00192188-01.pdf - 第208页
6 Produkt / Geh ä useform Betriebsanleitung Linienrechner UNIX 6.1 Geh ä useform-E ditor (GF-Editor) Softwareversion 502.xx Ausgabe 10/2000 206 I t I I Abb. 6.1.1 1 Dialogfenster zur individuellen Einstellung der Beschle…
Betriebsanleitung Linienrechner UNIX 6 Produkt / Gehäuseform
Softwareversion 502.xx Ausgabe 10/2000 6.1 Gehäuseform-Editor (GF-Editor)
205
I
t I I
Y bei Bestücken (nicht bei 6xx) reduzierte Beschleunigung der Y-Achse beim Befördern des
BE's von der Abhol- zur Bestückposition mit dem RV-Kopf
reduzierte Beschleunigung der Y-Achse beim Befördern des
BE's von der IC-Kamera zur Bestückposition mit dem IC-Kopf
● Button neben der gewünschten Achse aktivieren.
(Beim Pipettentyp 6xx kann nur der Button für die z- und die d-Achse aktiviert werden).
● Einstellungen mit Ok bestätigen.
Das Dialogfenster schließt sich.
Die Beschleunigung der eingestellten Achsen ist für alle
Pipetten, die dem ausgewählten Typ ent-
sprechen, auf 35% reduziert.
Im Anzeigebereich ist dieser Wert in den entsprechenden Editierfeldern eingetragen.
HINWEIS
Wurde nicht für alle Achsen (Abläufe) der zugehörige Button aktiviert, ist in den entsprechenden Edi-
tierfeldern nur eine gestrichelte Linie (----) eingetragen. Dies zeigt an, dass mindestens eine Achse
nicht mit reduzierter Beschleunigung verfährt (beim Pipettentyp 6xx entweder die z- oder die d-
Achse).
Sonderablauf für Pipetten des Typs 4xx, 7xx, 8xx und 9xx an den Maschinentypen SIPLACE
80S-20/23/HS-50 und 80F
4
/F
5
Der Sonderablauf "Beschleunigung" kann für jede Pipette der oben genannten Typen und individuell für
jede Achse festgelegt werden. D. h. die jeweilige Achse verfährt mit der dem eingegebenen Wert ent-
sprechenden Beschleunigung.
Vorgehensweise (Beispiel für die Pipette 820):
● Im Anzeigebereich (siehe Abb. 6.1.9) neben der gewünschten Pipette den Button für
"Sonderablauf" aktivieren.
● Die Schaltfläche ">>" anklicken. Das nachfolgende Dialogfenster wird geöffnet.
6 Produkt / Gehäuseform Betriebsanleitung Linienrechner UNIX
6.1 Gehäuseform-Editor (GF-Editor) Softwareversion 502.xx Ausgabe 10/2000
206
I
t I I
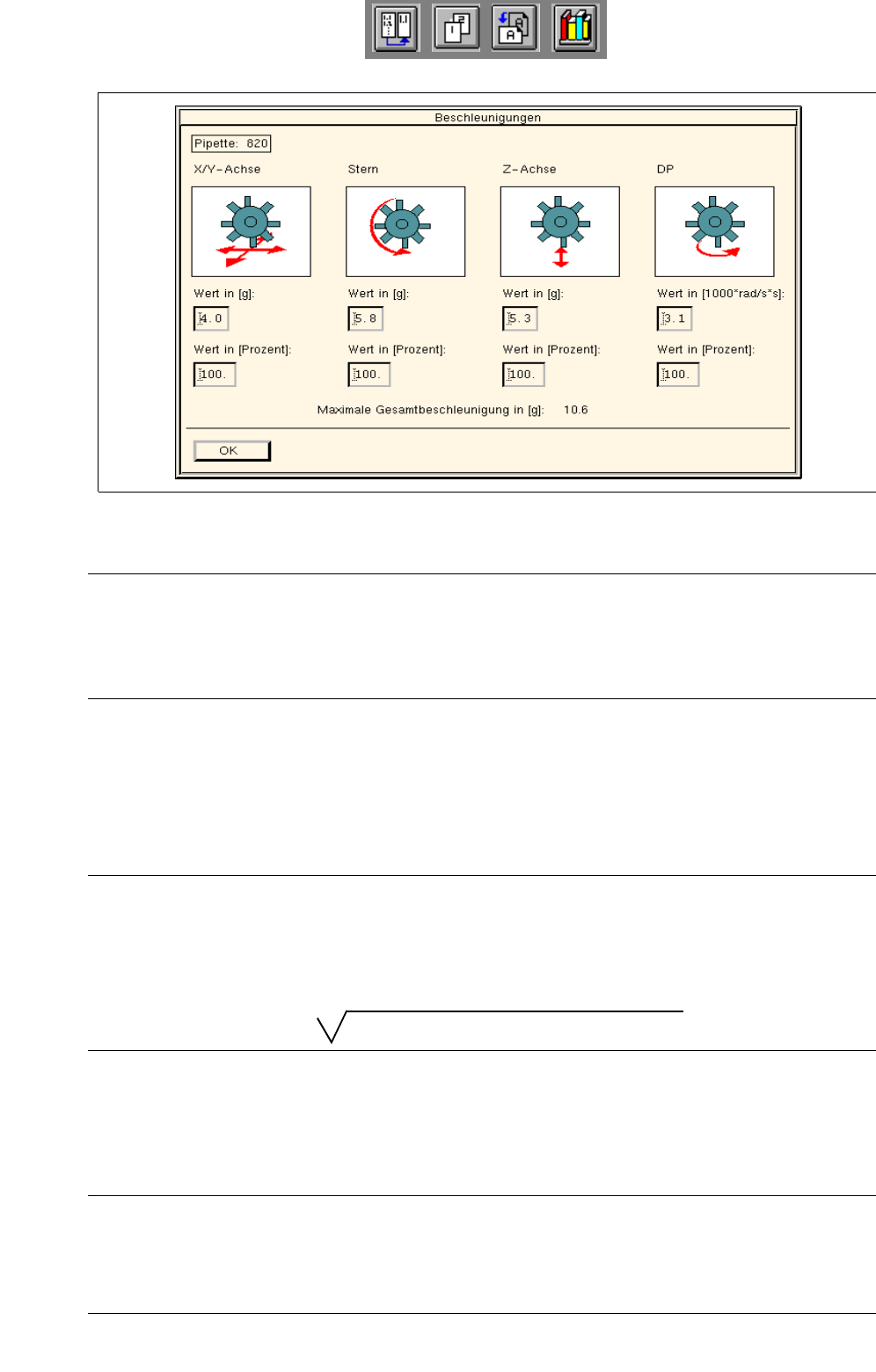
Abb. 6.1.11 Dialogfenster zur individuellen Einstellung der Beschleunigung für jede Achse
(nur für die Pipettentypen 4xx, 7xx, 8xx und 9xx)
HINWEIS
Der Beschleunigungswert kann entweder in [g] für die x/y-, Stern- und z-Achse bzw. in
[1000 x rad/s
2
] für die dp-Achse eingetragen werden, oder es kann ein Prozentwert bezogen auf die
maximale Beschleunigung der jeweiligen Achse eingetragen werden.
● Editierfeld für die gewünschte Achse anklicken.
● Wert eingeben und die RETURN-Taste betätigen oder in ein anderes Feld klicken.
Aus dem für die Beschleunigung eingetragenen Wert wird sofort der Prozentwert oder umgekehrt
der Wert in [g] bzw. [1000 x rad/s
2
] berechnet und im entsprechenden Editierfeld automatisch ein-
getragen.
HINWEIS
Die Beschleunigungswerte für die x/y-, Stern- und z-Achse können in 0,1er Schritten verändert
werden und für die dp-Achse in 100er Schritten.
Die aus den Beschleunigungswerten für die x/y- und Sternachse errechnete maximale Gesamtbe-
schleunigung wird unterhalb der Editierfelder in [g] angezeigt.
Max. Gesamtbeschleunigung = (Beschl. x + Beschl. Stern)
2
+ Beschl. y
2
● Eingaben mit Ok bestätigen.
Das Dialogfenster schließt sich.
Im Anzeigebereich ist der Prozentwert der Beschleunigung in dem entsprechenden Editierfeld ein-
getragen, sofern er für alle Achsen gleich eingestellt ist.
HINWEIS
Unterscheidet sich der Prozentwert für die eingegebene Beschleunigung bei einer oder mehreren
Achsen von den Defaultwerten (35%, 70% oder 100%), ist in dem entsprechenden Editierfeld nur
eine gestrichelte Linie (----) eingetragen.
Betriebsanleitung Linienrechner UNIX 6 Produkt / Gehäuseform
Softwareversion 502.xx Ausgabe 10/2000 6.1 Gehäuseform-Editor (GF-Editor)
207
I
t I I
6.1.2.10 Auswahlfelder GF-Editor - Ansicht "Bearbeitungsdaten"
In den Auswahlfeldern befindet sich neben jeder "Bearbeitungsart" jeweils ein Button (siehe Abb. 6.1.4).
Durch Anklicken des Buttons kann die entsprechende "Bearbeitungsart" aktiviert bzw. deaktiviert werden.
Auswahlfeld "Handlingsvorschriften"
Hier wird die Handhabung des BE-Typs beim Bestückablauf festgelegt.
- Vakuumabfrage bei Abholung Bei der Abholung des BE's wird mittels Sensoren abgefragt,
ob das BE aufgenommen wurde.
(Prüfung des Vakkuums an der Saugpipette)
- Vakuumabfrage bei Bestückung Vor der Bestückung des BE’s wird mittels Sensoren abgefragt,
ob das BE noch an der Pipette vorhanden ist.
(Prüfung des Vakkuums an der Saugpipette)
- Koplanaritätsmessung Durch die Koplanaritätsmessung mit dem Lasermodul wird
ermittelt, ob das BE in vertikaler Richtung verbogene Beinchen
aufweist und ggf. als fehlerhaft ausgesondert werden muss.
- Aut. Abholkorrektur Ist diese Option aktiviert, wird an der Station der ermittelte
Abhol-Offset automatisch korrigiert, so dass das Bauelement
mittig abgeholt wird.
HINWEIS
Für Bauelemente, die nicht mittig abgeholt werden können, muss die Option "Aut. Abholkorrektur" deakti-
viert werden.