00191412-01.pdf - 第322页
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX 11.2 Verwendetes Konzept Software-Version 50 1.xx Ausgabe 01/9 9 11 - 4 11.2 Verwe ndetes K onzept Um das O ptimieru ngsproblem über haupt lös en zu…

Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung
Software-Version 501.xx Ausgabe 01/99 11.1 Grundlegende Informationen
11 - 3
Aus mathematischer Sicht gehört das Optimierungsproblem zu der Klasse der NP-vollständigen Probleme
(NP - nondeterministic polynominal), d.h. das Problem ist deterministisch nicht in endlicher Zeit lösbar.
Um eine Vorstellung von der Größenordnung des Optimierungsproblems zu bekommen, seien hier einige
Maximalzahlen genannt mit denen im Extremfall gerechnet werden muß:
100 Leiterplatten pro Optimierungsauftrag
3000 Bestückpositionen pro Leiterplatte
1000 unterschiedliche Bauelemente
6 Bestückstationen pro Linie
5 verschiedene Stationstypen und Systemkomponenten
33 unterschiedliche Förderer und Flächenmagazine
5 unterschiedliche Bestückköpfe
2 unterschiedliche Kopftypen
6 verschiedene Hilfsmittel
Als Ziel der Rüstoptimierung gilt:
11.1.1 Erweiterung der Funktionalität
Die Optimierung ist um die Funktionalität "Rüstfamilienbildung" erweitert worden.
Wenn bisher die Optimierung mit der Fehlermeldung "Kapazität der Linie reicht nicht mehr aus" abgebrochen
hat, werden nun mehr als eine Rüstung berechnet. Hierzu werden die Leiterplatten zu Familien zusammenge-
stellt, die jeweils mit einer Rüstung gefertigt werden können. Es findet nicht nur dieses Clustering statt, sondern
auch die Umrüstvorgänge zwischen den Rüstungen werden berücksichtigt.
Somit wird erstmals die gesamte Hauptzeit (= Produktionszeit + Nebenzeit) einer SMT-Linie optimiert.
Die "Rüstfamilienbildung" ist als zusätzliche Option erhältlich.
Die Summe der Produktionszeiten aller vorgegebenen Leiterplatten und die Summe der Umrüst-
zeiten zwischen den Rüstungen für eine beliebig konfigurierte Linie gemeinsam zu minimieren.
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.2 Verwendetes Konzept Software-Version 501.xx Ausgabe 01/99
11 - 4
11.2 Verwendetes Konzept
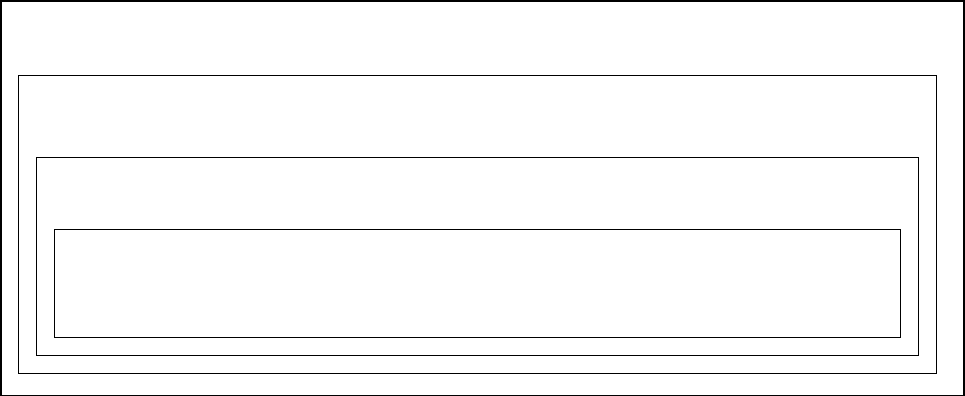
Um das Optimierungsproblem überhaupt lösen zu können, wurde es in mehrere Aufgaben unterteilt. In Abb.
11.2.1 werden die einzelnen Aufgaben in Form von verschiedenen Schichten dargestellt. Die einzelnen
Schichten mit ihren spezifischen Aufgaben werden nachfolgend beschrieben.
Familienbildung
Die Familienbildung hat zunächst die Aufgabe festzustellen, ob mehr als eine Rüstung benötigt wird. Ist dies
der Fall, werden die Leiterplatten zu Familien zusammengestellt, die jeweils mit einer Rüstung gefertigt werden
können. Ziel dabei ist, die Rüstungen so zu bilden, daß die Umrüstzeiten von einer Rüstung zur nächsten ein
Minimum ergeben. Dieses Ziel kann nach zwei unterschiedlichen Rüstmethoden (Sequenz oder Mittelwert)
berechnet werden (siehe Abschn. 11.4.3.1).
Balancing
Das Balancing hat die Aufgabe, die Bauelemente auf den Bestückköpfen der Linie so aufzuteilen, daß dabei
einerseits der vorhandene Platz im Förderbereich nicht überschritten wird, und andererseits die Stationen der
Linie für jede Leiterplatte gleichmäßig ausgelastet sind. Hierbei ist zu berücksichtigen, daß einzelne Bauele-
mente in mehreren Leiterplatten vorkommen können. Die Notwendigkeit einer Optimierung ergibt sich übrigens
aus der Tatsache, daß der Platz begrenzt ist. Hätte man genügend Platz in den Förderbereichen, um an jedem
Bestückkopf alle Bauelemente gleichzeitig bereitzustellen, dann bräuchte man keine Rüstoptimierung. Das
Problem würde sich darauf zurückführen lassen, nur noch die Bestückpositionen gleichmäßig aufzuteilen.
Spurbelegung
Die Spurbelegung hat die Aufgabe, die dem Förderbereich zugeordneten Bauelemente optimal aufzustellen.
Die in der Schicht Balancing gemachten Annahmen müssen in dieser Schicht soweit als möglich erfüllt werden.
Bestückreihenfolge
Die Bestückreihenfolge hat die Aufgabe, einerseits die Bestückpositionen den Bestückköpfen der Linie
zuzuordnen und andererseits eine Bestückreihenfolge für jeden Kopf zu berechnen. Es wird dabei von einer
konstanten Rüstung ausgegangen, d.h. die Rüstung wird ohne weitere Veränderungen von den übergeordneten
Schichten übernommen.
Abb. 11.2.1 Schichten-Modell des Optimierungsproblems
Balancing
Welches Bauelement sollte von welchem Bestückkopf in der Linie bestückt werden?
Familienbildung
Welche Leiterplatte soll mit welcher Rüstung gefertigt werden?
Spurbelegung
Auf welchem Ort innerhalb des Förderbereichs sollte das Bauelement stehen?
Bestückreihenfolge
Welche Bestückposition sollte von welchem Kopf bestückt werden?
In welcher Reihenfolge sollen die Bestückpositionen bestückt werden?

Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung
Software-Version 501.xx Ausgabe 01/99 11.2 Verwendetes Konzept
11 - 5
Die Schichten sind mit Absicht ineinander gezeichnet, weil auch beim eigentlichen Optimierungsproblem
Wechselwirkungen zwischen den Schichten vorhanden sind. Obwohl die Schichten voneinander abhängig sind,
sollen sie unabhängig voneinander gelöst werden. Damit wird das Optimierungsproblem lösbar, man macht
allerdings damit einen Fehler. Damit der Fehler so gering wie möglich ist, müssen die vereinfachten Annahmen
der übergeordneten Schichten so weit als möglich von den unteren Schichten erfüllt werden. Die einzelnen
Schichten müssen so aufeinander abgestimmt sein, daß der entstehende Fehler für das Optimierungsergebnis
eine untergeordnete Rolle spielt.
In der Rüstoptimierung werden die Aufgaben der Schicht Familienbildung, Balancing und Spurbelegung
bearbeitet. Die Schicht Bestückreihenfolge ist im Postprozessor für Leiterplatten enthalten und wird immer dann
berechnet, wenn eine Machbarkeit angestoßen wird bzw. wenn ein Auftrag vorgegeben wird. Die Bestückrei-
henfolge kann erst an dieser Stelle berechnet werden, weil immer von dem aktuellen Stand der Daten
ausgegangen werden muß. Gerade beim Einfahren einer neuen Leiterplatte wird an der Datenbasis viel
geändert. Diese Änderung kann sich auch auf die Bestückreihenfolge auswirken. Dies ist der Grund, daß erst
an dieser Stelle eine Bestückreihenfolge berechnet werden darf.
Wendet der Bediener die Optimierung an, bestimmt er zunächst die Typen und die Anzahl der zu bestückenden
Leiterplatten. Nach einer Plausibilitätsprüfung beginnt die Optimierung. Als Ergebnis der Optimierung wird vom
Optimierungsprozessor eine oder mehrere Rüstungen erzeugt (siehe Abschn. 11.3.2), die in der SDH unter
dem Pfad "Anlagen/<Gesamtanlage>.ak /<Teilanlage>.va/* gespeichert werden. Außerdem wird die Losdatei
modifiziert. Für jeden in der Losdatei enthaltenen Auftrag (LP-Typ mit Sollgröße) wird der Name der Gesamt-
anlage, der Teilanlage und der Rüstung eingetragen. Die in der modifizierten Losdatei enthaltenen Aufträge
können nach erfolgreicher Optimierung mit der Auftragsliste der Auftragssteuerung zusammengefügt und
danach direkt vorgegeben werden.
Damit die Information zwischen Leiterplatte und Rüstung erhalten bleibt, wird der Auftrag nicht aus der
Auftragsliste gelöscht, wenn er beendet wird.
HINWEIS
Es wird keine Rüstung erzeugt, wenn eine Leiterplatte dabei ist, für deren Bauelemente und Förderer der
Platz auf der Linie nicht ausreicht.