RX-7说明书(4) - 第434页
第 6 章 附录 n 只更换发生零件 缺料的 供料器的方法。在本 机停止时更换台车上 的供料器,无 需从本机上拆下台 车。需要停止自动生产 。 n 从零件供料器吸 附零件 后发生错误时,将检 测为供料器不良。如 果检测到供料 器不良,可选择立即 停止本机,或者 继续运 转。 n 可用相同的供给 部配置 ,吸嘴个数(配置) 生产,对多个机种进 行批量排列的 多机种数据的集合。 n 机种分组的名称 。 n 记录了生产特定 基板所 需安装信息…
第 6 章 附录
6
6-4. 词汇表
n
DAS 是 Data Arrangement Software 首字母的缩略。通过模拟或节拍计算,确定零件的安装顺序,
供料器配置,使用的吸嘴,所需的吸嘴个数,可以使本机发挥最佳性能的软件。
n
零件安装吸嘴自带的上下动作轴。
n
同一吸嘴发生连续未吸附或立式吸附等吸附错误时,将该吸嘴判定为不良 (NG) 之前的次数。
n
零件安装吸嘴自带的旋转动作轴。
n
前后左右移动装载有 16 个零件安装吸嘴的超级球形吸嘴头,定位到吸嘴吸附/安装位置的驱动机
构。
n
超级球形吸嘴头自带的上下动作轴。
n
本机检测到任何异常时,将在画面中显示警报信息。
n
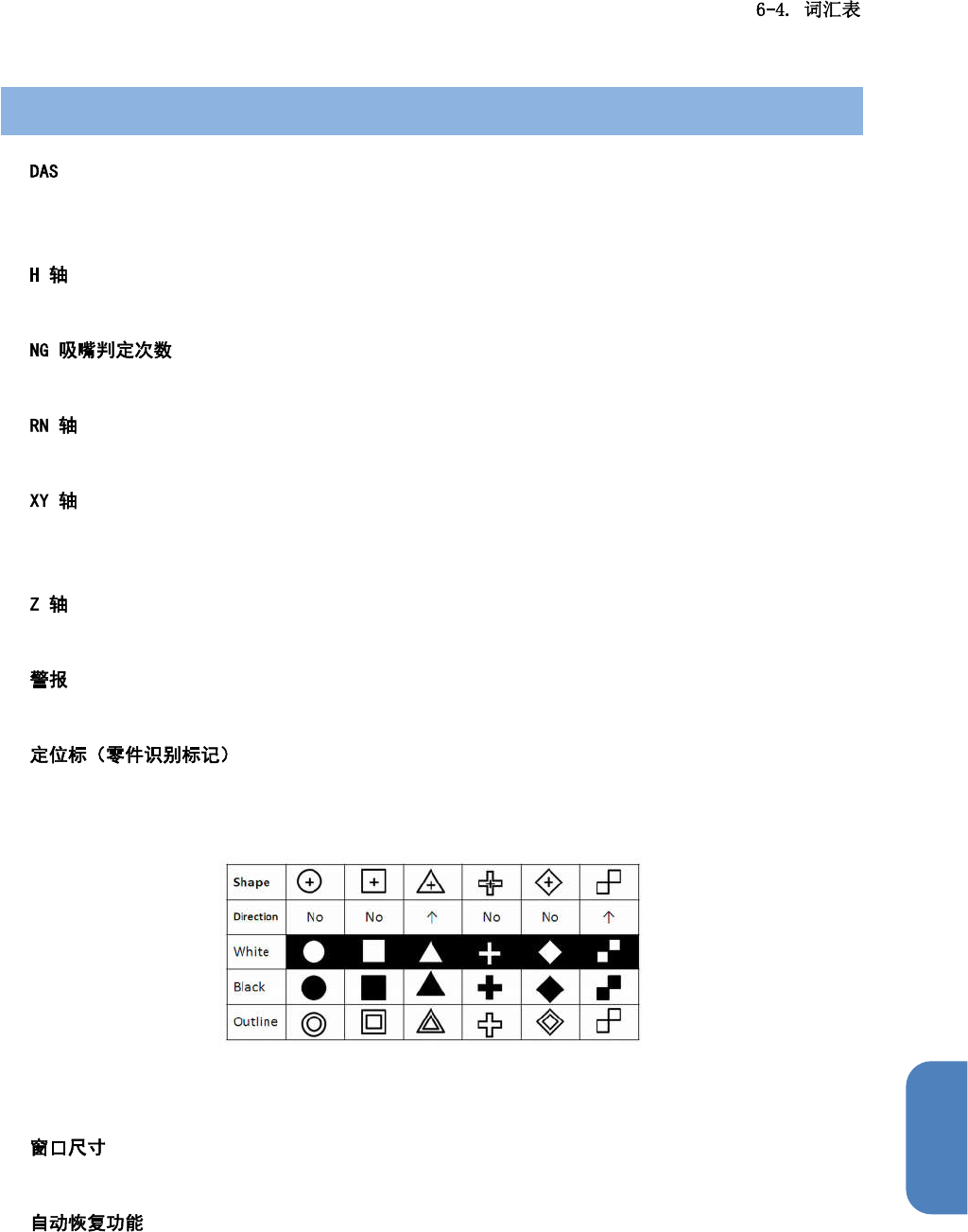
定位标在基板上有 2 处以上,在用相机识别基板位置,姿势时作为目标。
定位标有以下种类。
自动运转时,用相机识别指定的 2 处定位标,自动分析基板的姿势,从而以最佳姿势安装零件。创
建数据时,需要输入每个定位标的数据(定位标数据),以及用相机识别时的 2 个定位标。
n
定位标及不良标记的识别窗口尺寸。
n
当吸嘴无法吸附零件,发生吸附错误时,将根据每个零件所指定的次数进行吸附动作。如果吸附次
数达到指定次数仍发生吸附错误,将停止本机。
7

第 6 章 附录
n
只更换发生零件缺料的供料器的方法。在本机停止时更换台车上的供料器,无需从本机上拆下台
车。需要停止自动生产。
n
从零件供料器吸附零件后发生错误时,将检测为供料器不良。如果检测到供料器不良,可选择立即
停止本机,或者继续运转。
n
可用相同的供给部配置,吸嘴个数(配置)生产,对多个机种进行批量排列的多机种数据的集合。
n
机种分组的名称。
n
记录了生产特定基板所需安装信息的数据,包括不同安装零件,零件的安装位置,吸嘴对应的吸附
顺序,安装顺序,供给位置及其他基板数据。
机种数据根据要生产的基板种类创建,切换生产机种时,要指定机种文件。
n
机种数据的名称。
n
该文件中记录了机器中保存的机种数据。
n
机种文件的保存名称。
n
设置于输送带安装位置的光学传感器,检测固定装置的上升,确认可安装基板。
n
用于进行基板姿势的修正,识别零件安装位置之基准——定位标位置等的相机。采用透反射照明。
n
用与夹具基准面的距离表示吸嘴头的位置,即零件安装时的基准。
n
安装于输送带出口处的光学传感器,对是否可以向后工序设备搬送基板进行检测。
n
安装于输送带入口处的光学传感器,对前工序设备输送过来的基板进行检测。
n
分为未吸附错误,立式吸附错误等类型。
8
第 6 章 附录
6
n
吸附零件时,为了检查吸附状态,从零件侧面进行识别,来检查零件高度的相机。可检查立式吸
附。采用透射照明。
n
吸附用真空泵动作的时间点。分为吸附吸嘴下降前的真空泵动作和吸附吸嘴下降后的真空泵动作两
种。
n
在吸附位置(下降位置)停留的时间,以切实进行吸附动作。
n
原点复归动作完成时的停止位置。这个值表示相对于各轴所在装置自身的原点,出现原点偏移量值
所示的错位。
装置自身的原点位置会因装置的调整/修理而移动,即使同一机种的装置也可能不同。装置自身的原
点和程序上设置的原点之差即原点偏移量。
n
吸附时的吸嘴和散装零件用供料器遮蔽器的动作顺序。动作分为两种,一是吸嘴下降的同时打开供
料器遮蔽器的正常动作,二是遇到高度较高的零件时,按遮蔽器开→吸嘴下降→吸附→吸嘴上升→
遮蔽器关的顺序执行的安全动作。
n
在手动操作中,可按照指示的值单独对本机的装置进行手动操作。
9