00191412-01.pdf - 第321页
Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung Software-Version 50 1.xx A usgabe 01/99 11.1 Grundlegende Informationen 11 - 3 Aus math ematis cher Sic ht gehö rt das Opti mierung sprobl em zu der…
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.1 Grundlegende Informationen Software-Version 501.xx Ausgabe 01/99
11 - 2
- Hilfsmittel wie
- Pipettenwechsler
- Bauelementeentsorgung
- CRDL-Meßgerät
- alle Vision Systeme zur Bauelementezentrierung (Sensorsystemtypen Nr.: 2, 3, 6, 7, 8, 9, 11,12,13,
14, 17)
(Unter Sensorsystemtyp versteht man das Vision-System mit Kamera und Auswertesystem)
- Leiterplattenzentrierung
- Bauelementezentrierung
- Koplanarität
- Bauelementehöhe in Bezug auf die Bestückkopfhöhe (sogenannte Freihöhe)
- Bauelementehöhe größer als 12mm
- Korrekturwerte: eventuelle Korrekturwerte müssen nur ein einziges Mal definiert werden. Sie werden
immer wieder bei neu zu erstellenden Rüstungen berücksichtigt.
- Korrekturwerte für Förderer sind:
- x,y,z,
- Abholwinkel
- Rüttelzeit
- bei Flächenmagazinen kommen hinzu:
- Teilung n,m
- Diagonalvektor dx,dy
- Vorgabe von Bindungen und Ausschlüssen
- spezifische Nebenzeiten wie
- Bauelementemeßzeit abhängig vom Sensorsystemtyp
- Wechselzeit von Flächenmagazinen im Wafflepackwechsler
- Paßmarkenmeßzeit:
- zur Leiterplattenlageerkennung
- zur Inkpunkterkennung
- für Bestückpositionen
- die Erreichbarkeit von Abholpositionen, Bestückpositionen und Paßmarken wird überprüft und berücksichtigt
- Kollisionsbedingungen werden berücksichtigt wie z.B.
- Pipettenwechsler und manuelles Tray nicht auf der gleichen Seite zulässig
- Wafflepackwechsler an HS180 und beweglicher Förderbereich schließen sich aus
- Randlage von bestimmten Förderern nicht zulässig

Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung
Software-Version 501.xx Ausgabe 01/99 11.1 Grundlegende Informationen
11 - 3
Aus mathematischer Sicht gehört das Optimierungsproblem zu der Klasse der NP-vollständigen Probleme
(NP - nondeterministic polynominal), d.h. das Problem ist deterministisch nicht in endlicher Zeit lösbar.
Um eine Vorstellung von der Größenordnung des Optimierungsproblems zu bekommen, seien hier einige
Maximalzahlen genannt mit denen im Extremfall gerechnet werden muß:
100 Leiterplatten pro Optimierungsauftrag
3000 Bestückpositionen pro Leiterplatte
1000 unterschiedliche Bauelemente
6 Bestückstationen pro Linie
5 verschiedene Stationstypen und Systemkomponenten
33 unterschiedliche Förderer und Flächenmagazine
5 unterschiedliche Bestückköpfe
2 unterschiedliche Kopftypen
6 verschiedene Hilfsmittel
Als Ziel der Rüstoptimierung gilt:
11.1.1 Erweiterung der Funktionalität
Die Optimierung ist um die Funktionalität "Rüstfamilienbildung" erweitert worden.
Wenn bisher die Optimierung mit der Fehlermeldung "Kapazität der Linie reicht nicht mehr aus" abgebrochen
hat, werden nun mehr als eine Rüstung berechnet. Hierzu werden die Leiterplatten zu Familien zusammenge-
stellt, die jeweils mit einer Rüstung gefertigt werden können. Es findet nicht nur dieses Clustering statt, sondern
auch die Umrüstvorgänge zwischen den Rüstungen werden berücksichtigt.
Somit wird erstmals die gesamte Hauptzeit (= Produktionszeit + Nebenzeit) einer SMT-Linie optimiert.
Die "Rüstfamilienbildung" ist als zusätzliche Option erhältlich.
Die Summe der Produktionszeiten aller vorgegebenen Leiterplatten und die Summe der Umrüst-
zeiten zwischen den Rüstungen für eine beliebig konfigurierte Linie gemeinsam zu minimieren.
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.2 Verwendetes Konzept Software-Version 501.xx Ausgabe 01/99
11 - 4
11.2 Verwendetes Konzept
Um das Optimierungsproblem überhaupt lösen zu können, wurde es in mehrere Aufgaben unterteilt. In Abb.
11.2.1 werden die einzelnen Aufgaben in Form von verschiedenen Schichten dargestellt. Die einzelnen
Schichten mit ihren spezifischen Aufgaben werden nachfolgend beschrieben.
Familienbildung
Die Familienbildung hat zunächst die Aufgabe festzustellen, ob mehr als eine Rüstung benötigt wird. Ist dies
der Fall, werden die Leiterplatten zu Familien zusammengestellt, die jeweils mit einer Rüstung gefertigt werden
können. Ziel dabei ist, die Rüstungen so zu bilden, daß die Umrüstzeiten von einer Rüstung zur nächsten ein
Minimum ergeben. Dieses Ziel kann nach zwei unterschiedlichen Rüstmethoden (Sequenz oder Mittelwert)
berechnet werden (siehe Abschn. 11.4.3.1).
Balancing
Das Balancing hat die Aufgabe, die Bauelemente auf den Bestückköpfen der Linie so aufzuteilen, daß dabei
einerseits der vorhandene Platz im Förderbereich nicht überschritten wird, und andererseits die Stationen der
Linie für jede Leiterplatte gleichmäßig ausgelastet sind. Hierbei ist zu berücksichtigen, daß einzelne Bauele-
mente in mehreren Leiterplatten vorkommen können. Die Notwendigkeit einer Optimierung ergibt sich übrigens
aus der Tatsache, daß der Platz begrenzt ist. Hätte man genügend Platz in den Förderbereichen, um an jedem
Bestückkopf alle Bauelemente gleichzeitig bereitzustellen, dann bräuchte man keine Rüstoptimierung. Das
Problem würde sich darauf zurückführen lassen, nur noch die Bestückpositionen gleichmäßig aufzuteilen.
Spurbelegung
Die Spurbelegung hat die Aufgabe, die dem Förderbereich zugeordneten Bauelemente optimal aufzustellen.
Die in der Schicht Balancing gemachten Annahmen müssen in dieser Schicht soweit als möglich erfüllt werden.
Bestückreihenfolge
Die Bestückreihenfolge hat die Aufgabe, einerseits die Bestückpositionen den Bestückköpfen der Linie
zuzuordnen und andererseits eine Bestückreihenfolge für jeden Kopf zu berechnen. Es wird dabei von einer
konstanten Rüstung ausgegangen, d.h. die Rüstung wird ohne weitere Veränderungen von den übergeordneten
Schichten übernommen.
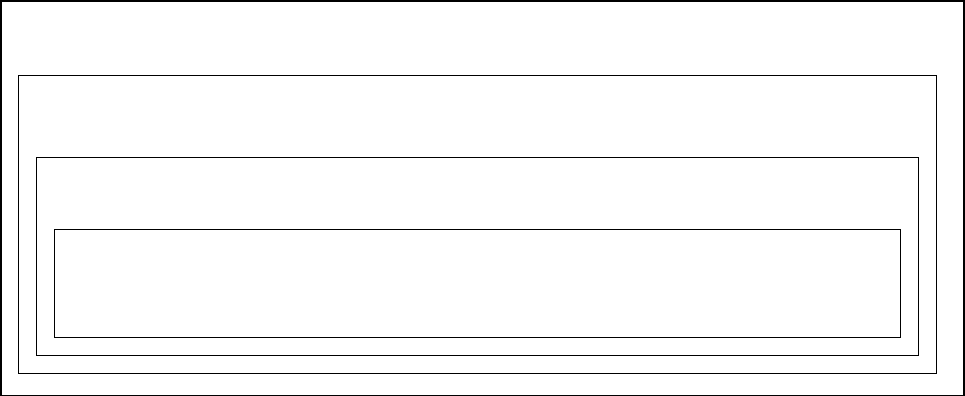
Abb. 11.2.1 Schichten-Modell des Optimierungsproblems
Balancing
Welches Bauelement sollte von welchem Bestückkopf in der Linie bestückt werden?
Familienbildung
Welche Leiterplatte soll mit welcher Rüstung gefertigt werden?
Spurbelegung
Auf welchem Ort innerhalb des Förderbereichs sollte das Bauelement stehen?
Bestückreihenfolge
Welche Bestückposition sollte von welchem Kopf bestückt werden?
In welcher Reihenfolge sollen die Bestückpositionen bestückt werden?