TR7100_Repair-Station_Manual(V8.5_Ch) - 第128页
單元 三 、 S PC 使 用手冊 AO I R e p a i r S t a t i on 使 用 手冊 124 目前 已 進 行 的 抽 樣次 數 , 舉 例 來 說 , 若為 「 8 」 ,則 代 表 是第 8 次 抽 樣 。 Ø P 管制圖: 若 監 控 項目使用 了 P 管 制圖 的 話 ,則所 顯 示的 管 制 圖 , 如 下 圖 所 示。 n 現 在 就 針 對 這 些 數據進 行 說明 如 下: u 左 右 方數 據:…
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
123
7.3.5 管制圖顯示區:而於統計資料下方就是管制圖顯示區,此區位於畫
面下方左右兩邊的圖形顯示區域,每一個要監控的元件或錫點,但
是會根據監控項目所使用的管制圖不同,而有所不同,分別說明如
下。
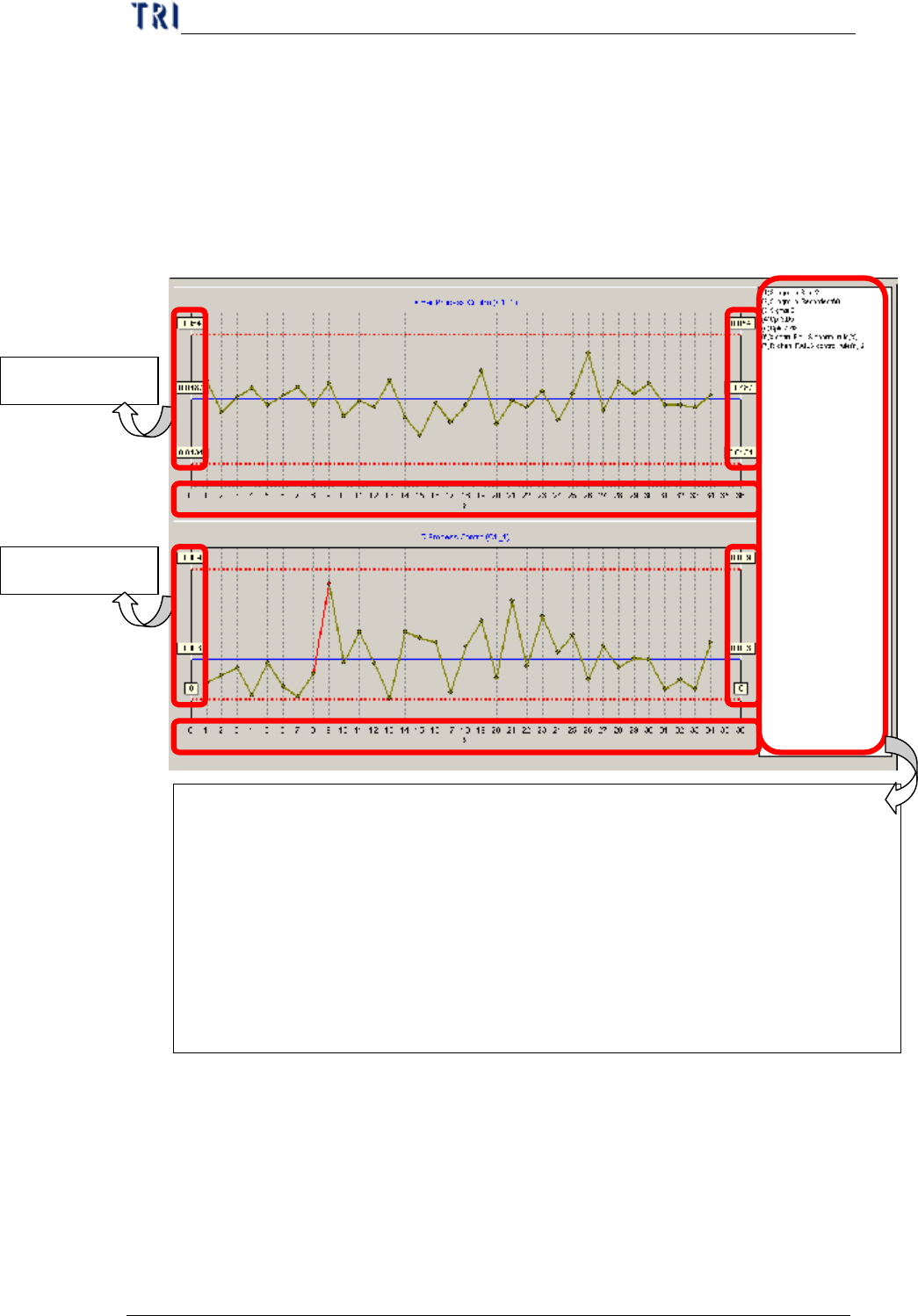
Ø X bar 管制圖與 R 管制圖:若 監 控 項目使用了 X bar 管制圖與 R
管制圖的話,則所顯示的管制圖,如下圖所示。
n 現在就針對這些數據進行說明如下:
u 左右方數據:左方 與右 方的數據都是代表著相同的意
義,上方的數據代表是管制圖的上限值,中間的數據
代表的是管制的中心線值,下方的數據代表是管制圖
的下限值。
u 下方數據:位於 管制圖下方循序編號的數據代表的是
X Bar 管制圖
R 管制圖
管制圖右方的資料說明如下:
l Subgroup Size:樣本大小
l Subgroup Recorded:已抽取的樣本個數
l Sigma:變異數
l Cp:Cp 值
l Cpk:Cpk 值
l X chart FAILS control rule(s) :到目前為止,X-bar 管制圖已違反的 Alarm項目
l R chart FAILS control rule(s) :到目前為止,R 管制圖已違反的 Alarm項目
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
124
目前已進行的抽樣次數,舉例來說,若為「8」,則代
表是第 8 次抽樣。
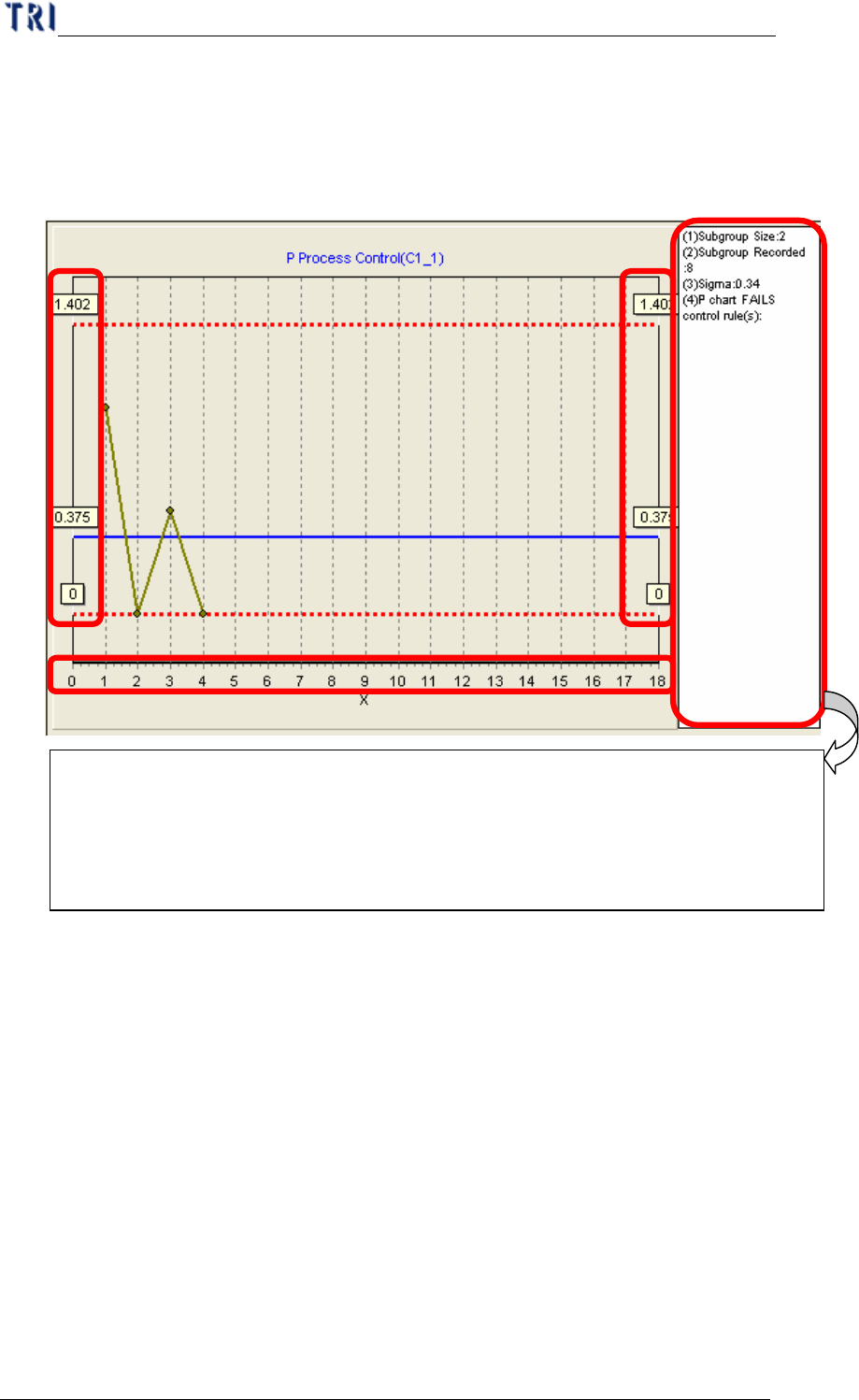
Ø P 管制圖:若監控項目使用了 P 管制圖的話,則所顯示的管制
圖,如下圖所示。
n 現在就針對這些數據進行說明如下:
u 左右方數據:左方 與右 方的數據都是代表著相同的意
義,上方的數據代表是管制圖的上限值,中間的數據
代表的是管制的中心線值,下方的數據代表是管制圖
的下限值。
u 下方數據:位於 管制圖下方循序編號的數據代表的是
目前已進行的抽樣次數,舉例來說,若為「8」,則代
表是第 8 次抽樣
7.4 使用說明-四大步驟
Ø 整個軟體可以分為「監控前」、「開始監控」、「監控中」與「監控後」
這四個部分來進行說明,在「監控前」進行相關參數的設定,一旦
管制圖右方的資料說明如下:
l Subgroup Size:樣本大小
l Subgroup Recorded:已抽取的樣本個數
l P chart FAILS control rule(s) :到目前為止,P 管制圖已違反的 Alarm項目
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
125
設定完成後,除非您需要再次調整某些參數值,否則,系統會再每
次開始進行監控時,使用這些的設定,您無須再次設定;若您已經
確認所有的相關參數皆已無誤後,您就可以「開始監控」了,然後
就會進入「監控中」的狀態,直到您停止監控,一旦停止監控,您
就可以進行「監控後」的一些動作了。接下來,就針對這四個部分,
分別進行細部的說名。
7.4.1 監控前
Ø 在這個部分您可以進行「抽樣設定」、「管制圖設定」、「非即時顯示
性監控項目設定」、「即時顯示性監控項目設定」與「異常警示設定」
這些參數的設定,分別說明如下。
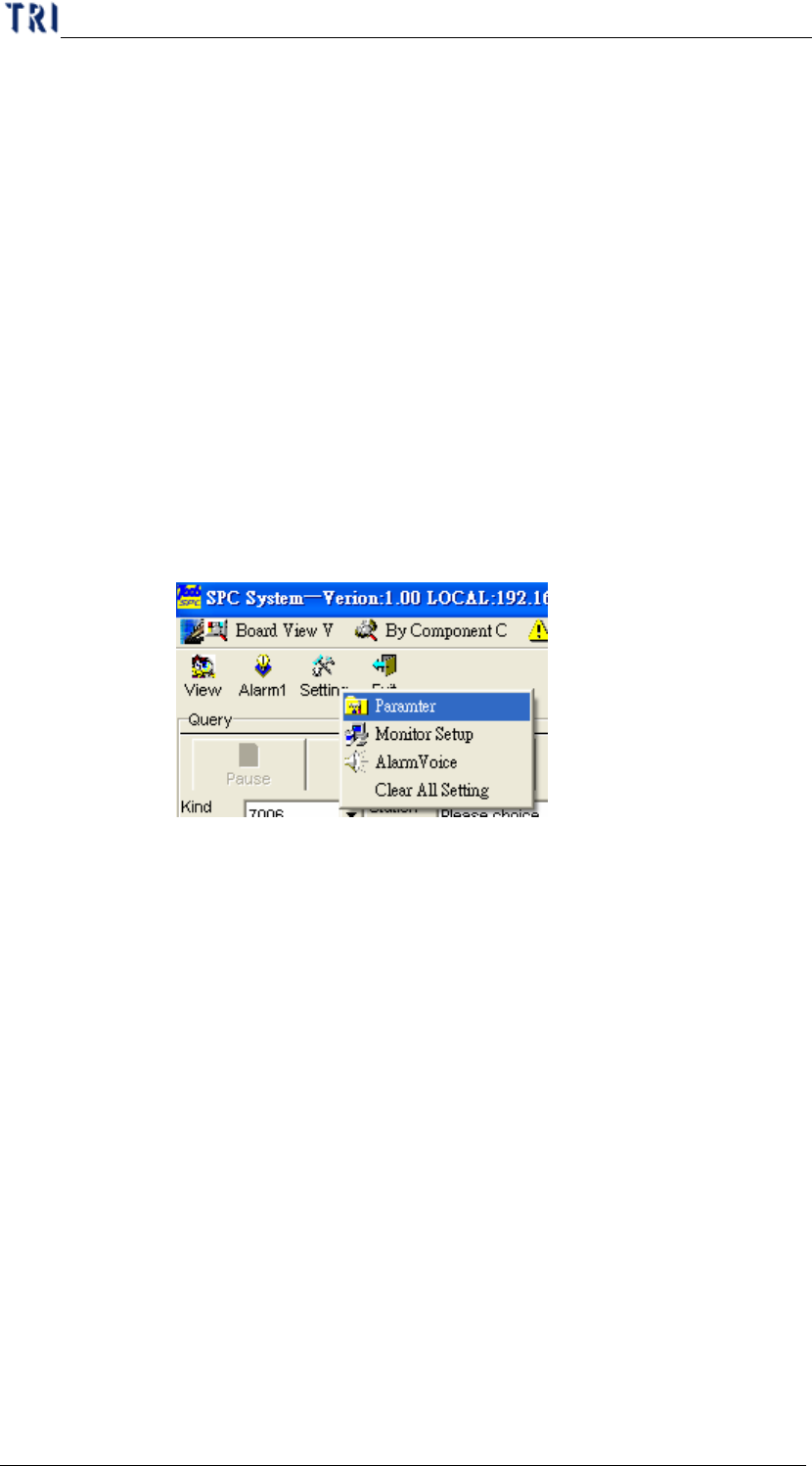
7.4.1.1 抽樣設定
Ø 此設定就是告知系統要如何取得樣本,以及每次要抽多少個樣
本。您可以按下表單上方功能表「Setting」中的「Parameter」,
此時,會出現以下的畫面。
Ø 進入設定畫面如下,此畫面將同時適用於 X bar 管制圖、R 管
制圖與 P 管制圖的設定,因此,「抽樣設定」將分為 X bar 管制
圖與 R 管制圖,以及 P 管制圖兩種分別進行設定,分別說明如
下。
n X bar 管制圖與 R 管制圖:若您要進行 X bar 管制圖與 R
管制圖的抽樣設定,請切換到「X-bar/R Chart」這頁來進
行設定,如下圖所示。在「Sampling Method」這個區塊內
的資料設定就是抽樣設定,提供兩種的抽樣方式,即取得
樣本資料的方式,分別說明如下:
u 瞬時法「instant time method」:即設定每過多久時
間,就開始進行抽樣,時間間隔單位可分為 Minutes
(分鐘)或 Hours(小時)兩種,例:設定為「5
Minutes」,則代表每隔五分鐘抽樣一次,若您設定為
「0 Minutes」或「0 Hours」,則代表無需暫停,不斷
進行抽樣。