4OM-1001-008_w.pdf - 第396页
5.3 5.3 5.3 5.3 5.3 装着不良に関するトラブルシューティング 装着不良に関するトラブルシューティング 装着不良に関するトラブルシューティング 装着不良に関するトラブルシューティング 装着不良に関するトラブルシューティング 5.3. 1 5.3. 1 5.3. 1 5.3. 1 5.3. 1 装着不良の要因と対策 装着不良の要因と対策 装着不良の要因と対策 装着不良の要因と対策 装着不良の要因と対策 ( 1 ) 装着位置…
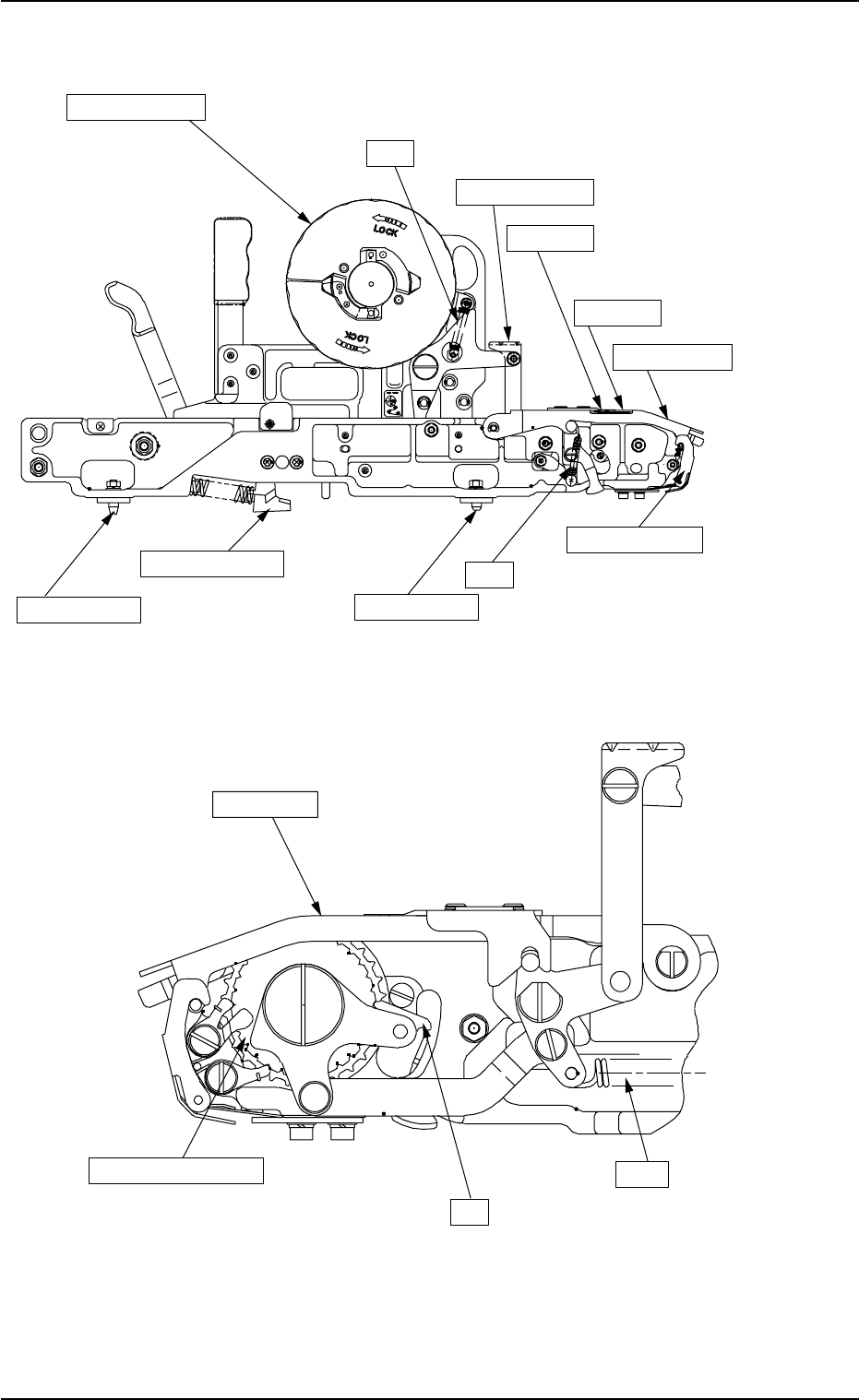
• テープフィーダのチェックポイント(1)
Fig.4B32
Fig.4B33
5.2 吸着不良に関するトラブルシューティング
Ꮞ߈ขࠅ࡞ޓ࿁ォޔࠡࡗࠞࠤ
ࡃࡀޓ⎕៊ޔિ߮
ࠬࠗࡦࠣࠕࡓޓਅേ
ࡂࠢㇱޓࠬࠠࡑޔᄌᒻޔ࠹ࡊⴕ㕙
ޓޓޓޓޓߩᳪࠇޔⵣߩ࠹ࡊࠢ࠭
ޓๆ⌕⟎ޓ:;࠭
ࠨࡊ࠶ࠨޓᶋ߈ޔᄌᒻ
ࡈࡠࡦ࠻ࡈ࠶ࠢޓ᧼ࡃࡀᄌᒻ
ࡃࡀޓ⎕៊ޔિ߮
ࡠࠤ࠻ࡇࡦޓ⎕៊ޔᳪࠇ
ࡠࠤ࠻ࡃޓ⎕៊ޔ⏴⠻
ࡠࠤ࠻ࡇࡦޓ⎕៊ޔᳪࠇ
ࠪࡖ࠶࠲ޓᄌᒻޔᶋ߈ޔേߒߥ
ޓޓޓޓޓޓ㧔ᳪࠇޔㇱຠઃ⌕㧕
ࠬࡊࡠࠤ࠶࠻ࠡࡗㇱޓᳪࠇޔㇱຠઃ⌕
Ὺޓᳪࠇޔㇱຠઃ⌕
ࡃࡀޓ⎕៊ޔિ߮
0304-001 2-212 AHM01JTRP
5.35.3
5.35.3
5.3
装着不良に関するトラブルシューティング装着不良に関するトラブルシューティング
装着不良に関するトラブルシューティング装着不良に関するトラブルシューティング
装着不良に関するトラブルシューティング
5.3.15.3.1
5.3.15.3.1
5.3.1
装着不良の要因と対策 装着不良の要因と対策
装着不良の要因と対策 装着不良の要因と対策
装着不良の要因と対策
(1) 装着位置ずれと装着角度ずれの場合
(1-1) 発生状況の把握
装着位置ずれや装着角度ずれは、工程C で発生する場合と工程D ~ E
で発生する場合とが考えられます。
Fig.4B28 を参照してください。
見分け方としては、両面粘着テープを貼り付けた基板の上に部品を装
着して確認する方法があります。
両面粘着テープで位置ずれが起これば工程 C で発生していることにな
ります。位置ずれがなければ工程 D 以降で発生していることが考えら
れます。
(1-2) 工程 C で発生している場合
部品認識後にヘッドの移動、または装着角度補正の回転でずれている
場合、要因として考えられるのは主に次の 2 つです。
• 真空吸着力の低下
• ノズル(ヘッド)移動時の振動やショック
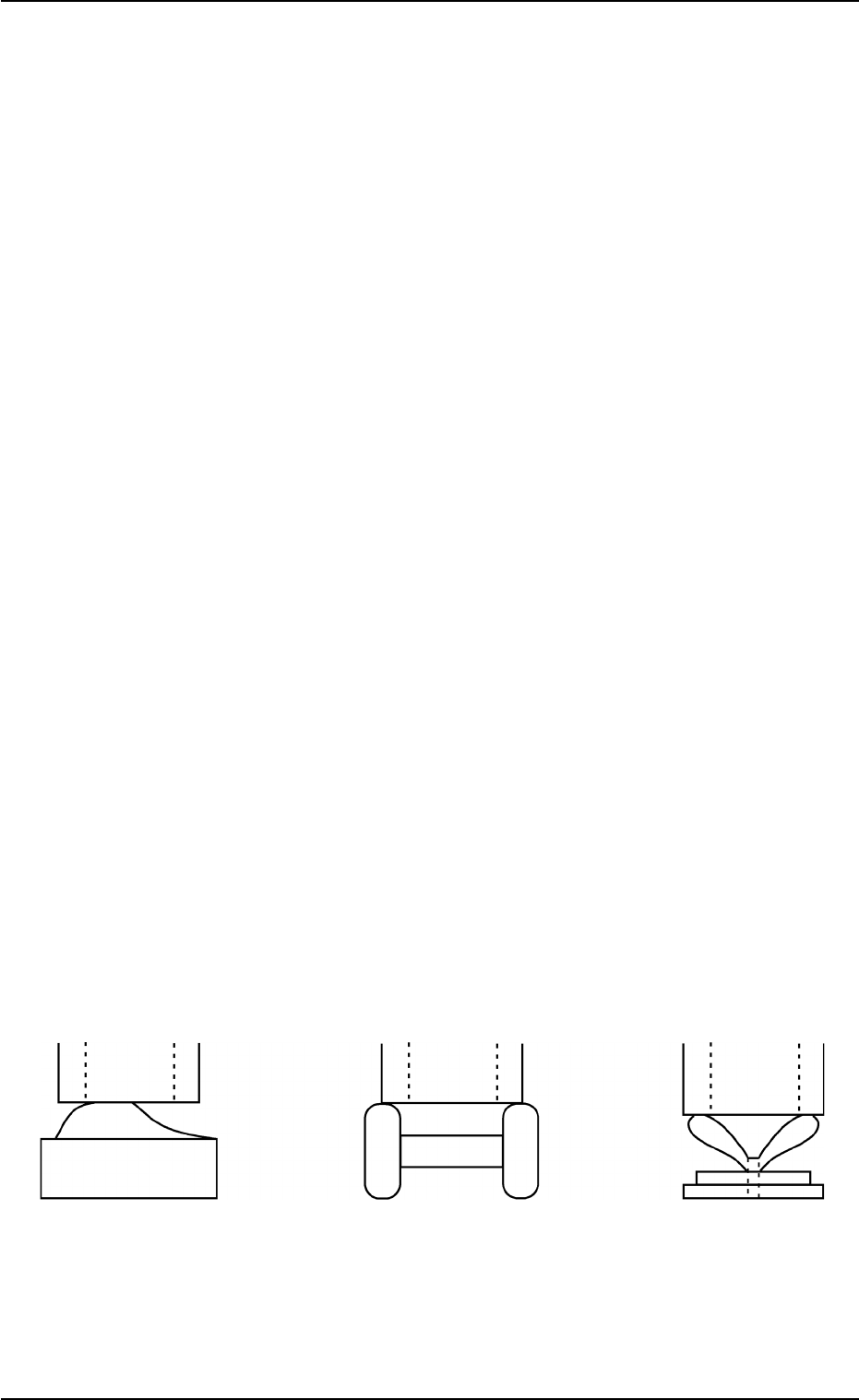
これらに異常がある場合に、真っ先に影響を受けるのは、Fig.4B34の
ような吸着が不安定な部品です。
生産実績のあるこのような部品に位置ずれが出始めた場合には、上記
の要因に関する確認を行います。
真空吸着力については、ノズルや真空経路の確認を行います。
ノズル移動時の振動については、工程 C の範囲で該当する箇所を調べ
ていきます。
Fig.4B34 装着位置ずれの発生しやすい部品例(1)
5.3 装着不良に関するトラブルシューティング
ㇱຠ㕙߇⁁ߢޔ
ߔߴࠅ߿ߔᛶ᛫߿
.'&ߥߤ
㔚ᭂ߇⤘ࠄࠎߢࠆ
ߚޔ⌀ⓨ߇ࠢ
ߔࠆࠦࡦ࠺ࡦࠨߥߤ
ࡏࡘࡓߥߤߩ
ๆ⌕ਇቯߥㇱຠ
0304-001 2-213 AHM01JTRP
(1-3) 工程 D ~ E で発生する場合
両面粘着テープ上で位置ずれがない場合には、工程 D ~ E での位置
ずれが考えられます。
このときの現象としては、
• 装着した瞬間にずれる。
• 装着後の次の装着動作でずれる。
• 装着後の基板排出動作でずれる。
がありますが、これらに共通して影響することは、部品形状、基板の
状態、ソルダペーストや接着剤の条件です。
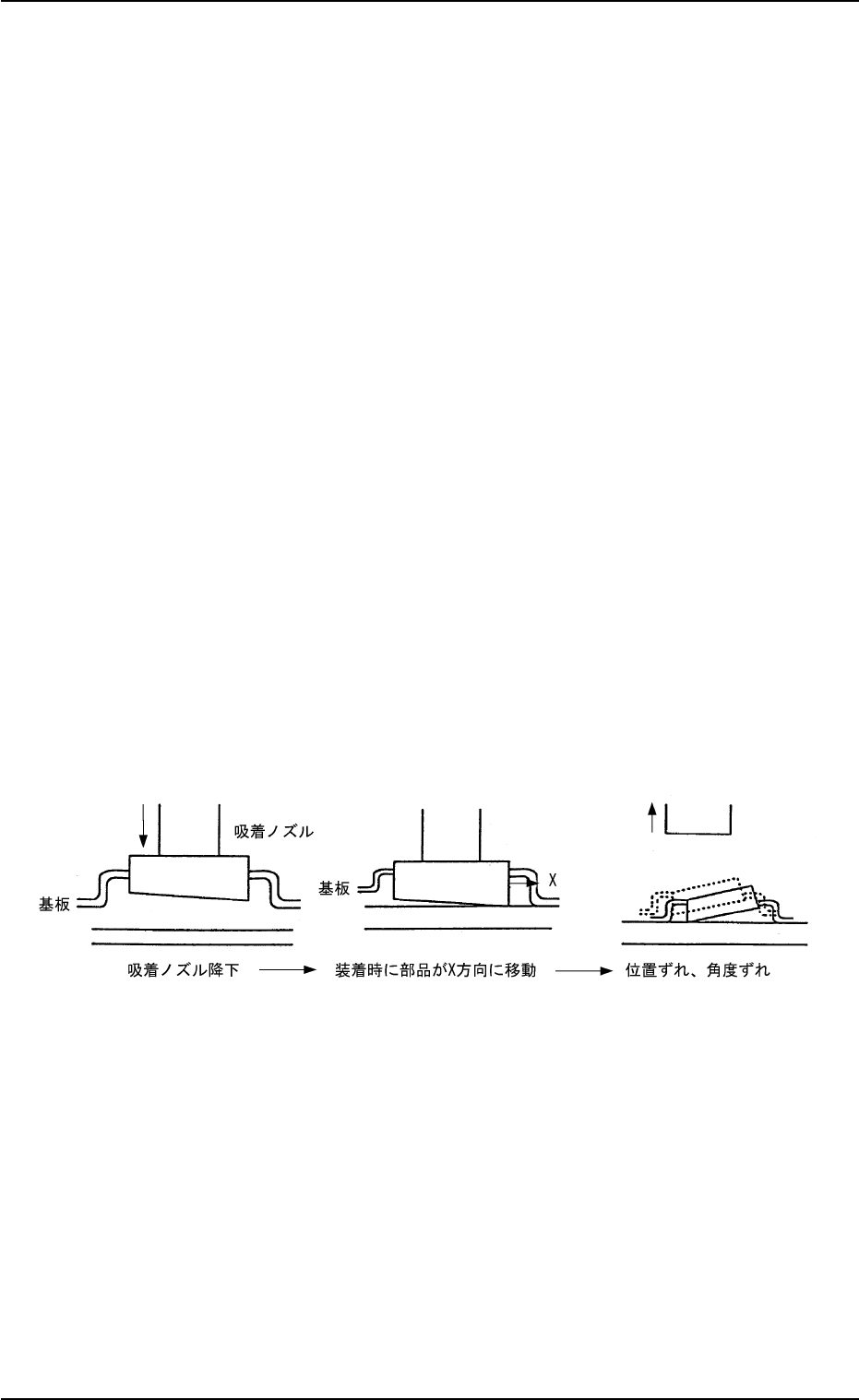
Fig.4B35は、部品の上面と底面の平行度がずれているために、装着し
た瞬間にずれる場合の例です。
装着時、部品の下面が基板に接した瞬間に、X 方向に部品が移動する
力が発生し、装着位置ずれや装着角度ずれにつながります。
このような部品の場合には、装着時のスピードを遅くしたり、装着時
のノズル下降レベルを若干上げることで回避できる場合があります。
この外に、装着後にXYテーブルの移動や基板の排出動作でずれ易い部
品があります。
要因としては、ソルダペーストや接着剤での保持力の不足、基板の固
定不完全などがあります。
これらの状態を確認して個別に対策をとる必要があります。
Fig.4B35 装着位置ずれの発生しやすい部品例(2)
5.3 装着不良に関するトラブルシューティング
0304-001 2-214 AHM01JTRP