RX-7说明书(4) - 第94页
第 4 章 操作篇 6 可通过软数字键 盘输入 。 输入 0 后,将不限 制生产块数,不会像指 定块数 时那样,在到达生产预定块 数后停止自动 生 产。 7 选择[试用]/[正常 ]中任意一个 。 8 执行简单计划的 项目将 以绿色显示。 9 计划作业全部完 成后, 显示[安排:安排完 成]对话框。 触摸对话框中的 [关闭 ],完成简单计划。 在自动执行过程 中需要 确认或作业时,将显 示确认对话框。请根据显示 操作。 安排:基板送出 …
第 4 章 操作篇
4
(g) 运转模式 选择自动运转的运转模式。
•
正常:在普通模式下生产。
•
试用:在试制模式下生产。
(h) 自动执行 连续执行通过计划工序按钮选择的计划作业。
■计划工序按钮的详情
切换机种 下载机种数据,进行机种切换作业。
确认生产吸嘴 检查生产所需的吸嘴是否足够。
吸嘴交换器及装备中的吸嘴个数不够时,将存放装备中的吸嘴,并要
求更换吸嘴交换器。
执行吸嘴交换器的更换后,将执行吸嘴 ID 识别,根据机种数据计算
所需的吸嘴个数,检查吸嘴是否齐全。
调整输送带宽度 根据基板大小自动调整搬送输送带宽度。
确认生产台车 检查生产所需的供料器台车和零件是否齐全。
需要更换台车时,将要求台车更换,并通过条形码核对零件。
暖机运转 进行注册的暖机运转。
吸嘴头自动校正 通过左右的吸嘴进行自动校准。
自动校准时,可使用本机中的夹具板。
简单计划的流程
简单计划在本机处于停止的状态下进行。
1
已经预约生产时,触摸[预约机种],可省略步骤 6 输入生产块数为止的步骤。
根据具体需要,可更改机种分组名称,双输送带生产形态,机种数据名称,基板生产块数。
2
3
4
5
前后轨道使用相同的机种数据时,触摸[前后轨道共通]后选中。
各轨道使用不同的机种数据时,取消勾选,再根据不同的轨道选择机种数据。
19
第 4 章 操作篇
6
可通过软数字键盘输入。
输入 0 后,将不限制生产块数,不会像指定块数时那样,在到达生产预定块数后停止自动生
产。
7
选择[试用]/[正常]中任意一个。
8
执行简单计划的项目将以绿色显示。
9
计划作业全部完成后,显示[安排:安排完成]对话框。
触摸对话框中的[关闭],完成简单计划。
在自动执行过程中需要确认或作业时,将显示确认对话框。请根据显示操作。
安排:基板送出 开始自动生产前,取出装置中的基板。
安排:吸嘴座交换 吸嘴不足时,进行吸嘴座的更换。
安排:轨道宽度调整 自动调整基板搬送输送带的宽度。
安排:台车交换 确认自动生产时使用的台车和供料器是否已放好。
安排:核对零件 确认自动生产时使用的零件是否已放好。
安排:暖机运转 进行暖机运转。
安排:安排完成 确认生产开始前的计划是否已完成。
有关[选择机种分组]对话框,[选择机种资料]对话框,确认对话框的详情,请参阅下述的
“简单计划对话框的详情”。
20
第 4 章 操作篇
4
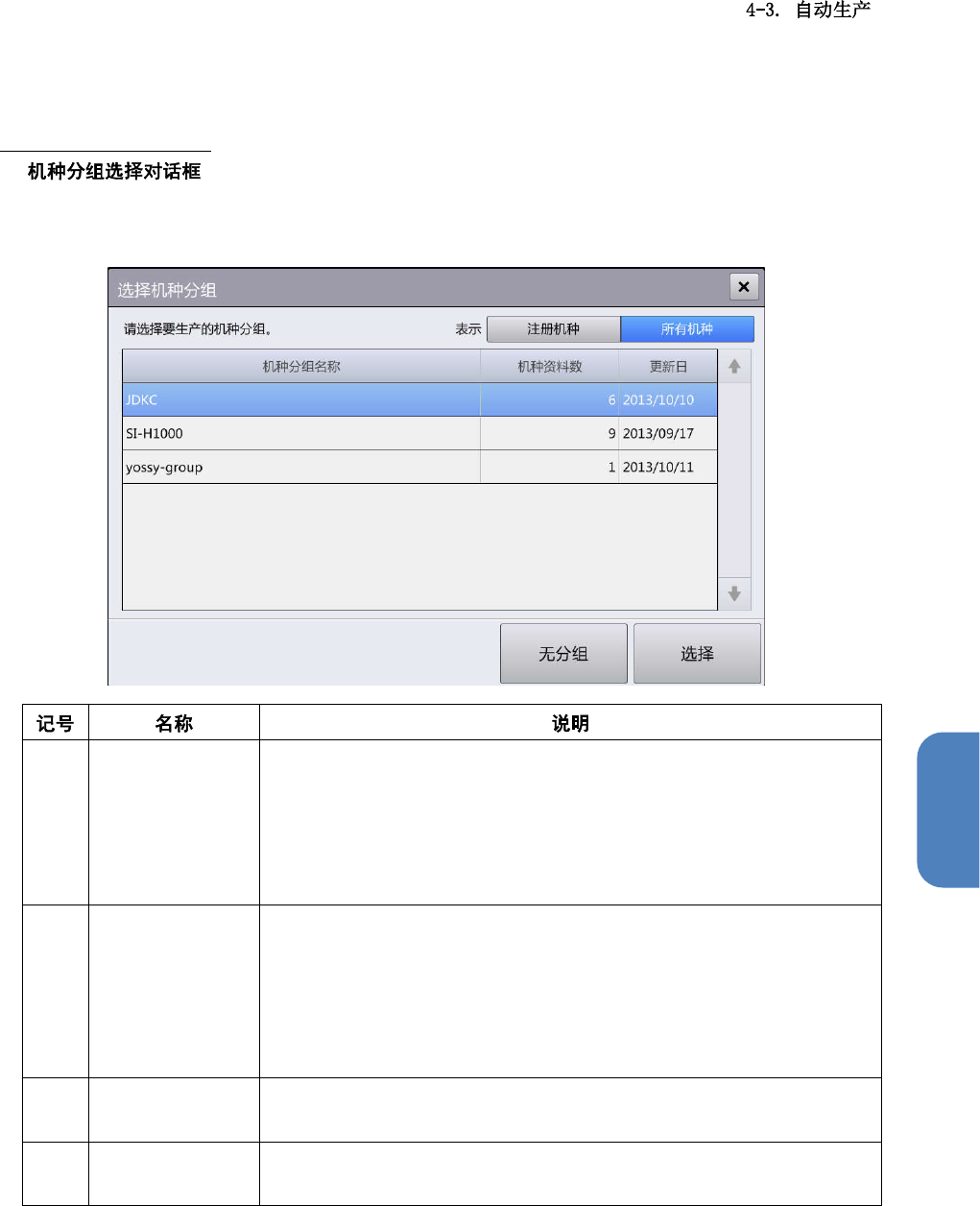
简单计划对话框的详情
n
选择/解除自动生产时使用的机种分组。
触摸机种分组名称的文本框,或触摸右端的图标,将显示[选择机种分组]对话框。
(a) 表示 选择要在画面中显示的机种分组名称列表的种类。
•
注册机种:显示包括通过机种注册注册的机种数据在内的机种分
组名称列表。
•
所有机种:显示所有的机种分组名称。
未注册机种时,仅[所有机种]有效。
(b)
机种分组名称列
表
列表显示可选择的机种分组信息。
触摸任意机种分组并选择。
•
机种分组名称:显示机种分组的名称。
•
机种资料数:显示同一机种分组内的机种数据个数。
•
更新日:显示同一机种分组内机种数据的最后更新日期。
(c) 无分组 关闭对话框,切换显示未通过机种分组管理的机种数据。
调出源画面的[机种分组]中将显示[无分组]。
(d) 选择 选择在机种分组名称列表中选择的机种分组名称,关闭对话框。
调出源画面的[机种分组]中将显示选择的机种分组名称。
21