3. SM471_Introduction(Kor_Ver1).pdf - 第129页
7-21 장비의 설치시운전 절차 7.1.7. 장비간의 통신 Interface 설정 전공정 장비 (Previous Machine) 와 후공정 장비 (Next Machine) 간의 통신 Interface 를 다음의 사항을 참조하여 실시하 십시오 . No. Description 1 다음 장비 와 케이블 연결 2 이전 장비 와 케이블 연결 ST AR T 입력신호 (Cable No.: ① (+),…
7-20
Samsung Component Placer SM471 Introduction
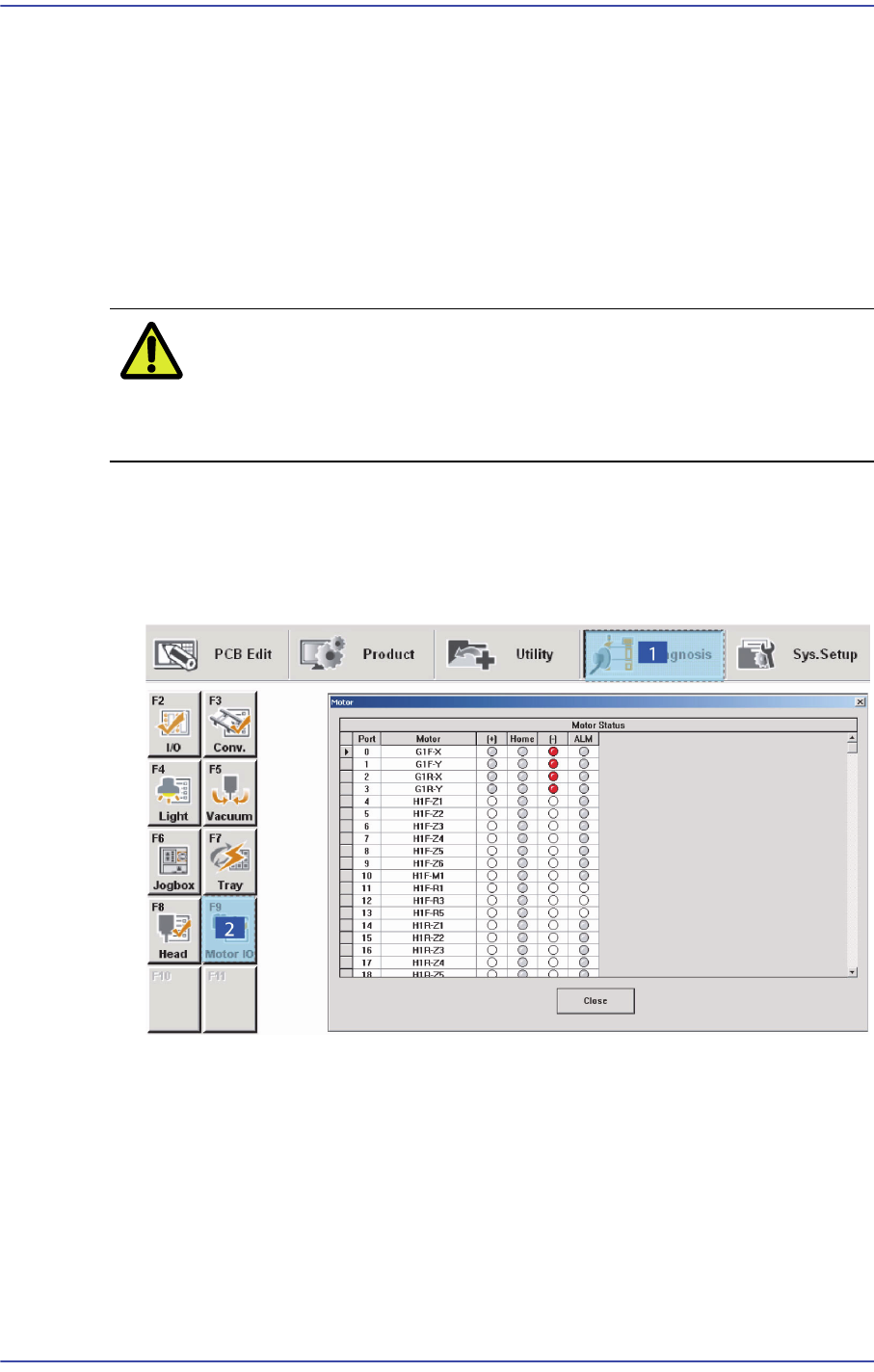
7.1.6. Motor I/O 체크
7.1.6.1. 작업 순서
1. Main Circuit Breaker를 올리기 전에 다시 한번 컨베이어나 장비의 내부에 장애
요소가 없는지 확인하고 Main Circuit Breaker를 ON 시키십시오.
2. 주변
이 정리되면 장비의 Main Switch를 ON시켜, 장비에 전원을 인가시키십시
오. 이 때, 전 후면 비상스위치가 해제되어있는지 확인하고, 전 후면 도어가 닫
혀있는지 확인하십시오.
주 의 Main Switch를 올리기 전에 전원 및 장비 내부 확인을 하지 않으
면 장비에 손상을 주거나 상해를 입을 수 있습니다. 반드시 Main
Switch를 올리기 전 장비 내부와 주변을 확인하시기 바랍니다.
3. MMI Program의 로딩이 완료되면, Front OP Panel에 있는 ‘READY’버튼을 누르
지 않은 상태에서, XY Motor 의 I/O를 체크해야 합니다. XY Motor 에 대해서 +/-
Limit Sensor 및 Home Sensor 가 정상적으로 동작하는지 수동으로 센서를 센싱시
켜서 확인하십시오. 이 때 , XY축은 수동으로 쉽게 움직일 수 있어야 합니다.
7-21
장비의
설치시운전
절차
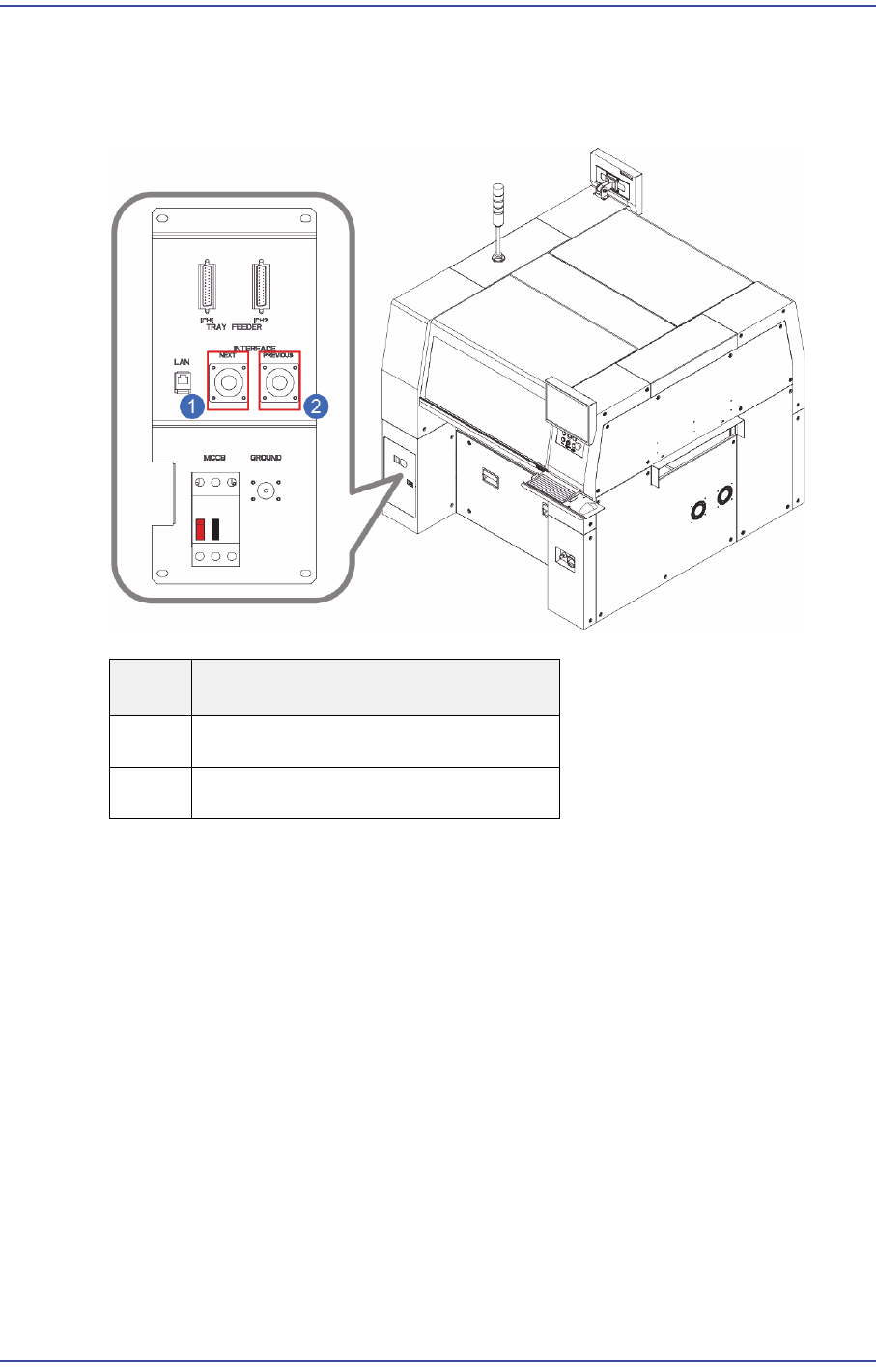
7.1.7. 장비간의 통신 Interface 설정
전공정 장비(Previous Machine)와 후공정 장비(Next Machine) 간의 통신 Interface를
다음의 사항을 참조하여 실시하십시오.
No. Description
1
다음 장비
와 케이블 연결
2
이전 장비
와 케이블 연결
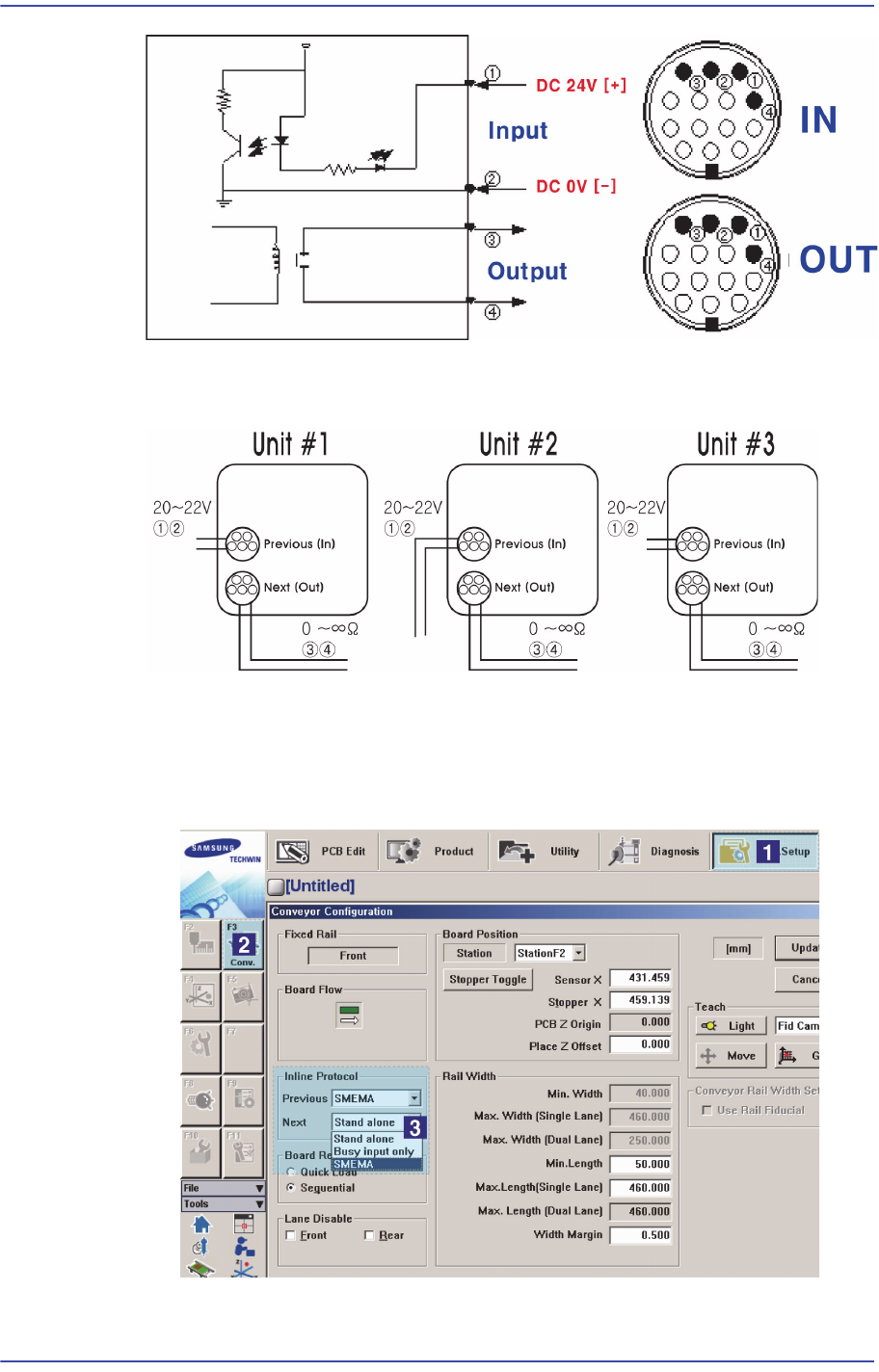
ST
ART 입력신호 (Cable No.:①(+), ②(-))
입력신호는 후 공정 장비에
서 출력되고 대부분의 입력 신호단자에서는 전압이
약 20 ~ 22V 정도가 측정됩니다.
READY
출력신호 (Cable No.:③ , ④ )
출력신호는 전 공정 장비로
부터 출력됩니다. 일반적으로 대부분의 출력신호단
자에서는 출력이 나갈 때 저항이 0Ω, 출력이 안 될 때는 ∞Ω이 측정됩니다.
7-22
Samsung Component Placer SM471 Introduction
인접장비의 I/F Connector 가 서로 다른 경우에 Cable을 Cutting하여 다음의 그림
을 참조하여 연결하여 주십시오 .
SIMENS, SANYO, TDK(RX-11) 등 SMEMA규격 및 2 접점 INTERFACE 방식
이 아닌 장비에 대하여는 별도의 검토가 필요합니다.
장비
의 Interface Type을 결정해야 합니다. (사용자의 환경에 맞게 2접점방식
또는 SMEMA방식을 선택하십시오)
SYS.SETUP 메뉴를 선택하고 Conveyor 하위메뉴를 선택하십시오 .