00192188-01.pdf - 第481页
Betriebsanleitung Linienrechner UNIX 16 MaDaMaS Softwareversion 502.xx Ausgabe 10/2000 1 6.1 Einleitung 479 I t I I 16 MaDaMaS 16.1 Einleitung Neben tec hnische n St ö runge n treten bei der SMD- Produkt ion vor al lem a…
15 Steuerung / Fehlermeldesystem Betriebsanleitung Linienrechner UNIX
15.1 Fehlermeldesystem Softwareversion 502.xx Ausgabe 10/2000
478
I
t I I
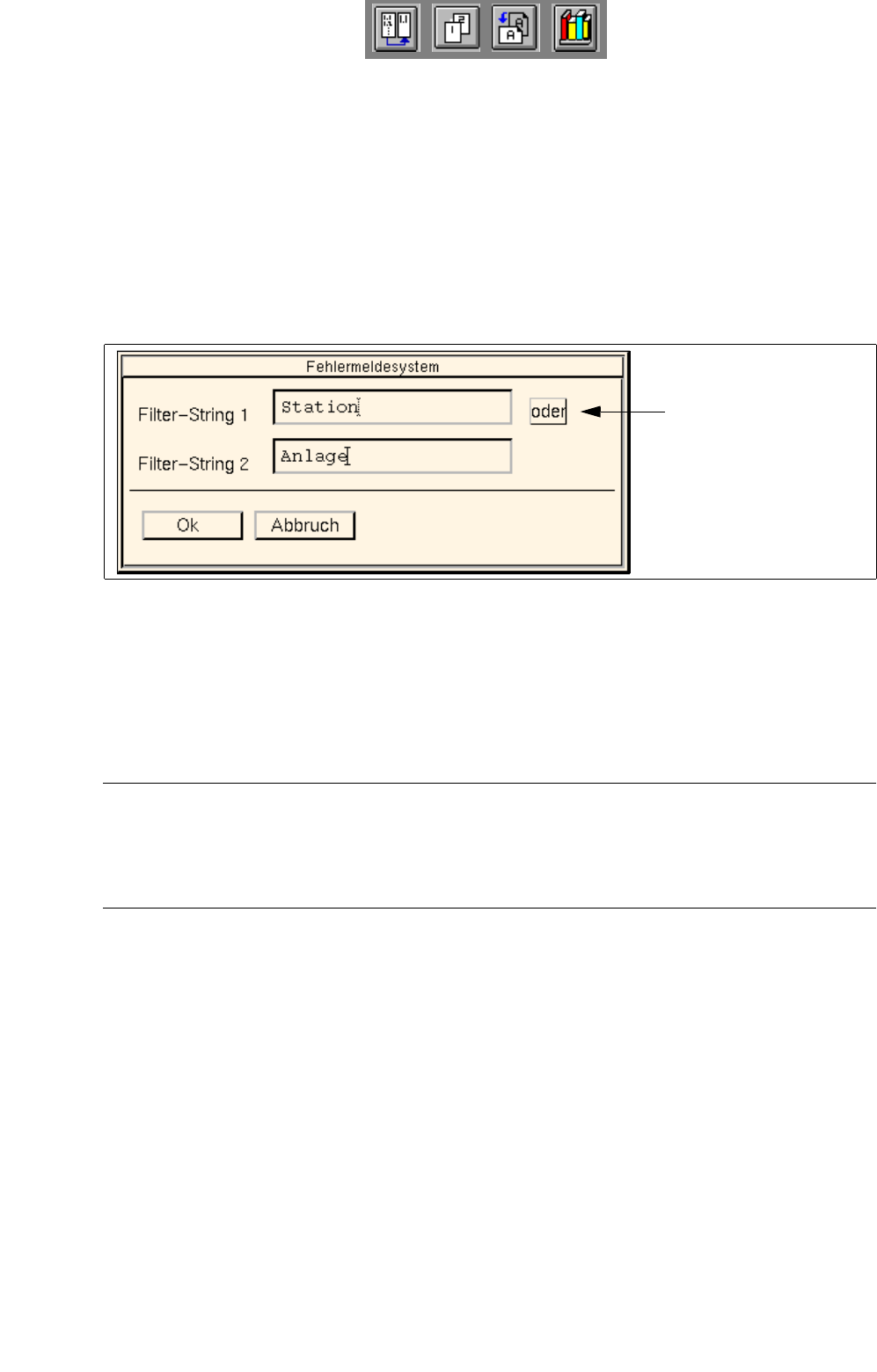
- Filter
Mit Hilfe dieses Menüpunktes ist es möglich, durch Eingabe von bis zu zwei Zeichenketten, die "und"
bzw. "oder" verknüpft werden können, die angezeigten Meldungen nach bestimmten Kriterien einzu-
schränken.
° Filter bedeutet, dass der Filter deaktiviert ist.
¤ Filter bedeutet, dass der Filter aktiviert ist.
● DATEI --> Filter --> Beschreibung in der Menüzeile anklicken.
Das nachfolgende Fenster zur Eingabe des Filters wird geöffnet.
● Im Editierfeld "Filter-String 1" die erste Zeichenkette eingeben, nach der die angezeigten Meldun-
gen gefiltert werden sollen.
● Ggf. im Editierfeld "Filter-String 2" eine zweite Zeichenkette eingeben.
● Den Software-Schalter und bzw. oder anklicken, um die gewünschte Verknüpfung einzustellen.
HINWEIS
Wird "und" eingestellt, werden die Meldungstexte nach beiden eingegebenen Zeichenketten gefil-
tert, wird "oder" eingestellt, werden die Meldungstexte entweder nach der ersten oder der zweiten
eingegebenen Zeichenkette gefiltert.
● Die Filtereinstellungen mit Ok bestätigen.
● DATEI --> Filter --> einschalten anklicken.
Der eingestellte Filter ist jetzt aktiv.
Soll der Filter wieder ausgeschaltet werden,
● DATEI --> Filter --> ausschalten anklicken.
Software-Schalter
und/oder-Verknüpfung

Betriebsanleitung Linienrechner UNIX 16 MaDaMaS
Softwareversion 502.xx Ausgabe 10/2000 16.1 Einleitung
479
I
t I I
16 MaDaMaS
16.1 Einleitung
Neben technischen Störungen treten bei der SMD-Produktion vor allem auch Schwachstellen im organisatori-
schen Umfeld auf. Diese ergeben sich häufig aus fehlenden Bauelementen, Mängeln im Informationsfluss und
ungleicher Auslastung der Stationen einer Linie. Eine gezielte Beseitigung dieser Schwachstellen setzt eine
genaue Kenntnis der Ursachen voraus, die nur durch eine permanente automatische Überwachung ermittelt
werden können.
Das Ma
schinen-Daten-Management-System (MaDaMaS) sammelt alle relevanten Daten der Anlage und bietet
die Möglichkeit, das Betriebsverhalten grafisch darzustellen. So kann, sobald eine Leiterplatte die Station
verlassen hat, ein aktuelles Abbild des Betriebsverhaltens einer kompletten Linie oder einzelner Stationen
angezeigt werden. Dadurch wird ein gezieltes Eingreifen bei Störungen, Fehlern oder Schieflast ermöglicht.
In der vorliegenden MaDaMaS-Version können alle aufgezeichneten Produktionsdaten nach folgenden drei
Zeitabschnitten (Zeitbasis) ausgewertet werden:
- Auswertung vom Zeitpunkt des letzten Rüstungswechsels bis zum aktuellen Zeitpunkt
- Auswertung vom Zeitpunkt des letzten LP-Typ-Wechsels (Nutzen-Wechsel) bis zum aktuellen Zeitpunkt
- Auswertung vom Zeitpunkt des letzten Resetzeitpunkts bis zum aktuellen Zeitpunkt
Die Auswertungsdaten ermöglichen Aussagen über folgende Themengebiete:
- die Bestückleistung (Spurfehler, Gutbestückungen)
- die Einteilung der Gesamtbearbeitungszeit einer Leiterplatte in Zustandsklassen
(laufend, wartend, blockiert, unterbrochen, gestört)
- die Erfassung von automatisch erkannten Störungen
Jede Station erfasst selbständig alle bei der Bearbeitung einer Leiterplatte anfallenden Gutbestückungen und
Spurfehler. Ebenso werden Zeitzähler für bestimmte Maschinenzustände geführt.

16 MaDaMaS Betriebsanleitung Linienrechner UNIX
16.1 Einleitung Softwareversion 502.xx Ausgabe 10/2000
480
I
t I I
16.1.1 Definition der von der Station erfassten Zeiten
Die Station erfasst sowohl Störungen als auch normale Maschinenzustände. Da mehrere Ereignisse gleich-
zeitig auftreten können, wird eine Verteilung der Prioritäten für die Ereignisse vorgenommen. Es erfolgt eine
Einteilung der Ereignisse in 4 Gruppen, wobei die Gruppe 4 die höchste und die Gruppe 1 die niedrigste
Priorität erhält.
16.1.1.1 Ereignisarten
Die Ereignisse werden erfasst und in der MaDaMaS-Auswerteoberfläche (siehe Abschn. 16.2.8.5) unter den
nachfolgend in den einzelnen Gruppen beschriebenen Begriffen (Begründungen) dargestellt.
Gruppe 1 Unterbrechung:
Diese Gruppe enthält alle von der Maschine erfassten Stillstandsursachen, die durch einen Bediener-
eingriff verursacht wurden.
Innerhalb der Gruppe 1 hat immer die Störung die höchste Priorität, die zuerst ankommt. So lange
diese Störung nicht beendet wird (durch Starttaste betätigen bzw. Best. fortsetzen), werden später
eintreffende Störungen nicht gewertet.
Ereignisart: Zustand:
Abbruchtaste betätigt Unterbrechung
Einzelfunktion / Visionmenue Unterbrechung
Halttaste betätigt Unterbrechung
Notaus betätigt / Druckluft fehlt Unterbrechung
Satzbetrieb aktiv Unterbrechung
Schutzabdeckung geöffnet Unterbrechung
Warten auf Starttaste Unterbrechung
Warten auf Steuerung ein Unterbrechung
Warten bis Schutz geschlossen Unterbrechung
Gruppe 2 Maschinenzustände im Normalbetrieb:
Diese Gruppe enthält alle Zustände, die von der Maschine während eines normalen Bestück(Klebe)-
ablaufs eingenommen werden können.
Innerhalb der Gruppe 2 hat derjenige Zustand die höchste Priorität, der zuletzt eingenommen wird.
Der aktuell laufende Zustand wird dadurch beendet.
Ereignisart: Zustand:
Datenversorgung Wartend
Warten auf LP im Eingabeband Wartend
Warten auf LP im Mittenband Wartend
Warten bis AB/MB frei ist Blockiert
Bestücken / Kleben Laufend