HS50_advance_level 1_20200522_221201 (1).pdf - 第62页
06/2002 E dition Studen t Guide H S-50 Advance d I 2 Ov erview 32 2. 13 DLM1 C&P Hea d Overvi ew The H S-50 aut omatic pl acement system h as four 1 2-segment type DLM1 revolver h eads (item no . 00335 700-01). 2 2 F…
Student Guide HS-50 Advanced I 06/2002 Edition
2 Overview
31
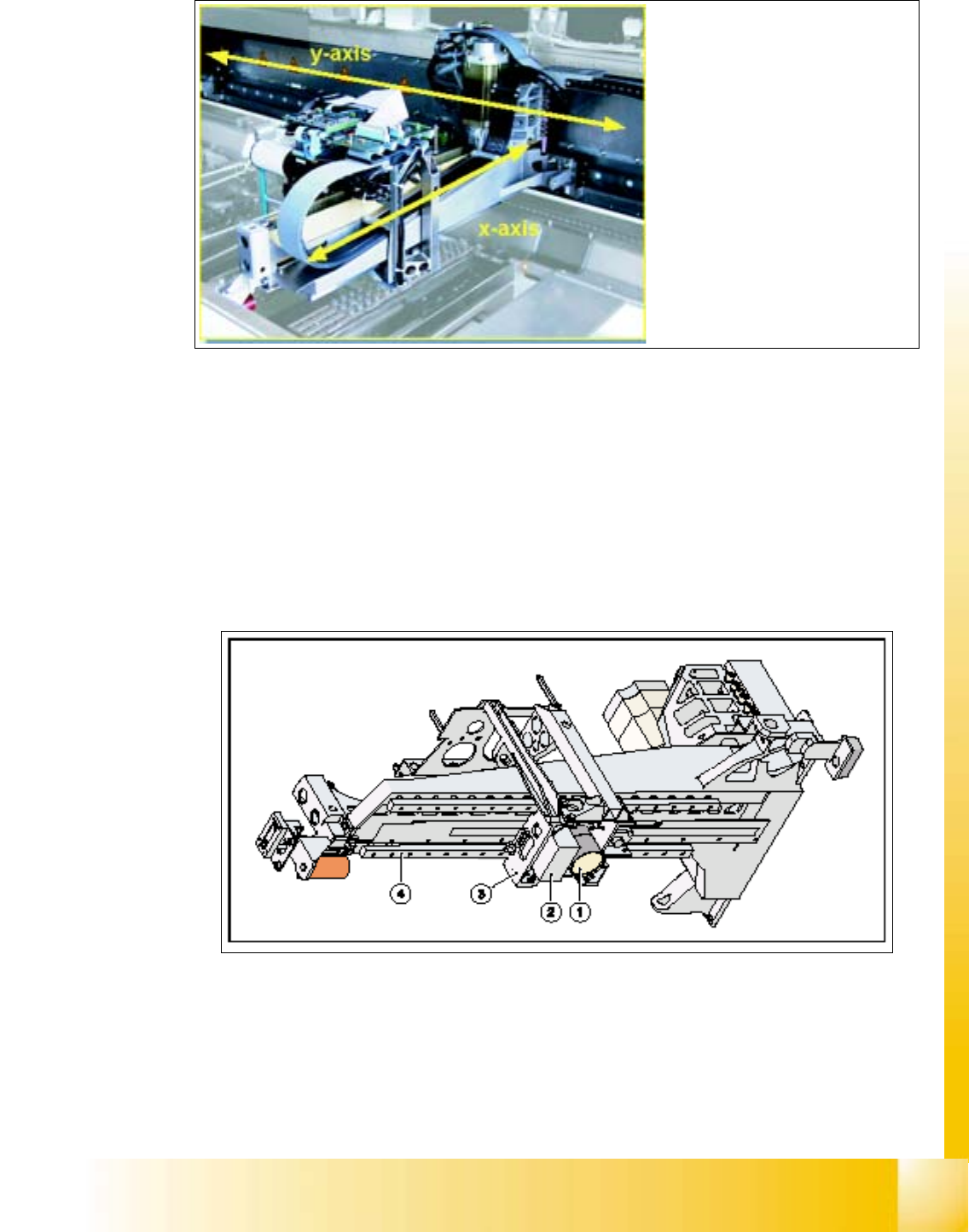
Fig. 2.12 - 4 The Y- and X-axes
2.12.4 PCB Camera
The PCB vision module uses fiducials on the PCBs to determine:
– the position of the PCB, its rotation angle, and the PCB delay.
The PCB vision module also uses fiducials on the feeder modules to determine the exact pick-up
position of components, which is particularly important for small components.
Fig. 2.12 - 5 PCB camera under the gantry
a PCB-camera with optics and illumination
s Camera amplifier
d Head holder
f Gantry
The gantry consists of an
X-axis
and a
Y-axis
06/2002 Edition Student Guide HS-50 Advanced I
2 Overview
32
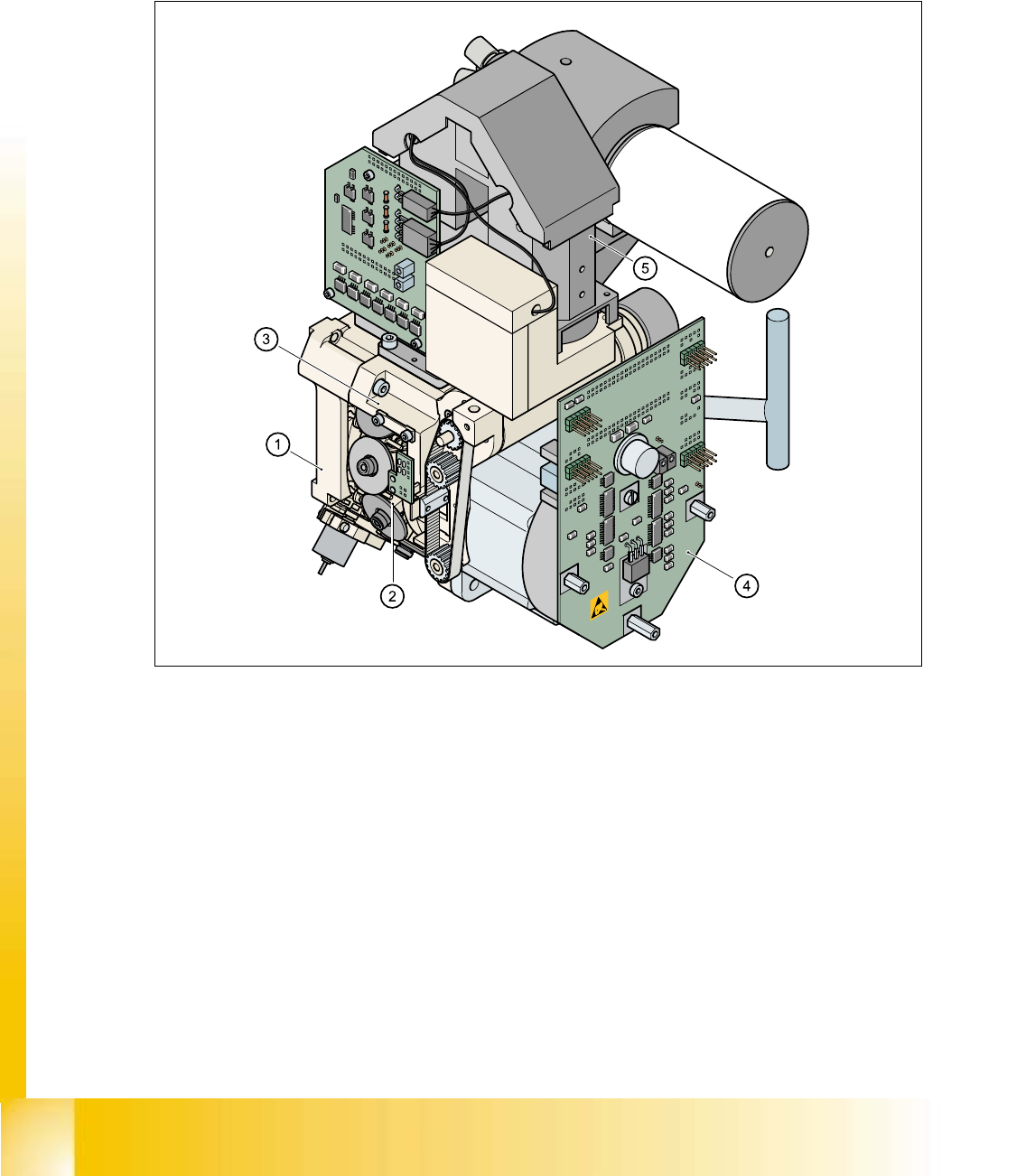
2.13 DLM1 C&P Head Overview
The HS-50 automatic placement system has four 12-segment type DLM1 revolver heads
(item no. 00335700-01). 2
2
Fig. 2.13 - 1 12-segment DLM1 revolver head - overview
(1) Back part, complete / DLM1 (Item no. 00335986-xx)
(2) Star, fitted (Item no. 00341181-xx) with 12 sleeves
(3) Front part, complete / DLM1 (Item no. 00335981-xx)
(4) SP6_12 intermediate distribution board, digital (Item no. 00330648-xx)
(5) 24x24 component camera (Item no. 00320549-xx)
Option:
DCA camera 15,6 x 15,7mm (Item no. 00337450-01) 2
Component - sensor (Item no. 00118021-01) 2
Student Guide HS-50 Advanced I 06/2002 Edition
2 Overview
33
2.13.1 Steps when picking up and placing components
– A PCB moves into the placement area of the PCB conveyor.
– The right-hand revolver head picks up components from the feeder modules.
– The left-hand revolver head waits for the fiducial measurement.
– Once the fiducial measurement is complete, the right-hand revolver head places components
while the left-hand revolver head picks up further components.
– The right-hand revolver head picks up components, and so on.
2.13.1.1 Position and function of the individual star stations (see Fig. 2.13 - 2)
Star station 1 2
Pick-up cycle 2
The nozzle is lowered onto the component. Once the valve positioning unit has opened the vac-
uum circuit to the nozzle, the nozzle draws up the component and removes it from the feeder mod-
ule. 2
Placement cycle 2
The valve positioning unit closes the vacuum channel to the nozzle. The nozzle, together with the
component, is lowered onto the PCB that has been moved into place. A short burst of compressed
air detaches the component from the nozzle and places it on the PCB. 2
Star station 3 2
Reject cycle
The valve positioning unit closes the vacuum channel to the nozzle. Defective components are
detached from the nozzle with a short burst of compressed air and are discarded. 2
Star station 7 2
The component is optically centered. 2
Star station 9 2
Pick-up cycle 2
The nozzle is rotated to the pick-up position. 2
Placement cycle 2
The placement angle of the component is corrected or the correct placement angle of the compo-
nent is set. 2
Between star station 11 and 12 2
Check the present and / or height from the component on the nozzle.