XIA-XD1000操作手册 - 第12页
2.5.9 镜面反射和扩散反射 具有镜面反射性质的只有焊锡、电极、 管脚部。 此外的部分照射光为扩散反射, 红 色、 绿色、 蓝色光合成为白色, 所以摄取的 画像与原物相同。 2.6 使用方案 2.6.1 桌上型 AOI 的合理安排 AOI 可以在 SMT 生产的各个环节起到检测作用, 目前常见的放置位置是: 印刷之后, 回 流焊前, 回流焊后。 根据这三个放置点, 我们可以将其主导思想分为两种: 缺陷防止和缺陷 发现,当放在 SMT …

2.5.6 蓝色照明
同样原理,如图所示,只有照射在急倾
斜的焊锡表面的蓝色光才能反射到摄像机,
摄像机对急倾斜焊锡表面部分摄取到蓝色
画像。
2.5.7 焊锡弧度和画像的关系
图示为在彩色高亮度方式下焊锡表面
的倾斜和摄像机摄取画像的颜色分布关系。
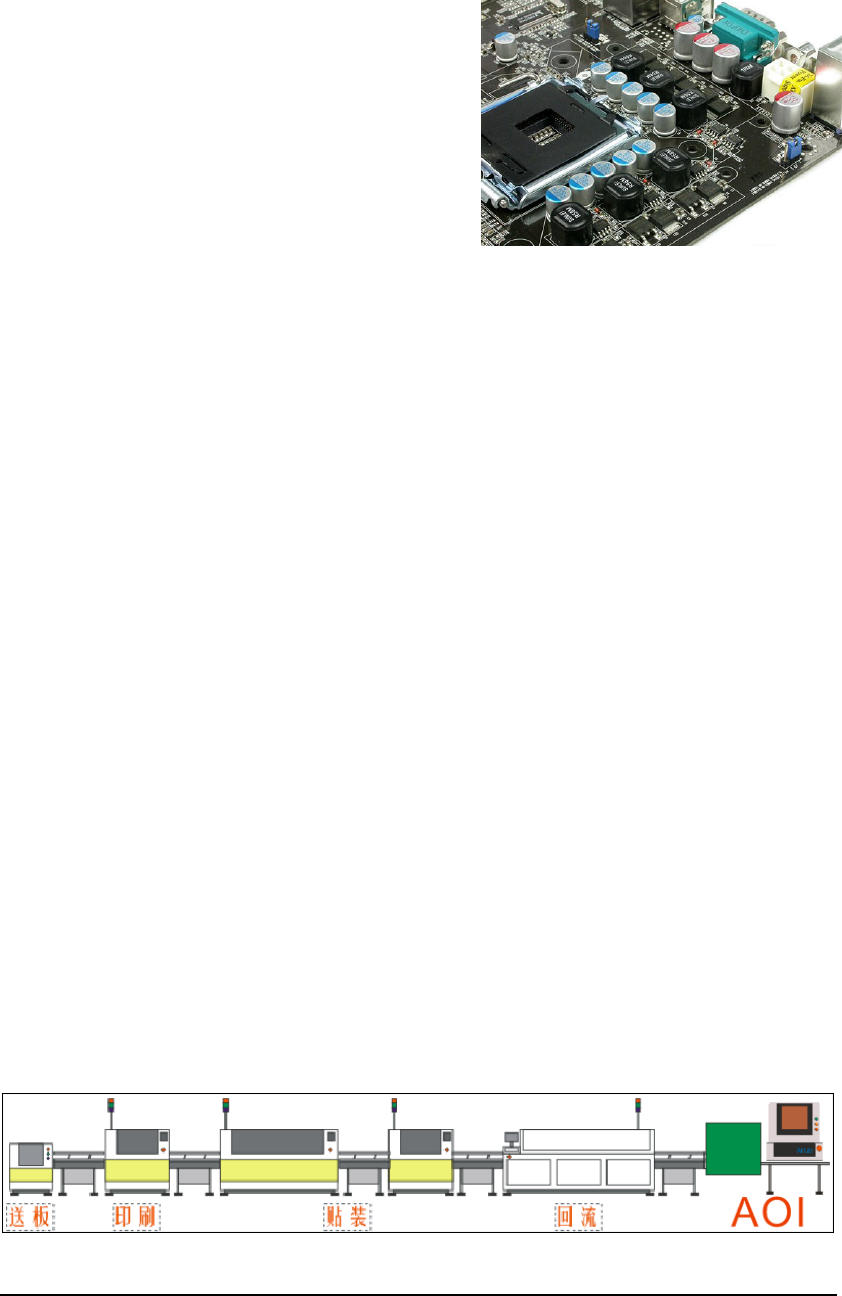
2.5.8 实际图像
根据以上成像原理,实际成像最终如图。
10
2.5.9 镜面反射和扩散反射
具有镜面反射性质的只有焊锡、电极、
管脚部。此外的部分照射光为扩散反射,红
色、绿色、蓝色光合成为白色,所以摄取的
画像与原物相同。
2.6 使用方案
2.6.1 桌上型 AOI 的合理安排
AOI 可以在 SMT 生产的各个环节起到检测作用,目前常见的放置位置是:印刷之后,回
流焊前,回流焊后。根据这三个放置点,我们可以将其主导思想分为两种:缺陷防止和缺陷
发现,当放在 SMT 印刷机之后或者放在元件贴装之后视为缺陷防止,当放在回流焊之后时,
这是制造工艺的最后步骤,视为缺陷发现。
桌上型 AOI 由于其自身的一些限制,最适合的放置位置就是放在回流焊后。当然印刷后
和贴片后都可以作为抽检之用。
2.6.2 炉前
回流焊前,桌上机较适用离线抽检法。
2.6.3 炉后
回流焊后,这是桌上型 AOI 最好的选择,因为这个位置可以发现全部装配错误,避免有
缺陷的产品流入客户手中,回流焊后检测能够提供高度的安全性,它可以识别由焊膏印刷,
元件贴装和回流过程引起的缺陷,支持最终品质目标。
11

2.6.4 印刷后
印刷之后,对于桌上型 AOI 而言,使用离线抽检法也是比较合适的。
12