3σ and
CPL=(X-bar-LSL)/3σ .
Pp:过程性能,是过程长期运行的实际加工能力,过程总变差(由子组内和子组间二种变差
所引起的变化,如果过程处于不受控状态,过程总变差将包括特殊原因和普通原因)的 6σ
范围,式中 σ通常用则称 x 服从均数为μ,标准差为σ2 的正态分布。样本的标准差 s 来估
计。此时不考虑过程是否受控。因此过程性能也称长期过程能力,也叫性能指数。计算公式
Pp=(USL-LSL)/6s
Pp: Performance of Process, It is actual processing capacity of process in long-term
running. It is 6σ range of process total variation (changed by two variation subgroups
within and between subgroups, if the process is in uncontrolled condition, actual processing
capacity includes special reason and common reason), In the formula, σ is usually called
X obey mean μ, the standard deviation is σ2 normal distribution .The sample standard
deviation uses s to estimate. Whether the process is controlled at this time is regardless. So
process performance is also called the long-term process capability, also is known as
performance index .Calculation formula: PP=(USL-LSL)/6s .
PPK:过程性能指数,因为计算不需要过程稳定(因为在计算公式中已经考虑了普通和特殊两
种原因的影响),所以在 PPAP 手册中要求在产品进行试生产过程不稳定时(此时过程受两种
原因影响),特殊因素的影响往往比较容易找到。如果 Cp 值本身就很小那说明过程受普通因
素的变差影响大,此时若想提升过程能力往往需要更多的投入和更高的决策才能使问题得到
解决。所以即使有时候 CPK 值很高( 比如大于 2) ,如果其与 Cp\PPK 相差较大的话还是需要

- 96 -
对过程进行改进。
PPK: Performance index of process. The calculation does not need process stability.
Because calculation formula has considered the influence from common reason and
special reason. So PPAP manual had been required during the trial production process is
not stable (this process is affected by two reasons). The special factor is easier to be found.
If the CP value itself is small and then it means that common factor variation has big
influence on the process. At this time it often needs more investment and higher decision to
make the problem solved to improve process capability. So even if sometimes CPU value is
very high (such as above 2) and it has larger difference with CP and PPK ,it still need to
improve the process.
6.2.2 软件操作步骤 Software operation steps
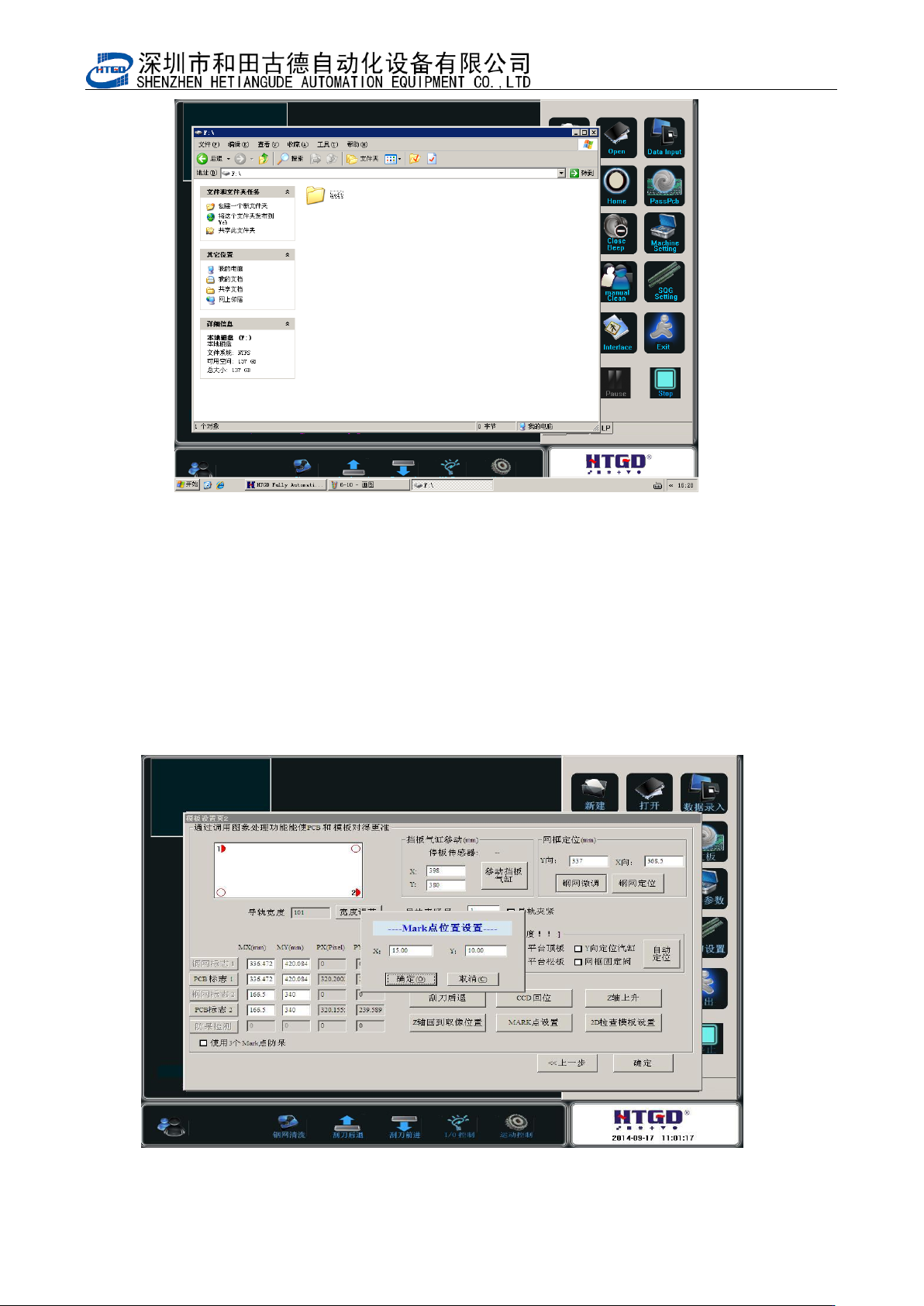
1、将 U 盘中的“CPKDataRT.exe”文件拷贝到“F”盘根目录下。如图 6-2-1
Copy “CPKDataRT.exe” in USB flash card to the root of the disk “F”. See pix 6-2-1.
图 6-2-1
- 97 -
Pix 6-2-1
2、找一块 PCB,按常规做生产程序步骤,做完 PCB MARK 点识别过程。如图 6-2-2
Find a PCB board. Do production program steps by convention. Finish PCB MARK
point indentified process. See pix 6-2-2.
图 6-2-2