HS50_advance_level 1_20200522_221201 (1).pdf - 第203页
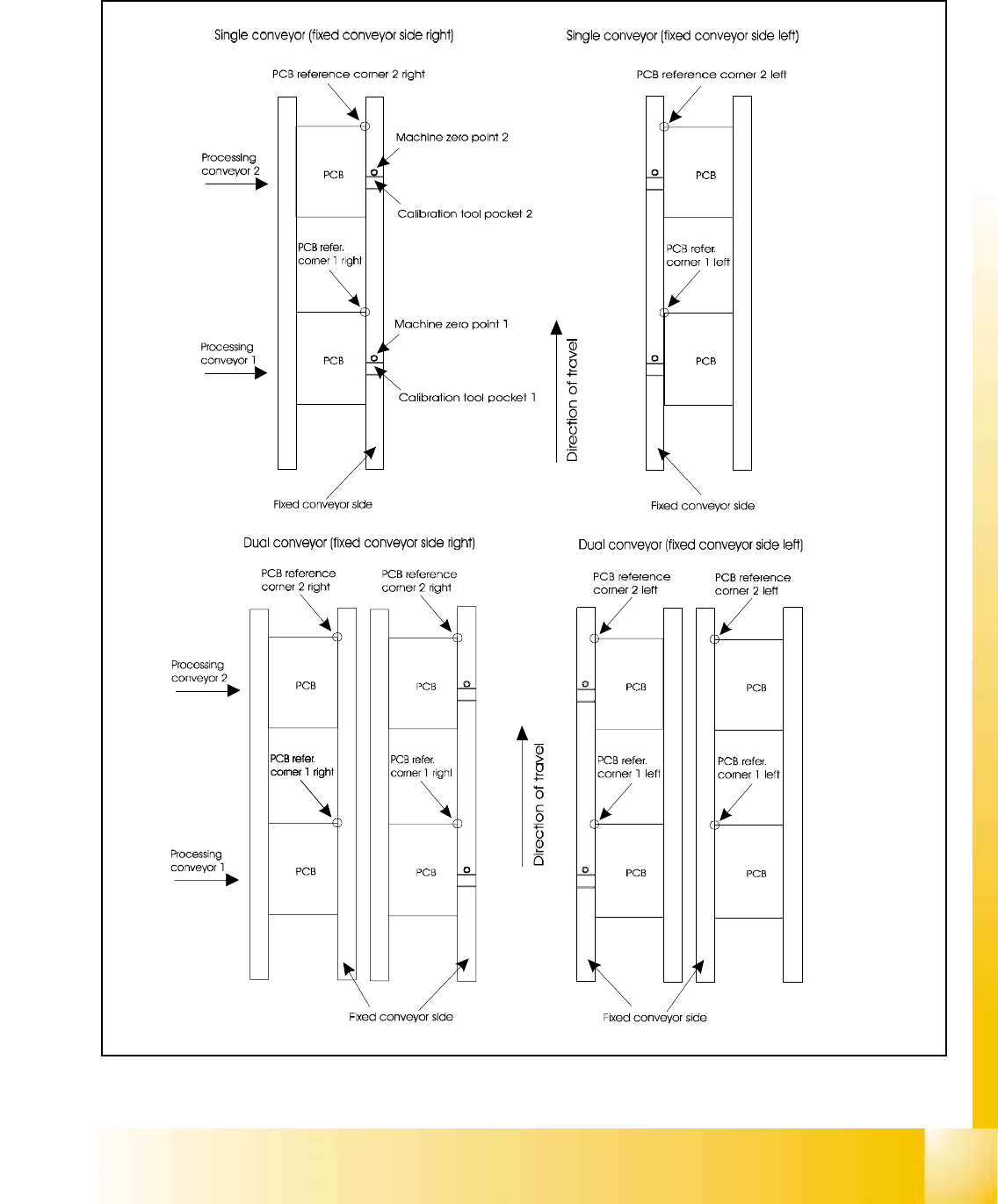
Studen t Guide HS-50 A dvanced I 06/200 2 Edition 6 Operat ing the S ITE ST S o ftware 19 6.4. 3.1 P osit ions of t the PCB Reference Corne r
06/2002 Edition Student Guide HS-50 Advanced I
6 Operating the SITEST Software
18
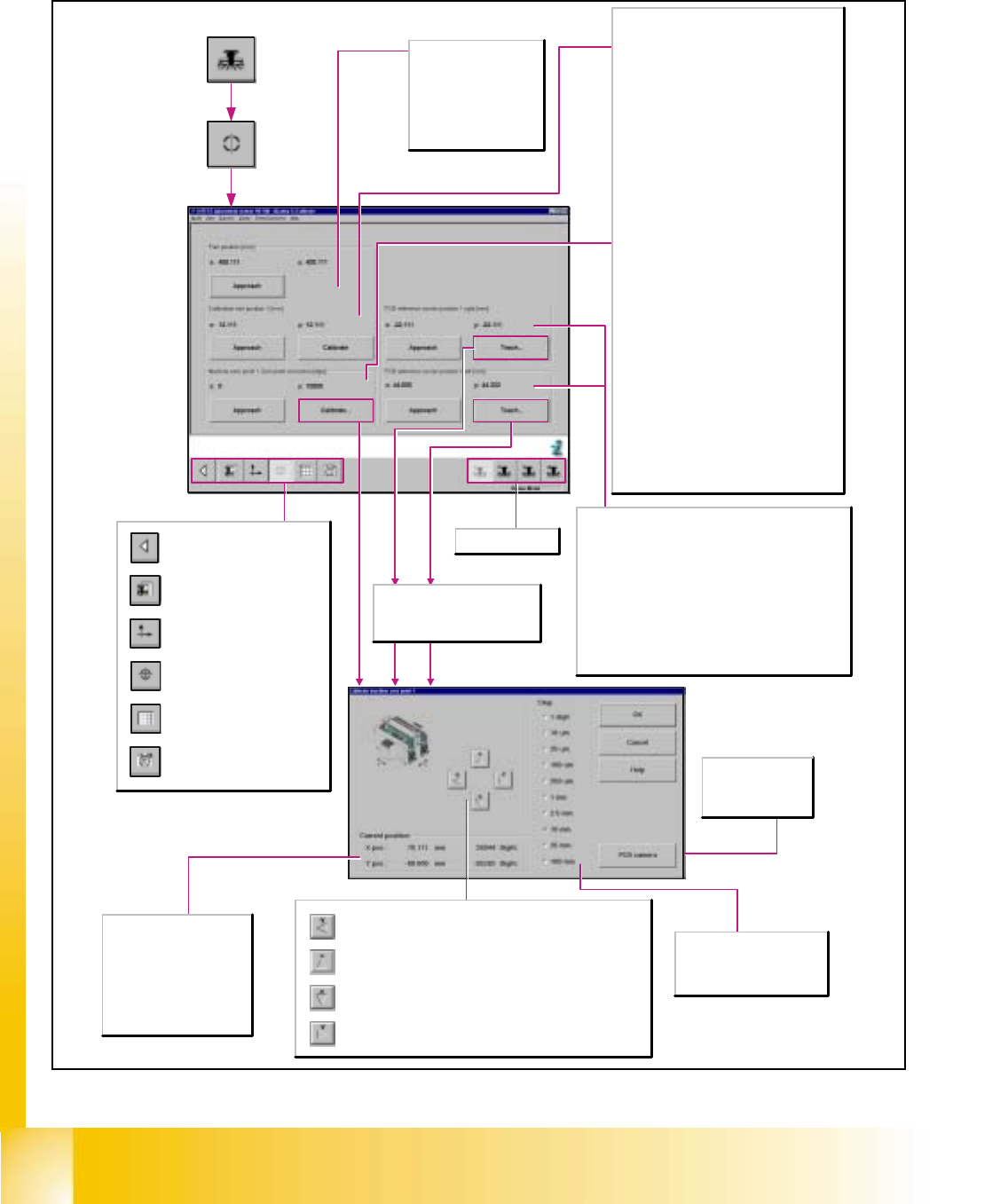
6.4.3 Gantry‘s Calibration Functions
Upon each actuation of the button, the active gantry is advanced by
one increment of the selected step size in positive y-direction.
Upon each actuation of the button, the active gantry is advanced by
one increment of the selected step size in positive x-direction.
Upon each actuation of the button, the active gantry is advanced by
one increment of the selected step size in negative x-direction.
Upon each actuation of the button, the active gantry is advanced by
one increment of the selected step size in negative y-direction.
Call-up of the gantry functions.
Call-up of the display of the
gantry axis functions.
Call-up of the display of the
gantry's calibration functions.
Call-up of the display of the
gantry's PCB mapping
functions.
Call-up of the display of the
gantry's PCB camera
functions.
Return to the main view.
Park position [mm]
X/Y
Indicates the x/y-position
of the gantry's park
position.
Approach
Moves the gantry to the
Park position.
Calibration tool position 1 [mm]
X/Y
Indicates the calibration tool's x/y-position
determined by calibration as well as the previous
x-position (in parentheses).
Approach
Moves the gantry with the PCB camera mounted
to it over the calibration tool position and
switches the screen display to the PCB camera
for verification purposes. The calibration tool
must be visible in the camera's field of view.
Calibrate
Determines the x and y-positions of the
calibration tool.
Machine zero point: Zero Point Correction
[Digit]
X/Y
Indicates the zero point correction determined
by calibration as well as the previous zero point
correction (in parentheses) in x/y-direction.
Approach
Moves the gantry with the PCB camera mounted
to it over the measuring hole for the machine
zero point and switches the screen display to the
PCB camera for verification purposes. The
machine zero point must be visible in the
camera's field of view.
Calibrate
Opens the Teach dialog window for approaching
the position of the machine zero point.
Subsequently, the zero point correction of the x-
and y-axes is determined within the scope of the
calibration procedure.
Step
The desired step size for
traversing the gantry can be
activated in a given resolution.
PCB camera
Switches the
screen display to
the PCB camera.
Selects gantry 1-4.
PCB reference corner position 1 right/left [mm]
X/Y
Indicates the x/y-position of the PCB reference corner
determined during teaching as well as the previous x-
position of the PCB reference corner (in parentheses).
Approach
Checks the position of the PCB reference corner
right.Moves the active gantry with the PCB camera
mounted to it over the PCB reference corner and
switches the screen display to the PCB camera for
verification purposes.The position of the PCB reference
corner must be visible in the camera's field of view.
X-pos.
Indicates the applicable
gantry's x-position
approached during teaching.
Y-pos.
Indicates the applicable
gantry's y-position
approached during teaching.
The Teach function for PCB
reference corners is not available
in the long PCB with additional
stopper transport mode.
Student Guide HS-50 Advanced I 06/2002 Edition
6 Operating the SITEST Software
19
6.4.3.1 Positions oft the PCB Reference Corner
06/2002 Edition Student Guide HS-50 Advanced I
6 Operating the SITEST Software
20
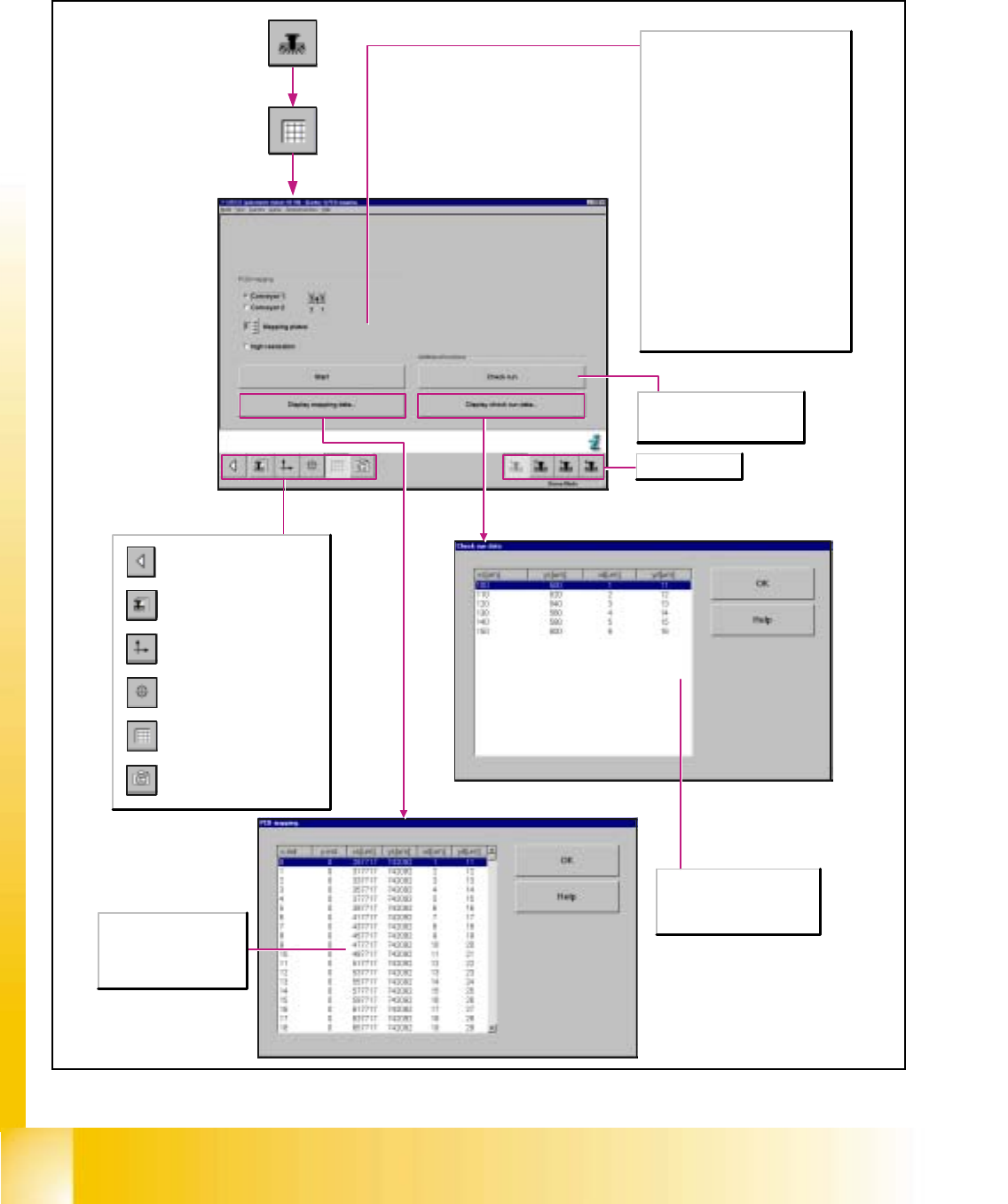
6.4.4 Gantry‘s PCB Mapping Functions
Call-up of the gantry functions.
Call-up of the display of the
gantry axis functions.
Call-up of the display of the
gantry's calibration functions.
Call-up of the display of the
gantry's PCB mapping
functions.
Call-up of the display of the
gantry's PCB camera
functions.
Return to the main view.
PCB Mapping
Conveyor 1/2
Activates conveyor track 1/2 of the dual
conveyor .
No. of mapping plate (at the bottom of the
mapping plate)
Display and input of the current number of
the mapping plate which can be found at
the bottom of the mapping plate.
High resolution
Changes the resolution used for
determining the data during the mapping
run. When making your selection please
take into account whether the machine
was configured in the single conveyor or
dual conveyor mode.
Start
The active gantry starts the mapping run
on the selected conveyor track and
automatically saves the data determined
after the mapping run has been
completed successfully.
The values x-ind, y-ind,
xs[µm], ys[µm], xd[µm] and
yd[µm] describe the offset
of the mapping plate after
the mapping run.
Selects gantry 1-4.
Check run
Approaches the mapping
positions for checking purposes.
The values xs[µm], ys[µm],
xd[µm] and yd[µm] describe the
setpoint positions calculated
during the mapping check.