NXT-II 机械手册.pdf - 第349页
6. 预防保养 QD145-21 322 NXT II 机械手册 备注 )有关长搬运轨, 与 M6-2(SP) 搬运轨同样。 作业时, 请将搬运轨盖板拆除后进行。 详细 请参考 ( 详细请参考 「8.25 拆除 M6-2 扩张搬运轨道模组的搬运轨道盖板」 ) 加油方法 1. 拉出模组 。 (参考 「5.1 模组的拉出 / 插入」 ) 2. 请将主电源开关 OFF。 3. 双搬运轨的时候,拆除支撑板。 (参考 「5.8 贴装工作头的拆除 …
QD145-21 6. 预防保养
NXT II 机械手册 321
໘
(2)
㭘㭘ഄ⍖ᭋ
(1)
(1)
(1)
01MEC-0647Sa
䋼0㒘ϝᨀ䖤䔼䘧䋾
(1)
(1)
(1)
(1)
(2)
01MEC-0213Sb
໘
˘063㒘ऩᨀ䖤䔼䘧˚
6. 预防保养 QD145-21
322 NXT II 机械手册
备注 )有关长搬运轨,与 M6-2(SP) 搬运轨同样。作业时,请将搬运轨盖板拆除后进行。详细
请参考 ( 详细请参考 「8.25 拆除 M6-2 扩张搬运轨道模组的搬运轨道盖板」)
加油方法
1. 拉出模组。(参考 「5.1 模组的拉出 / 插入」)
2. 请将主电源开关 OFF。
3. 双搬运轨的时候,拆除支撑板。(参考 「5.8 贴装工作头的拆除 / 安装」〈双搬运轨的
靠前生产时〉)
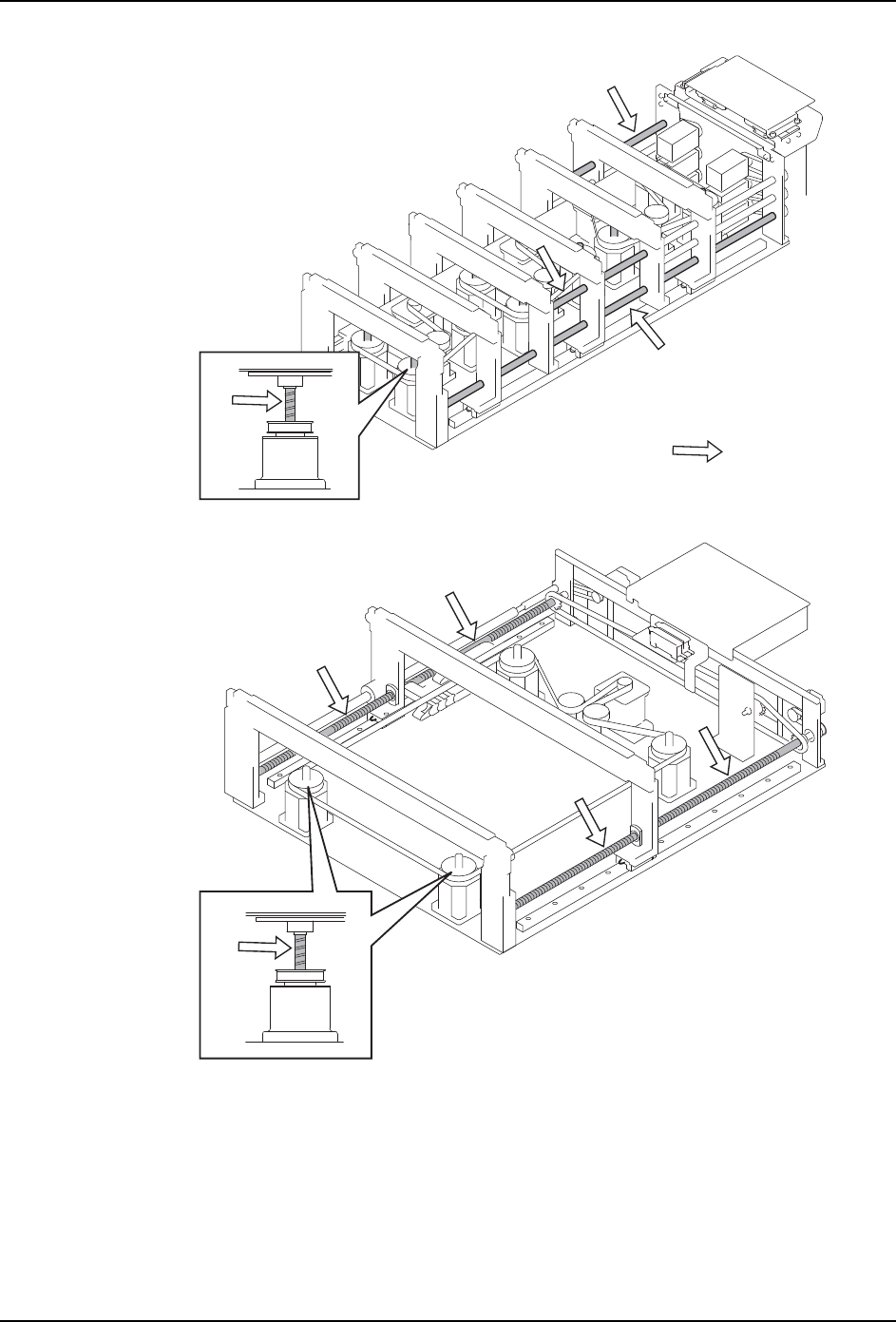
变更宽度的滚珠丝杆的加油。
4. 用清洁的布,擦去调宽滚珠丝杆 (1)的污垢。
5. 取 3.75cc 的 NS7 或者 SRL 到毛刷上。
6. 用毛刷均匀地涂刷调宽滚珠丝杆 (1)。请给所有的调宽滚珠丝杆加油。
7. 用手动将滑动搬运轨 (通道 1 从属 , 通道 2 基准 , 从属轨道)进行 1 次全程往复,使润
滑油循环。
8. 用清洁的布,擦去从调宽滚珠丝杆渗出的多余的润滑油。
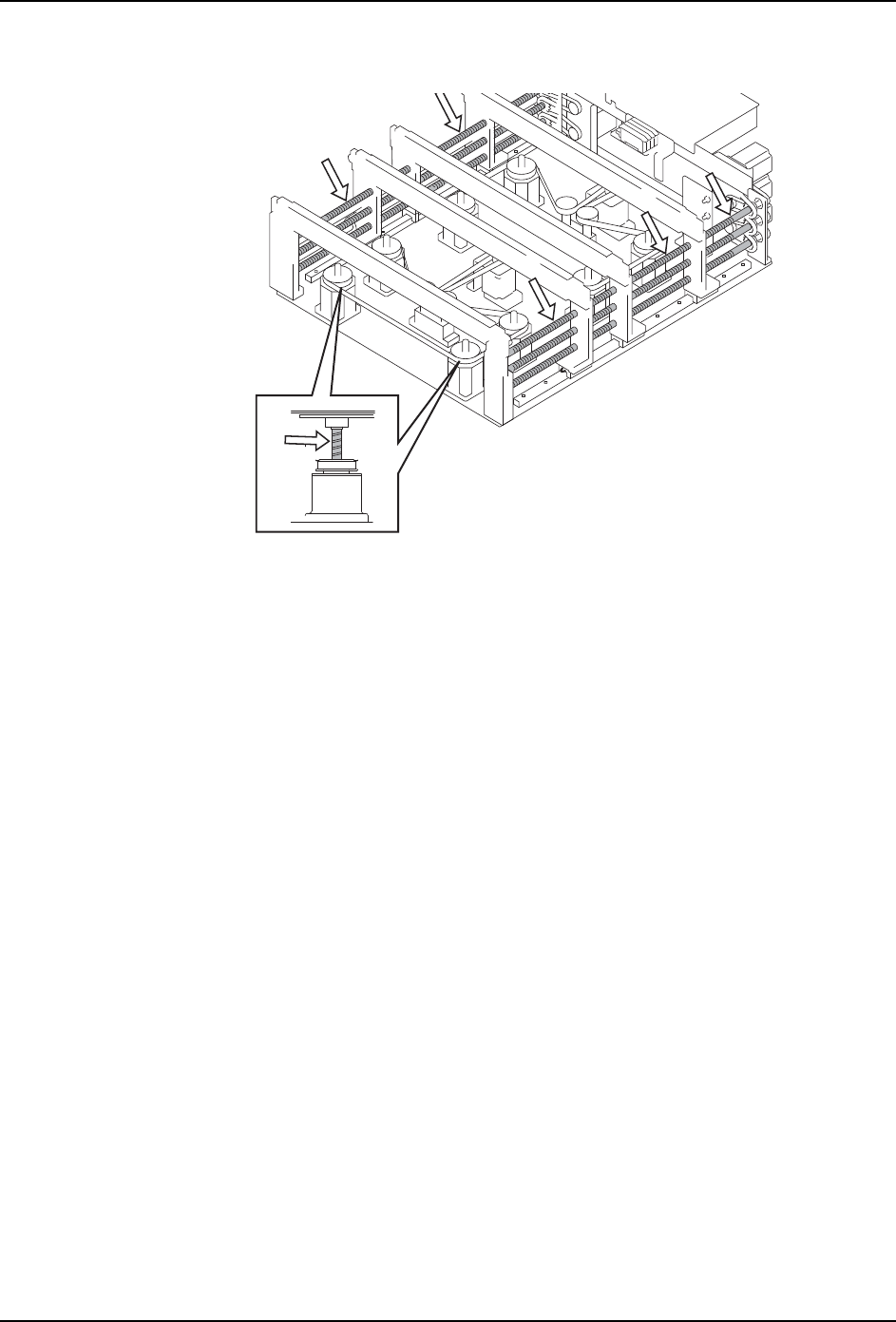
CZ 轴滚珠丝杆的加油。
9. 用手拉驱动皮带,使 CZ 轴旋转上升。
10.用清洁的布,擦去 CZ 轴导轨 (2)的污垢。
11.取 0.9cc 的 NS7 或者 SRL 到毛刷上。
12.用刷子给所有的 CZ 轴滚珠丝杆 (2) 上均匀地涂敷润滑油。
13.用手拉驱动皮带,使 CZ 轴旋转上下全程往复,使润滑油循环。
14.用清洁的布,擦去从 CZ 轴渗出的多余的润滑油。
15.双搬运轨时,安装支撑板。(参考 「5.10 支撑板的更换 〈双搬运轨的靠前生产时〉」)
16.插入模组。(参考 「5.1 模组的拉出 / 插入」)
໘
0(&6E
QD145-21 6. 预防保养
NXT II 机械手册 323
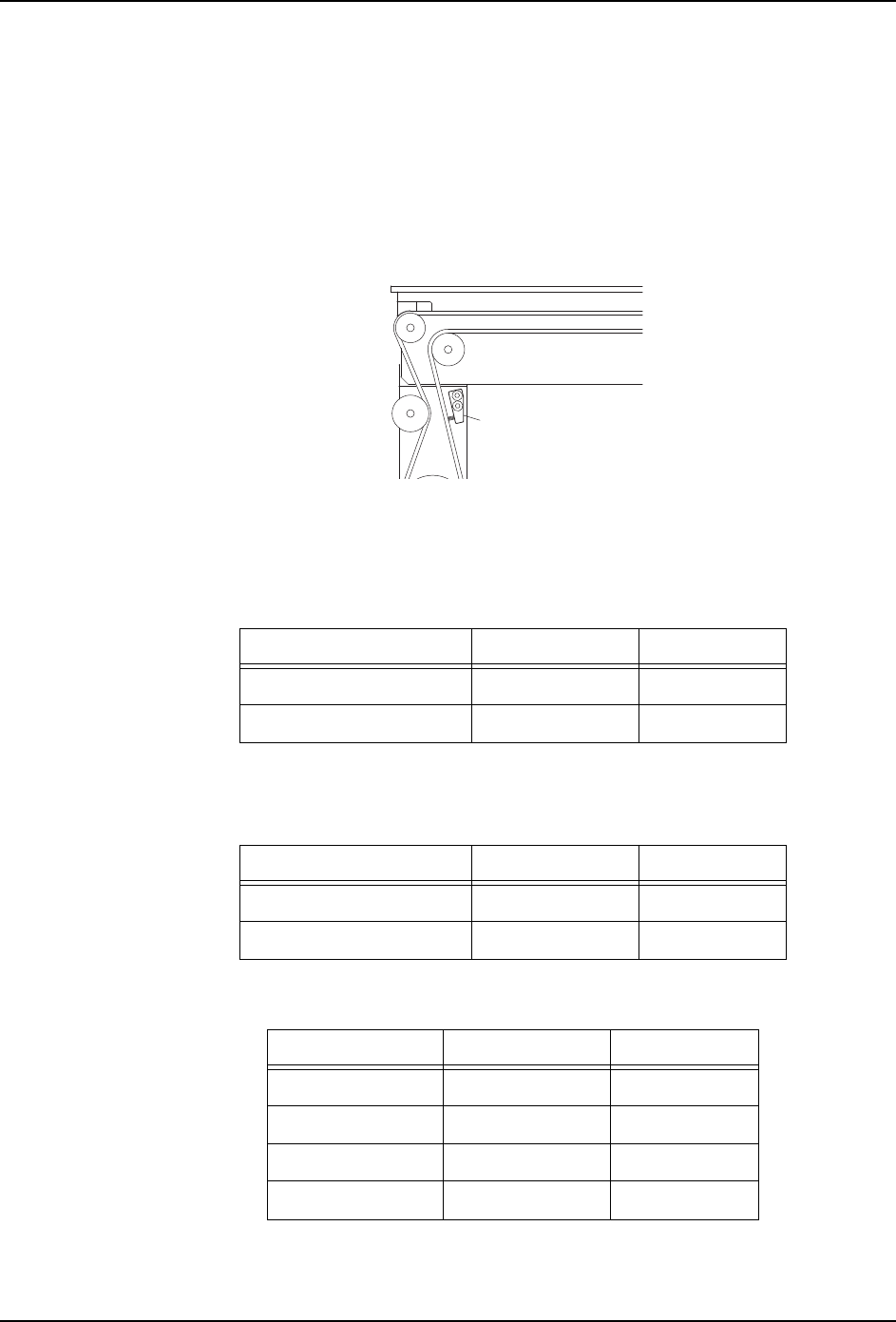
6.10.16 搬运轨传送带张力的检查
对于搬运轨,根据机器的贩卖时期在外观上有黑色皮带和白色皮带之分。请确认检查的搬运
轨的颜色,参照与颜色相符的皮带张力值。
1. 准备张力计。
2. 拉出模组 (请参考 「5.1 模组的拉出 / 插入」)。
3. 只有在测定 M3-2 搬运轨传送带的张力时,请拆除定位螺丝、传送带清洁器 (请参考 「
7.3 搬运轨道传送带清洁器的更换 」)。
4. 将张力仪抵住测定处,测定搬运轨皮带的张力。张力值超出规定值时,请移动张力轮进
行调整。
搬运轨 (黑色)的皮带张力
〈单 · 双搬运轨〉
搬运轨 (白色)的皮带张力
〈单 · 双搬运轨 ·M6-2 扩张搬运轨〉
〈三搬运轨〉
备注 )对于搬运轨传送带,随着运转时间会发生延长,如果张力超过公差范围时,请依据表
中的调整时张力进行重新调整。
M3-2/M6-2/M6-2SP 模组 调整时张力 (Hz) 公差张力 (Hz)
通道 1 314±30 201 ~ 344
通道 2 225±20 145 ~ 245
M3-2/M6-2/M6-2SP 模组 调整时张力 (Hz) 公差张力 (Hz)
通道 1 259±25.9 65 ~ 285
通道 2 190±19 48 ~ 209
M3-2 模组 调整时张力 (Hz) 公差张力 (Hz)
通道 1 基准侧 276±27.6 69 ~ 304
通道 2 从属侧 242±34.2 86 ~ 376
通道 3 260±26 65 ~ 286
通道 4 239±23.9 60 ~ 263
Ֆ䘷ᑜ⌷ಞ
01MEC-0579S
㸺0⁗㓺㸼