80S-20贴片机.pdf - 第252页
7 Components Table SIPLACE 80 S-20/F4 Service Manual 7.6 Empty Tape Cutting Unit and Empty Tape Channel Edition 03/97 7 - 50 ● Reinsta lling and adjust ing the e mpty tape cuttin g unit: ● Place th e empty tape cutting u…
SIPLACE 80 S-20/F4 Service Manual 7 Components Table
Edition 03/97 7.6 Empty Tape Cutting Unit and Empty Tape Channel
7 - 49
7.6.14 Fitting and Aligning the Empty Tape Cutting Unit and Empty Tape
Channel
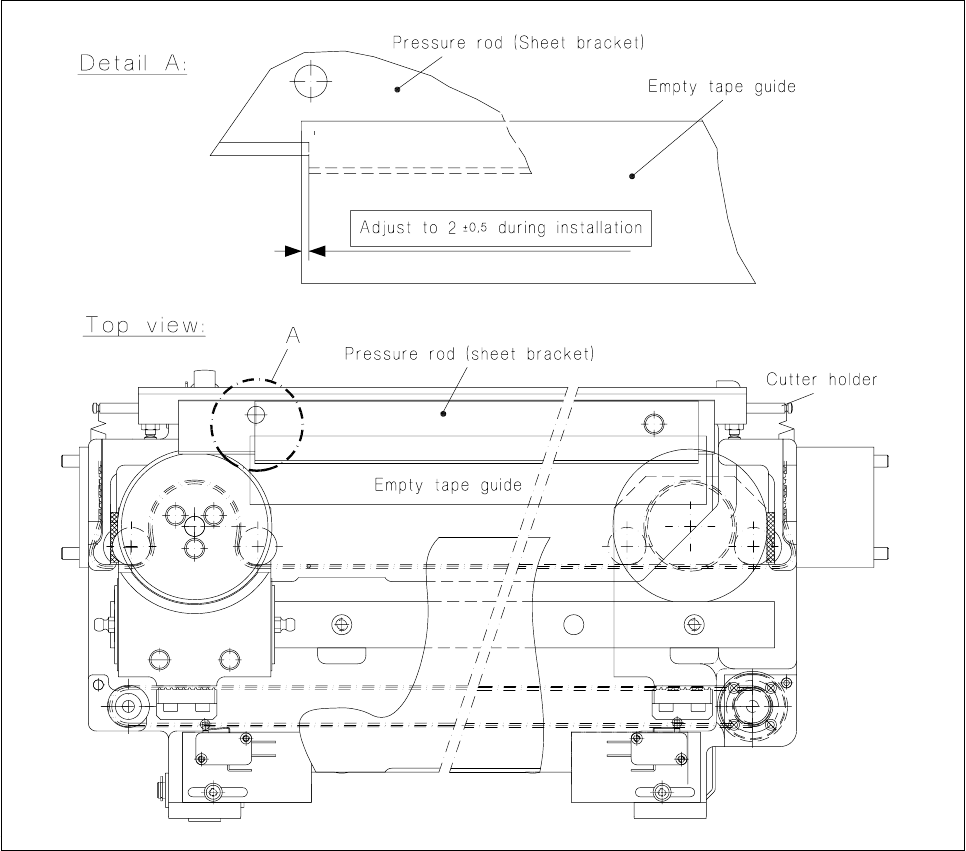
In the following cases align the empty tape channel symmetrically to the pressure rod:
– In the event of a fault, as when the outer tapes in each case (tracks 1/120) are not being cut correctly.
– When refitting the empty tape cutting unit and/or the empty tape channel.
Fig. 7.6.9 Aligning the empty tape channel to the pressure rod when refitting
● Reinstalling and adjusting the empty tape channel:
If it is only the empty tape channel which has been replaced, proceed as follows.
● If necessary, unscrew the mounting of the empty tape channel and align the empty tape channel sym-
metrically to the pressure rod of the cutting unit as shown in Fig. 7.6.9.
● Screw down the guide channel in this position.
7 Components Table SIPLACE 80 S-20/F4 Service Manual
7.6 Empty Tape Cutting Unit and Empty Tape Channel Edition 03/97
7 - 50
● Reinstalling and adjusting the empty tape cutting unit:
● Place the empty tape cutting unit on the supporting brackets on the left and right of the machine base,
and tighten up the screws at the slots in the supporting brackets only to the point that you can still slide
the cutting unit to position it correctly.
● Now fit the empty tape channel.
● Align the empty tape cutting unit in the supporting bracket slots (at the machine base) so that the
angle strip on both the x and y axes is positioned symmetrically to the empty tape channel.
● To check this, pull the "guide plate, outer" upwards and out (see Fig. 7.6.9) and check by looking down
into the empty tape channel: the pressure rod - and thus the tape cutting unit - must run parallel to the
empty tape channel and on the left and right be set back 2 mm from the outer edge of the empty tape
channel.
7.6.15 Concluding Work
● The machine is switched off at the main switch.
● Move the cutter wheel carriage by hand (CAUTION: danger of physical injury at the cutter strip!) into the
parking position on the left.
● Using the lift truck replace the components changeover table back in the centering facility in the machine
base and close the two clamping clips at the components table.
● Connect up compressed air hoses (tape cutter).
● Connect the components changeover table back up at the machine base: plug X37, mains plug and, if
applicable, compressed air connection (when the option "components table air supply" is installed).
● After reinstallation of the empty tape cutting unit, make sure that the plug connection at the tape cutting
unit (X3ak) is plugged back in (see Fig. 7.1.3).
● Slide the side cover at the component loading point back in place and close the protective covers.
● If applicable, switch the compressed air supply back on at the shut-off valve of the compressed air unit
(see Fig. 7.6.6).
● If applicable, fit the cover over the compressed air unit at the machine base.
● Switch the machine on and load the SITEST program.
● Make sure that the empty tape cutting unit functions correctly by making individual cutting strokes or by
cont. operation: Select "Component table" → "Continuous run" → "Tape cutting unit".
● Check at the same time the swivelling movement of the pressure rod:
– Swinging out too slowly or bouncing = Adjust the inlet air restrictor valve at the solenoid valve (Fig.
7.6.6 and Fig. 7.6.7), Swinging in too slowly or bouncing = Adjust the exhaust air restrictor at the sole-
noid valve. Please note: Since the cutting stroke begins at the same time as the swinging-in move-
ment (the solenoid valve and motor are connected in parallel (see Fig. 7.6.6), the swinging-in
movement must take place as fast as possible, but without bouncing. If this is not the case, it will result
in faults in the tape-cutting.
● Load the station software and start the placement sequence.

SIPLACE 80 S-20/F4 Service Manual 7 Components Table
Edition 03/97 7.7 Components Table Pneumatics, Components Table Compressed Air Supply
7 - 51
7.7 Components Table Pneumatics, Components
Table Compressed Air Supply
7.7.1 Tools and Spare Parts Required
Tools
● Screwdriver for socket-head cap screws, sizes 2.5, 3 and 6
● Crosstip screwdriver, size 1
● Side-cutting pliers
● Transparency marker
Auxiliary Measuring and Test Equipment
● Service manometer, quick-release coupling, from item no. 00310152-01 (included in the SIPLACE 80 S
service case)
● Location tester, from item no. 00304770-03
● If required, external power supply, from item no. 00142011-01
Spare Parts
● Pressure control valve PWP-B1888, from item no. 00309633-01
● Sealing ring O-M5, from item no. 00201148-01
● Plastic hose PL-4 PE, blue, from item no. 00047551-01, cable lacings
● Connector plug KS-PK-4-M5, from item no. 00200243-01
● Pneumatics adapter (including o-rings), from item no. 00306678-01
● O-ring 5*1 NBR 70A, from item no. 00305213-01
● Pressure spring 0.63*5.63*18.5, from item no. 00305239-01
7.7.2 Fault Location: Control / Functioning of the Compressed Air
Supply Module
NOTE
Error message No. 43 can point to a fault in the compressed air feeder module (= feeder module conveying
using compressed air), in the components table pneumatic system or in the components table compressed air
supply.
Start fault location by referring to the Section 7.2 ’Fault Characteristics’.
Check on the basis of the fault situation - that is, when error No. 43 is displayed - whether the output signal is
present at the corresponding connection socket of the communications unit (= interface of the components
table and the components modules) or whether there is a fault in the module (for example, solenoid valves,
compressed air cylinder defective, electrical interruption in the module).