RL132参考手册 - 第139页
RL132 参考手册 6.2 生产设定 DA9RCC-70-670-A0 6.2-2 3. 显示生产条件设定画面后,便可按照画面的指引对 各项生产条件进行设定。 1 生产预定枚数 可对所选的 NC 数据的生产预定枚数进行设定。 = 参考 = 设置为 0 时,将变成没有设置预定生产枚数的状态。 2 跳越区段 可对所选的 NC 数据的跳越区段进行指定。 可指定多个跳越区段。 = 参考 = 跳越区段的 7 为默认设定。 ( 无条件跳跃 ) 3…
RL132
参考手册
6.2 生产设定
DA9RCC-70-670-A0
6.2-1
6.2. 生产设定
DA9RCC-70-670-A0
在生产设定菜单中,可以通过生产条件数据设定的项目来选择生产数据。
1.
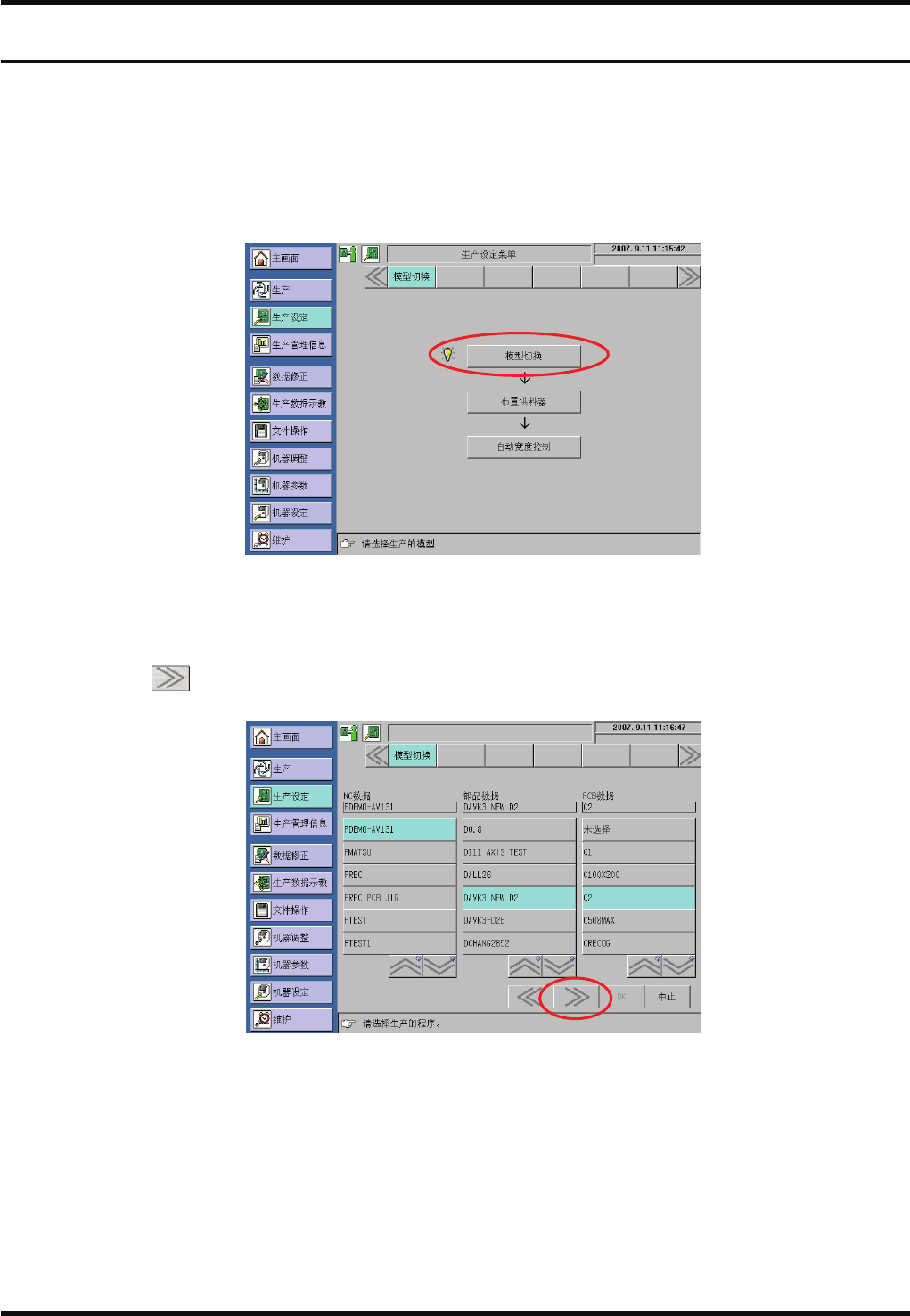
1. 按动主菜单的 [生产设定],进入 “模型切换菜单” 画面。
2. 按动 [模型切换]后,就进入 “生产数据选择” 画面,选择生产数据 (NC 数据、元件数据和基板数据) 后,按
动画面的
。
RL132
参考手册
6.2 生产设定
DA9RCC-70-670-A0
6.2-2
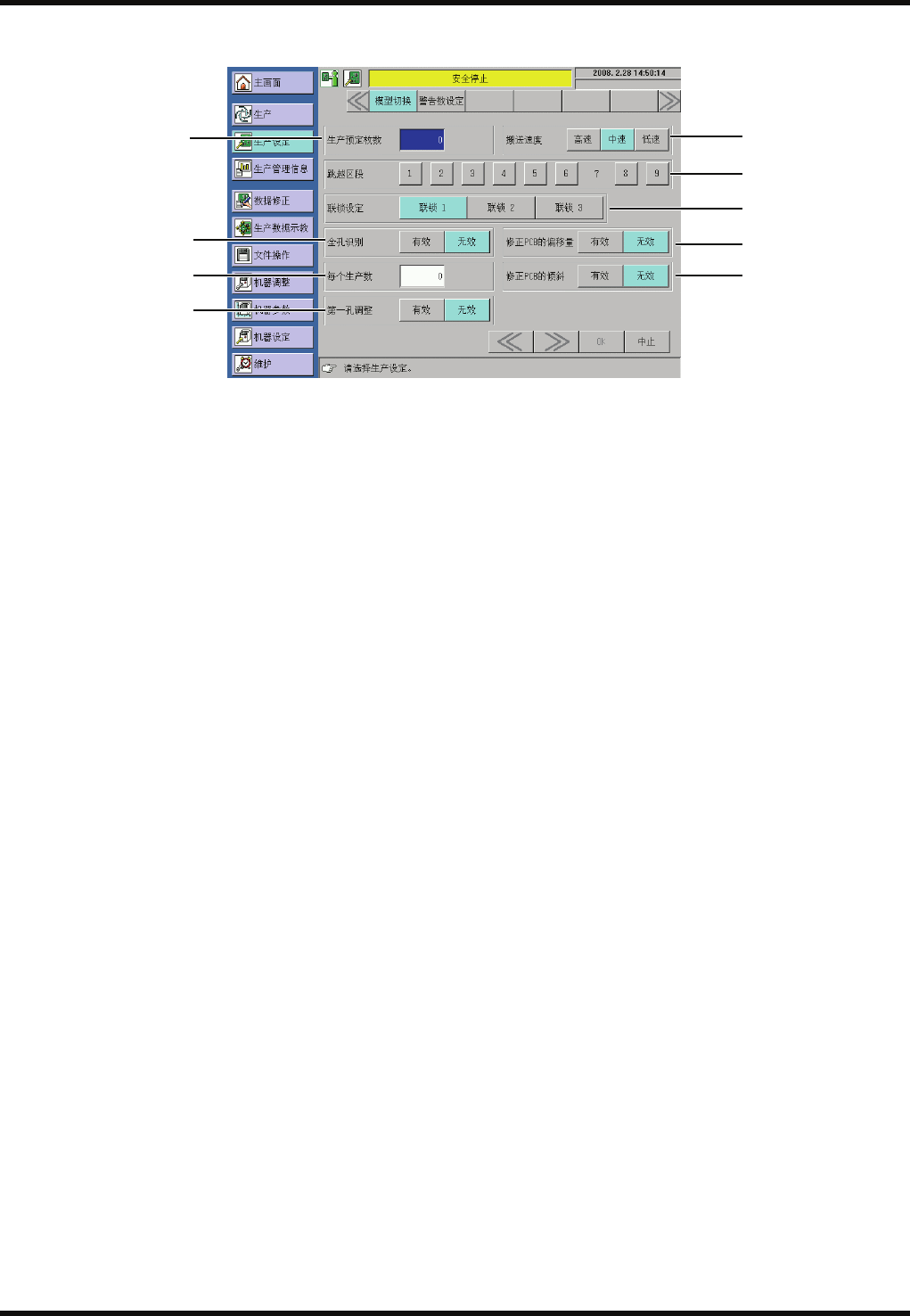
3. 显示生产条件设定画面后,便可按照画面的指引对各项生产条件进行设定。
1
生产预定枚数 可对所选的 NC 数据的生产预定枚数进行设定。
=参考=
设置为 0 时,将变成没有设置预定生产枚数的状态。
2
跳越区段 可对所选的 NC 数据的跳越区段进行指定。
可指定多个跳越区段。
=参考=
跳越区段的 7 为默认设定。 (无条件跳跃)
3
联锁设定 RL132 未使用
4
全孔识别 在生产基板之前,对全部插入孔进行识别,根据各插入点的偏移量程度而进行
生产的功能。
=参考=
当设定有效时,识别结果的偏移量将一直被保持到下次的全孔识别为止。
5
每个生产数 设置为全孔识别时,通过设置成对每次的生产枚数进行识别,可指定按每次的
生产枚数进行全孔识别。
6
第一孔调整 对 NC 程序的第一个插入点进行识别,然后根据识别结果,对基板的全部插入
点进行补正。
在 S&R 数据的情况下,对各图形的第一插入点进行识别,然后根据识别结果
对各图形的插入点进行补正。
7
修正 PCB 的偏移量 该项功能是先对其中的一个示教基准孔进行识别,然后再对基板整体的平行偏
移量进行补正
8
修正 PCB 的倾斜 先对其中的 2 个示教基准孔进行识别,然后再对基板整体的倾斜、以及由倾斜
引起的全部插入点的偏移量进行补正。
9
搬送速度 可选择基板搬送的速度。(3 种速度)
(高速 : 约 2 秒 中速 :
约 3 秒 低速 : 约 4 秒)
=提示=
在搬送分割的基板等比较容易裂开的基板时,请选择中速以下的搬送速度。
为调整生产速度的平衡,可有意地放缓搬送速度。
为防止碰撞到贴装完毕的元件,可有意地放缓搬送速度。(贴装完大型元件
的基板等)
9
2
3
7
8
4
5
6
1
RL132
参考手册
6.2 生产设定
DA9RCC-70-670-A0
6.2-3
10
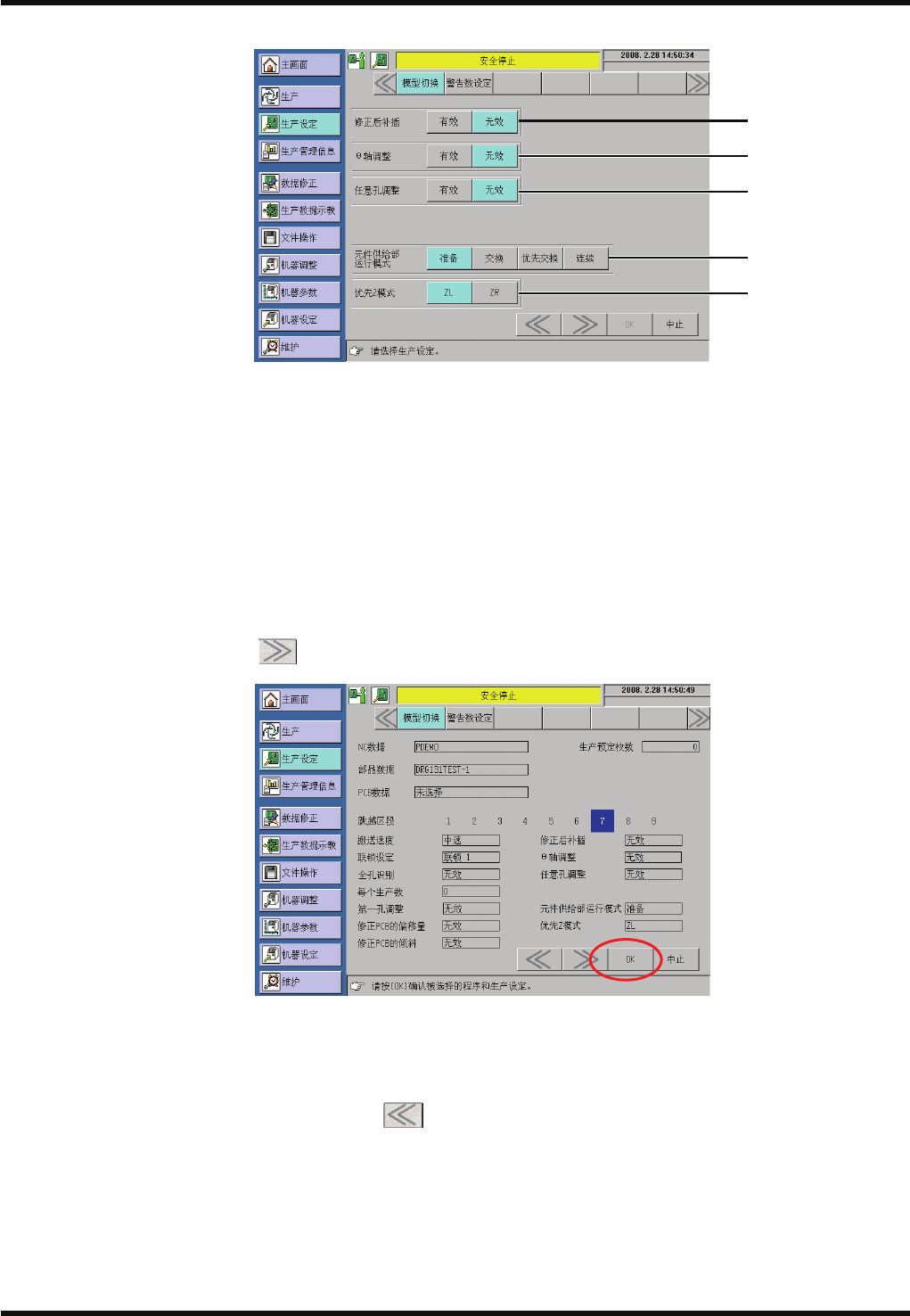
修正后补插 该项功能是在出现插入错误后,在补插时进行识别,并对偏移量进行补正。
11
θ 轴调整 该项功能是对插入点的 2 个孔进行识别,对孔的倾斜进行补正。
12
任意孔调整 该项功能是通过对要识别的插入点进行指定,只对指定的插入点进行识
别,并对其偏移量进行补正。
=参考=
在编辑 NC 数据时,需要指定要识别的插入点。
13
元件供给部运行模式 指定元件供给部的动作模式。
14
优先 Z 模式 选择了优先更换模式后,对优先 Z 轴进行设定。
4. 设定全部结束后,按动
,显示生产条件设定确认画面。
5. 在该画面可对生产设定的全部项目进行确认。
所设定的项目如果正确,按动 [OK],设定就变为有效。
如按动 [中止],将放弃所设定的内容。(保持此前的设定,不做变更。)
再次想变更所设定的内容时,请按动
返回到设定画面。
10
11
12
13
14