03229208-01-01 All Purpose Clamping (APC) Manual DEPDFA.pdf - 第39页
2 UNIVERSALKLEMMEN (APC) 2.6 JUSTIERUNGEN UND EINSTELLUNGEN EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019 39 8. Bewegen Sie die hintere Transportschiene vorwärts, zur vorderen Schiene, bis die hintere Bein-Linea…
2 UNIVERSALKLEMMEN (APC)
2.6 JUSTIERUNGEN UND EINSTELLUNGEN
38 EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019
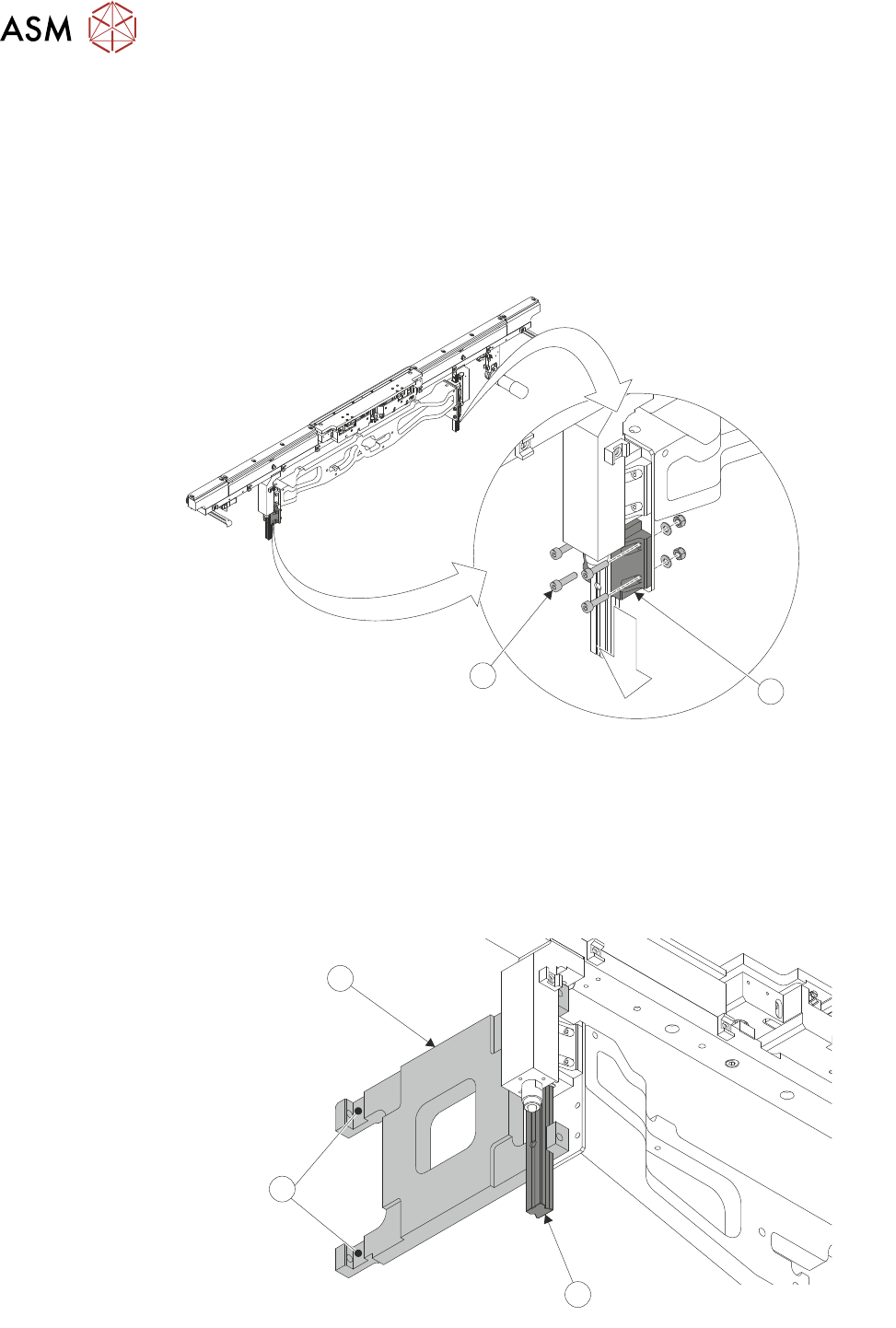
5. Orten Sie den unteren, kugelgelagerten Schlitten (1) auf den vorderen linken und rechten Li-
nearführungen des Transportschienenbeins. Entfernen Sie die vier Halteschrauben (2) von
jedem unteren Schlitten und entfernen Sie dann den Schlitten, indem Sie die Unterseite der
Linearführung herausschieben.
HINWEISE
Die oberen und unteren, kugelgelagerten Schlitten auf jedem Bein sind angepasste Sets, dies
ermöglicht die korrekte Position und Orientierung beim Wiederzusammenbau, diese sollten
markiert, bzw. gekennzeichnet werden.
1
2
6. Wiederholen Sie Schritt 5 für das hintere Transportschienenbein links und rechts, unterer, ku-
gelgelagerte Schlitten.
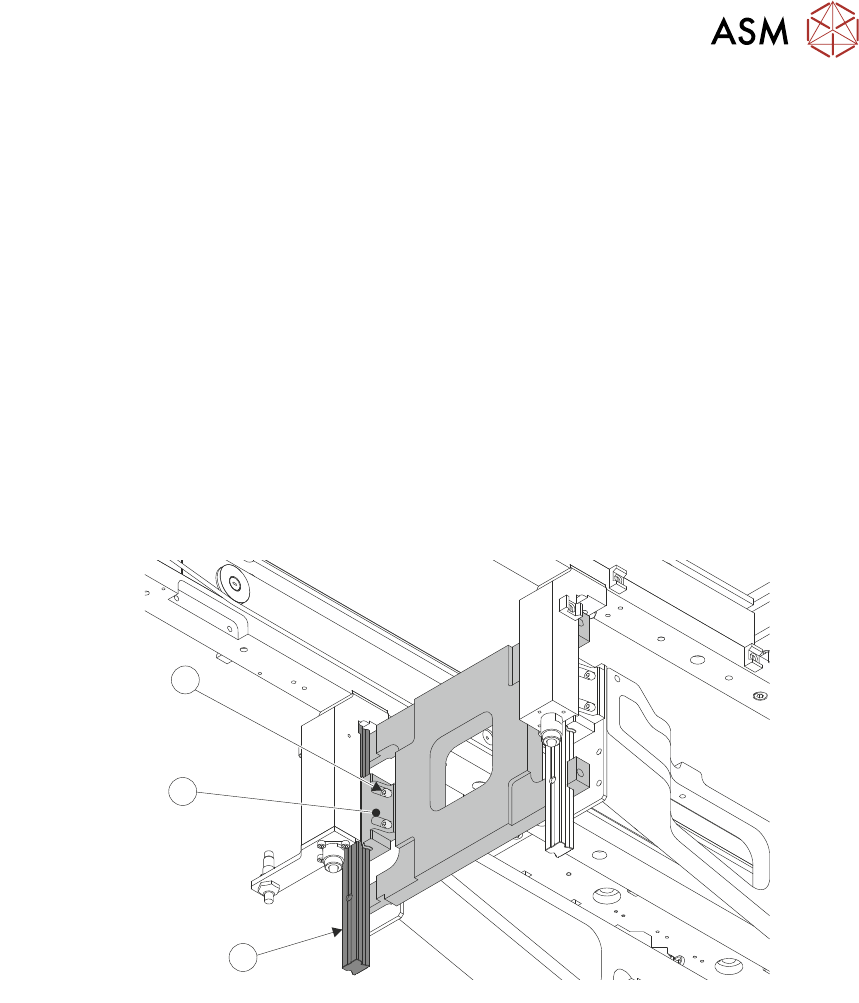
7. Mit Hilfe von einem Paar Schienenparallelität H-Vorrichtungen (3) (Teil-Nr. 158109), passen
Sie die Vorrichtungen in das vordere Transportschienenbein linke und rechte Linearführungen
(1) ein. Achten Sie darauf, dass die Linearführungen eng (Snug) in den Vorrichtungsschlitzen
sitzen.
1
2
3
2 UNIVERSALKLEMMEN (APC)
2.6 JUSTIERUNGEN UND EINSTELLUNGEN
EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019 39
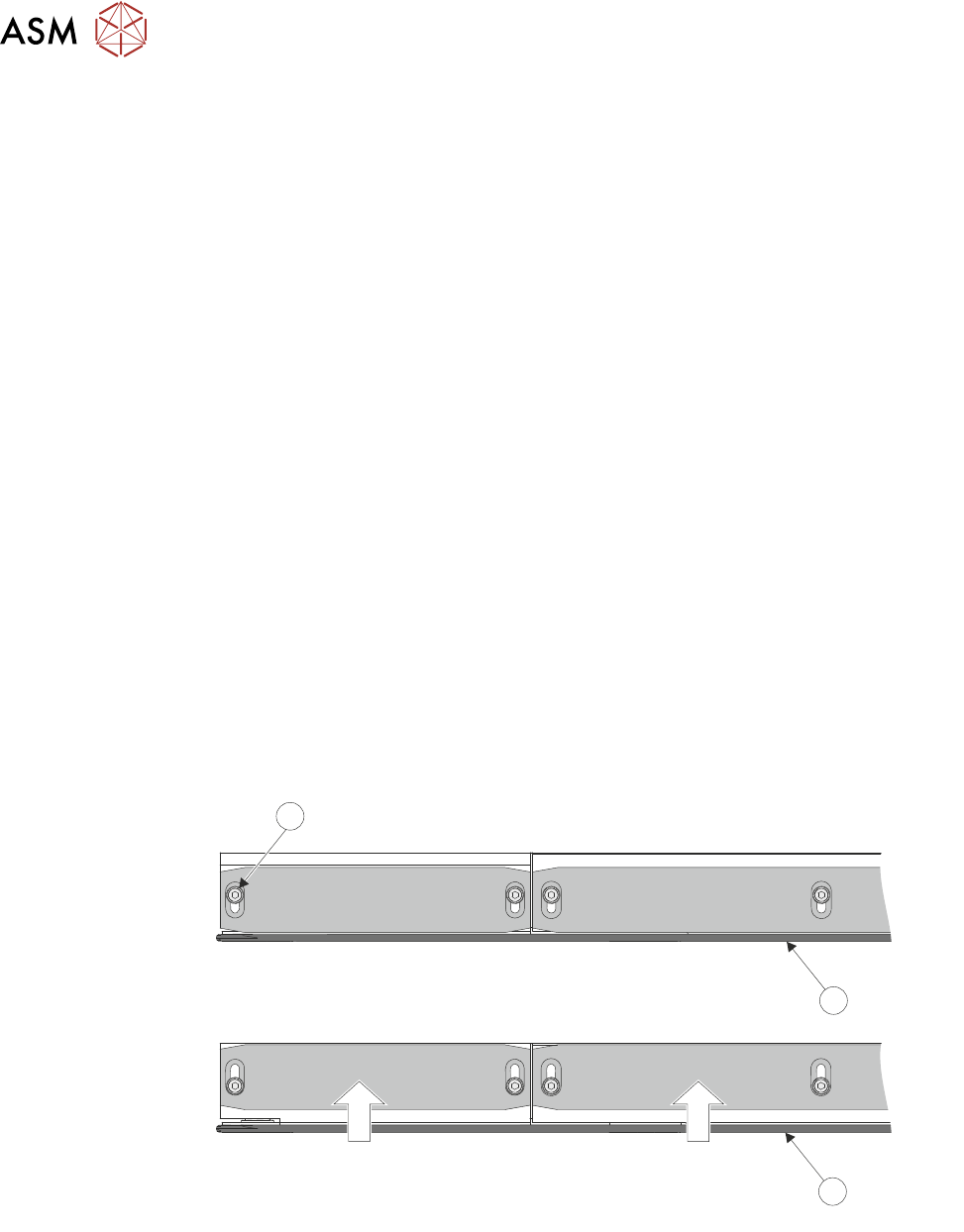
8. Bewegen Sie die hintere Transportschiene vorwärts, zur vorderen Schiene, bis die hintere
Bein-Linearführungen (2) in die Schlitze der H-Vorrichtungen passen.
Wenn beide Sets an Linearführungen eng (Snug) in die Schlitze der Vorrichtungen passen, ist
die hintere Transportschiene parallel zur vorderen Schiene. Gehen Sie zu Schritt 15.
Wenn beide Sets an Linearführungen nicht eng (Snug) in die Schlitze der Vorrichtungen pas-
sen, fahren Sie bei Schritt 9 fort.
9. Entfernen Sie die H-Vorrichtungen und führen Sie die Vorderschienen-Parallelität-Checks, wie
zu Beginn dieses Kapitels beschrieben, durch (schließen Sie die Luft- und Stromzufuhr je
nach Bedarf wieder an).
10. Neubefestigung der H-Vorrichtungen.
Wenn beide Sets an Linearführungen eng (Snug) in die Schlitze der Vorrichtungen passen, ist
die hintere Transportschiene parallel zur vorderen Schiene. Gehen Sie zu Schritt 15.
Wenn beide Sets an Linearführungen nicht eng (Snug) in die Schlitze der Vorrichtungen pas-
sen, fahren Sie bei Schritt 11 fort.
11. Lösen Sie die vier Schrauben (3), welche die hintere linke Seite des oberen kugelgelagerten
Schlittens (2) an der hinteren Tischschiene befestigen.
1
3
2
12. Wiederholen Sie Schritt 11 auf der hinteren rechten Seite.
13. Positionieren Sie die hintere Schiene neu, bis die Linearführungen (1) eng (Snug) in die Vor-
richtungsschlitze passen.
14. Ziehen Sie alle acht Sicherungsschrauben fest, die in den Schritten 11 und 12 gelöst wurden.
15. Entfernen Sie die H-Vorrichtungen.
16. Installieren Sie die vier unteren, kugelgelagerten Schlitten, die in den Schritten 5 und 6 ent-
fernt wurden, neu. Benutzen Sie die Markierung/Kennzeichnung, um zu zu gewährleisten,
dass die Schlitten auf dem richtigen Schienenbein montiert werden.
17. Passen Sie die in Schritt 4 entfernten Maschinenpanele wieder ein.
2.6.6 APC-Klemme Einstellungsvorgang
Die APC-Klemmen werden mit Hilfe des sog. "Einstellungsvorrichtungsset" (Teil-Nr. 205909) ein-
gestellt. Dieses Set wird benutzt, um die vorderen und hinteren Klemmen einzustellen. Der kom-
plette Vorgang wird im "Einstellungsvorrichtungshandbuch" (Teil-Nr. 205910) erläutert, welches mit
dem Set geliefert wird.
2 UNIVERSALKLEMMEN (APC)
2.6 JUSTIERUNGEN UND EINSTELLUNGEN
40 EIGENSTÄNDIGES HANDBUCH UNIVERSALKLEMMEN (APC) 12/2019
2.6.7 Ausgangsposition Schienenbreite und Substratführung Einstellung
1. Wählen Sie Abdeckung öffnen Befehle.
2. Wählen Sie Druckschlitten nach hinten.
3. Wählen Sie Sieb entladen.
4. Die vordere Druckkopfabdeckung öffnen.
5. Entfernen Sie das Sieb aus der Maschine.
6. Schließen Sie die vordere Druckkopfabdeckung.
7. Drücken Sie dieSystemTaste.
8. Wählen Sie Zurück.
9. Wählen Sie Wartung.
10. Wählen Sie Diagnostik.
11. Benutzen Sie Weiter oder Zurück, um das Schienensystem zu markieren.
12. Wählen Sie Modul wählen.
13. Gewährleisten Sie, dass die Schienenbreite Ausgangsposition markiert ist.
14. Wählen SieDiagnostik laufen lassen.
15. Wählen Sie "Justieren" und stellen Sie die Substratbreite auf 200 mm ein.
16. Wählen Sie Exit.
17. Benutzen Sie Weiter oder Zurück, um die Antriebsschine zur Substratbreite zu markieren.
18. Wählen SieDiagnostik laufen lassen.
19. Die vordere Druckkopfabdeckung öffnen.
20. Lösen Sie alle Substratführung Halteschrauben (1) (12 pro Schiene) und schieben Sie alle
Substratführungen nach außen weg vom Förderband (2).
1
2
2
Teilansicht der hinteren Schiene