DECAN_S1_Admin(Chi_Ver1.3) - 第345页
13-9 Production Setu p < 跳过 电 路板 > 校验框 PCB 不投入到 conveyor 的作业领 域进行作业。 < 操作选项 > 领域 设定有关贴装作业的选项。 < 传送 PCB 前 ANC 动作 > 检查框 PCB 搬入前更换喷嘴并等待时选择。 < 预取配件 > 校验 框 在待机位置的 PCB 进入作业 Station 之前或进入作业 Stati…
13-8
Next Generation, Multi-Functional Placer DECAN S1 Administrator’s Guide
13.1.2. 运行设定
以图表的形式表示PCB投入到输送机的情况,以百分比的形式表示PCB的作业进程
图
13.4 “
运行设定
” TAP
对话框
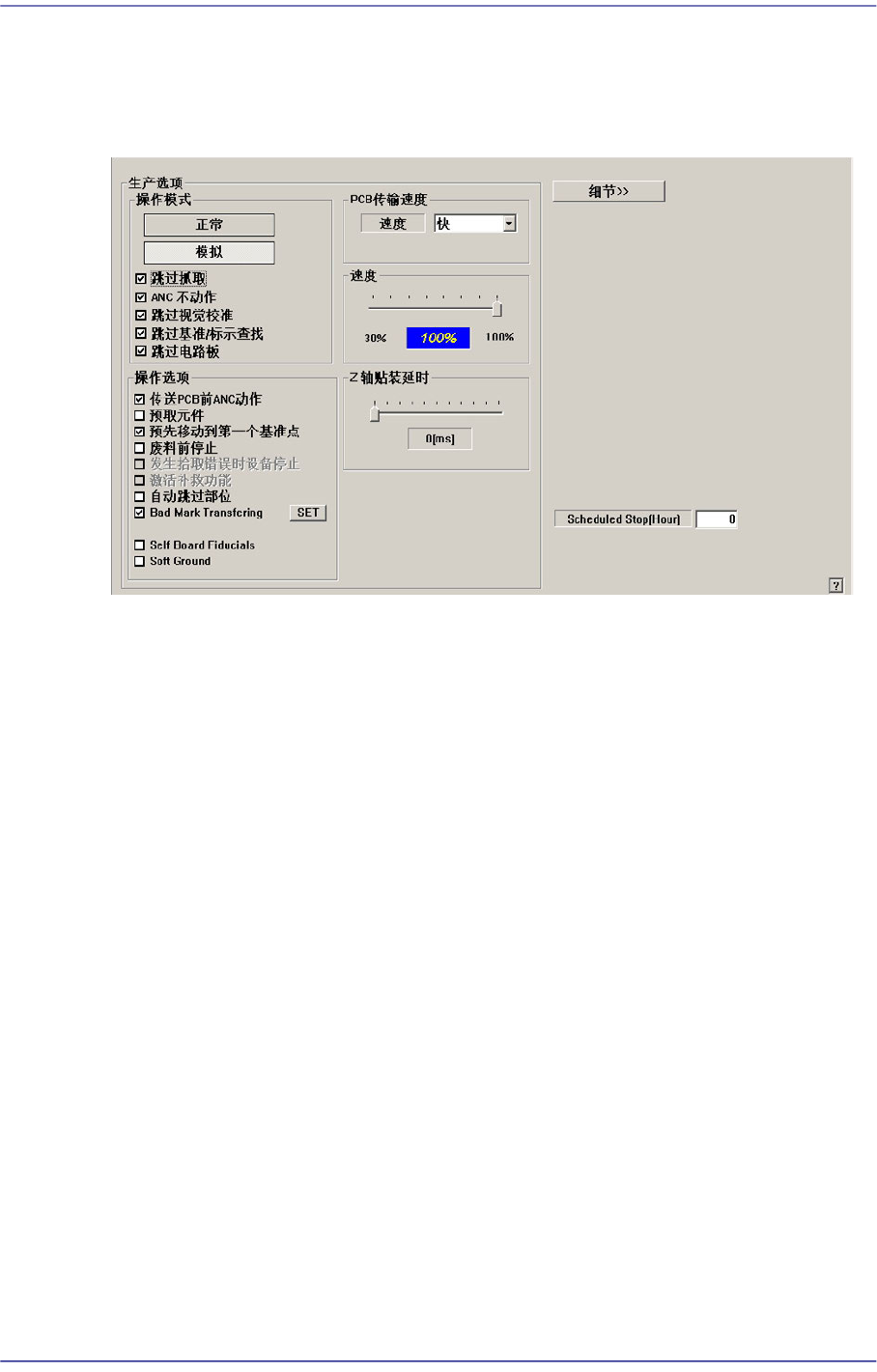
<操作模式> 领域
设置驱动Mode。可选择的Mode如下。
正常 模式
执行实际部件吸附及贴装作业。
模拟 模式
不进行对实际部件的吸附及贴装,而是选择以下的假想条件执行作业。 此菜
单仅用Service用户权限登录时可用。
<跳过抓取> 校验框
不进行部件的吸附动作而执行作业。完成了所有贴装点的作业后结束。
<ANC不动> 校验框
不更换喷嘴的状态下进行作业。
完成了所有贴装点的作业后结束。
<跳过视觉校准> 检验框
对部件不进行Vision识别进行作业。
完成了所有贴装点的作业后结束。
<跳过基准/标示查找> 校验框
不识别PCB的Fiducial Mark进行作业。
完成了所有贴装点的作业后结束。
13-9
Production Setup
<跳过电路板> 校验框
PCB不投入到conveyor的作业领域进行作业。
<操作选项> 领域
设定有关贴装作业的选项。
<传送PCB前ANC动作> 检查框
PCB搬入前更换喷嘴并等待时选择。
<预取配件>校验框
在待机位置的PCB进入作业Station之前或进入作业Station当中执行改变吸
嘴和预先进行部件吸附动作,提高生产性。
<预先移动到第一个基准点> 检查框
PCB搬入前更换喷嘴并等待时选择。
<废料前停止> 检查框
为了废弃部件HEAD移动到废弃箱后废弃部件前使其在此位置等待并使用
户直接确认有无异常。
<Stop Machine When Pick Error> 检查框
有Shield Cap等大型部件下面贴装小型贴片的PCB。
在上述的操作PCB的双重起重机设备各个起重机各自进行作业因此需要先
贴装部件,即使在贴装部件的过程中发生故障无法贴装部件,但发生背面起
重机仍贴装Shield Cap的情况。
如此背面起重机比起正面起重机的贴片先贴装像Shield Cap置于部件上的部
件则无法贴装下端的部件因此发生吸附故障就立即停止设备的功能。
<Auto Skip Placements> 选择框
即使在自动生产中消尽特定部件,也可对剩余的贴装点继续进行作业发生警
告信息。
注 意 本功能可单纯地继续贴装作业,但是由于部件消尽对跳越的部件
在此后的作业中预想到与已贴装的部件发生干涉,请解除本功能
进行使用。
<Bad Mark Transferring> 复选框
这是在使用D-TEK公司扫描仪时使用的功能。与此相关的详细内容请联系
本公司。
<Self Board Fiducials>复选框
设备的运转模式为“Join”时,如果需要让正面及背面的悬臂各自识别PCB基
13-10
Next Generation, Multi-Functional Placer DECAN S1 Administrator’s Guide
准标记以提高元件贴装精度,请圈选该复选框。
<Soft Ground>复选框
如果把设备安装在地盘较弱的地点,圈选该复选框就能减轻XY轴瞬间加速
度所导致的振动与噪音。
<PCB传输速度> 组合框
调整PCB移送速度的组合框。PCB过重时选择过快的速度,会发生输送机的传
送带无法充分移送PCB,只是传送带滑动旋转的情况。
基本选择为Middle。必要时请设置适当的速度。
Fastest: 最快速
Fast: 快速
Middle(中速): 普通速度
Slow(慢速): 慢速
<速度> 滑条
设置X, Y轴驱动电动机的驱动速度。
<Z 轴贴装延时> 滑条
部件注册时 Common Data中设置的贴装 Delay值再加上滑条中指定的值,执行
作业。该值只适用于Z轴。
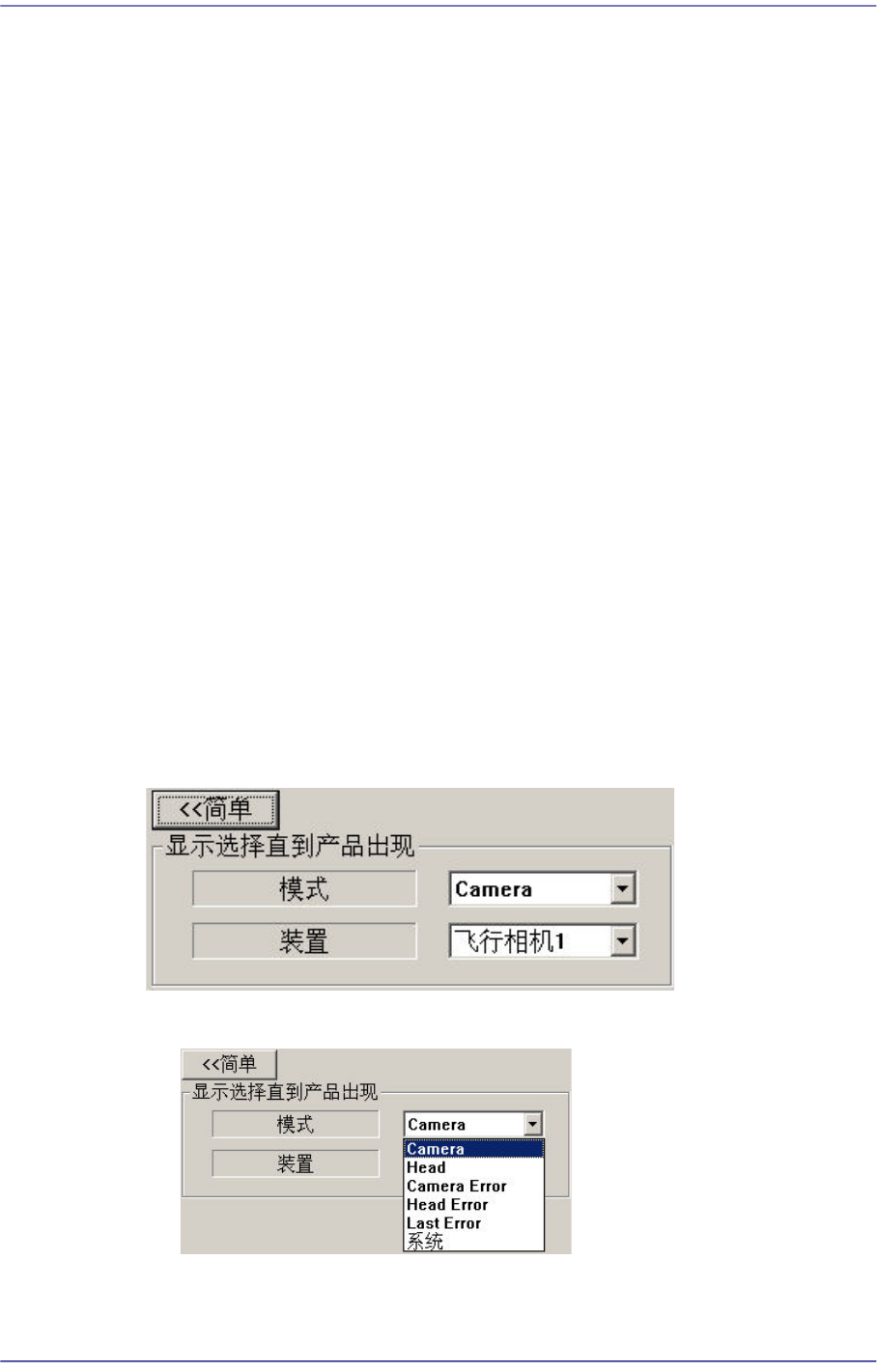
<详细> 按钮
生产PCB时,为了选择显示在’SMVision’ 窗口中的影象时使用。
<模式> 组合框