00191412-01.pdf - 第341页
Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung Software-Version 50 1.xx Ausgabe 01/99 11.4 Optimierungs-Dialog 11 - 23 11.4.3 Menü DI ENSTE Das Menü DIENSTE in der M enüzeile enthäl t folgende Op…

11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.4 Optimierungs-Dialog Software-Version 501.xx Ausgabe 01/99
11 - 22
Kommandobereich "Aktionen"
Im Kommandobereich "Aktionen" sind die Ikonen dargestellt, mit deren Hilfe folgende Aktionen ausgeführt
werden können:
- Optimierung starten,
- Optimierung abbrechen und
- Optimierungsergebnisse darstellen.
Für eine ausführliche Beschreibung der Ikonen siehe Abschn. 11.4.4.
Kommandobereich "Editieren"
Im Kommandobereich "Editieren" sind die Ikonen dargestellt, mit deren Hilfe folgende Aktionen ausgeführt
werden können:
- Selektieren,
- Erzeugen,
- Ändern und
- Verzeichnis anzeigen.
Für eine ausführliche Beschreibung der Ikonen siehe Abschn. 11.4.5.
Info-Box
In der Info-Box wird der Ablauf des Optimierungsprozesses für eine Losdatei durch einen fortschreitenden
gelben Balken grafisch dargestellt. Es wird angezeigt, für welche Losdatei die Optimierung gerade durchgeführt
wird und welche Phase gerade durchlaufen wird. Außerdem wird die geschätzte Gesamtlaufzeit angegeben
sowie die aktuell verbrauchte Zeit. Im rechten Teil der Info-Box werden Produktionszeit und Umrüstzeit für die
Rüstungen angegeben, die während des Optimierungslaufes berechnet werden. Die Zeiten verbessern sich
mit fortschreitender Optimierung, bis die optimale Rüstung mit der kürzesten Produktionszeit und Umrüstzeit
gefunden ist. Bei der Optimierung werden folgende Phasen durchlaufen:
- Starten: die Optimierung wird gestartet.
- Einlesen der Daten: die Daten werden auf Konsistenz überprüft.
- Familienbildung: mehrere Aufträge werden zu Rüstfamilien zusammengefaßt.
- Stationsbalancing: es wird eine zeitoptimale Rüstung berechnet.
- Spurbelegung: die Rüstungen für die einzelnen Stationen werden berechnet.
- Erzeugen der Rüstungen: die Rüstungen werden erzeugt.
- Beenden: die Rüstungen werden gesichert.
Betriebsanleitung Linienrechner UNIX 11 Produktionsmittel / Optimierung
Software-Version 501.xx Ausgabe 01/99 11.4 Optimierungs-Dialog
11 - 23
11.4.3 Menü DIENSTE
Das Menü DIENSTE in der Menüzeile enthält folgende Optionen:
- Standardparameter ändern (siehe Abschn. 11.4.3.1)
- Auftragsparameter ändern (siehe Abschn. 11.4.3.3)
- Auftragsparameter verwerfen (siehe Abschn. 11.4.3.4)
- Fehlerdatei anschauen (siehe Abschn. 11.4.3.5)
- Förderer-Editor starten (siehe Abschn. 11.4.3.6)
- Restriktions-Editor starten (siehe Abschn. 11.4.3.7)
- Machbarkeit testen (siehe Abschn. 11.4.3.8)
- Rüstung anzeigen (siehe Abschn. 11.4.3.9)
- Ergebnisdatei anzeigen (siehe Abschn. 11.4.3.10)
11.4.3.1 Standardparameter ändern
Die Rüstoptimierung liest beim Start des Optimierungslaufs eine Parameterdatei ein, die Standardparameter.
Diese enthält eine Reihe von Parametern, die die Optimierung steuern und sich auf die Rüstfamilienbildung
auswirken. Die Einstellungen können die werksseitig voreingestellten Defaultwerte sein, die der Kunde jedoch
je nach Bedarf verändern kann.
Anhand von drei Fertigungssituationen wird die Einstellung der Parameter in Abschn. 11.4.3.2 beispielhaft
erläutert.
Vorgehensweise
● Im Menü DIENSTE die Option Standardparameter ändern anklicken.
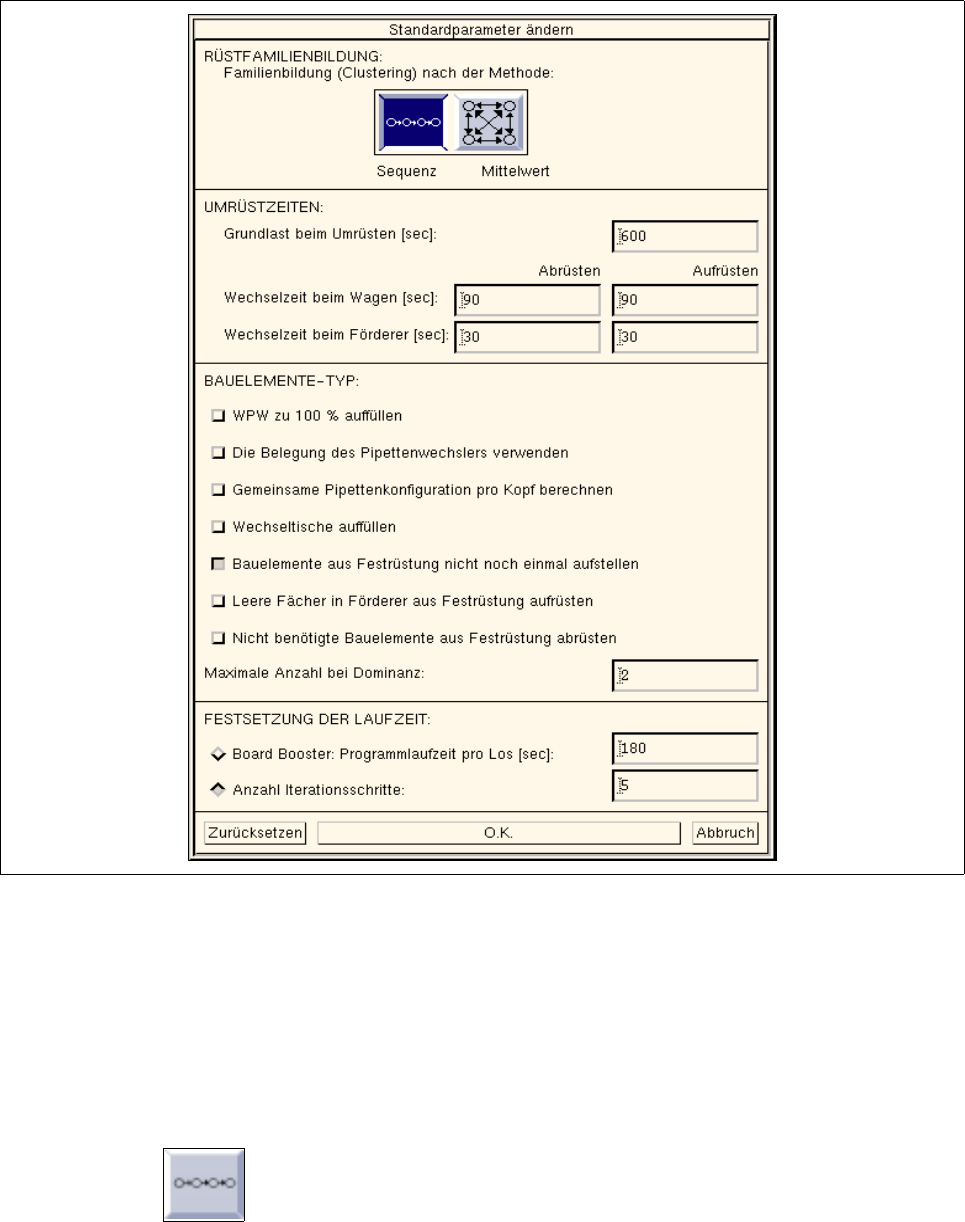
Das Fenster "Standardparameter für xx.lose ändern" wird geöffnet (siehe Abb. 11.4.2.).
11 Produktionsmittel / Optimierung Betriebsanleitung Linienrechner UNIX
11.4 Optimierungs-Dialog Software-Version 501.xx Ausgabe 01/99
11 - 24
Abb. 11.4.2 Standardparameter ändern
Bedeutung der Parameter
- RÜSTFAMILIENBILDUNG
- Familienbildung (Clustering) nach der Methode Sequenz oder Mittelwert:
Die Rüstfamilienbildung kann nach zwei unterschiedlichen Methoden erfolgen, die durch Aktivieren
der entsprechenden Ikone eingestellt wird.
Sequenz:
Ausgangssituation: Es gibt eine Anzahl von Aufträgen, die nur einmal und in beliebiger Reihenfolge
gefertigt werden sollen.
Optimierung: Die Optimierung bildet Rüstfamilien und schlägt eine Fertigungsreihenfolge vor.
Wird diese Reihenfolge eingehalten, können die Aufträge mit einem Minimum an Umrüstzeit gefertigt
werden.