TR7100_Repair-Station_Manual(V8.5_Ch) - 第173页
單元 三 、 S PC 使 用手冊 AO I R e p a i r S t a t i on 使 用 手冊 169 檢測 資料、 C pk … 等 ,相 關的說明 請 參 見 下 面各 點 的說明。 Ø 在 A OI 主程式中 需勾選 [ U t i l i t y / I n l i n e C o m p o n e n t D a t a O u t p u t t o SP C ( Y : )] 。 Ø 在 維修站電腦 的 P…
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
168
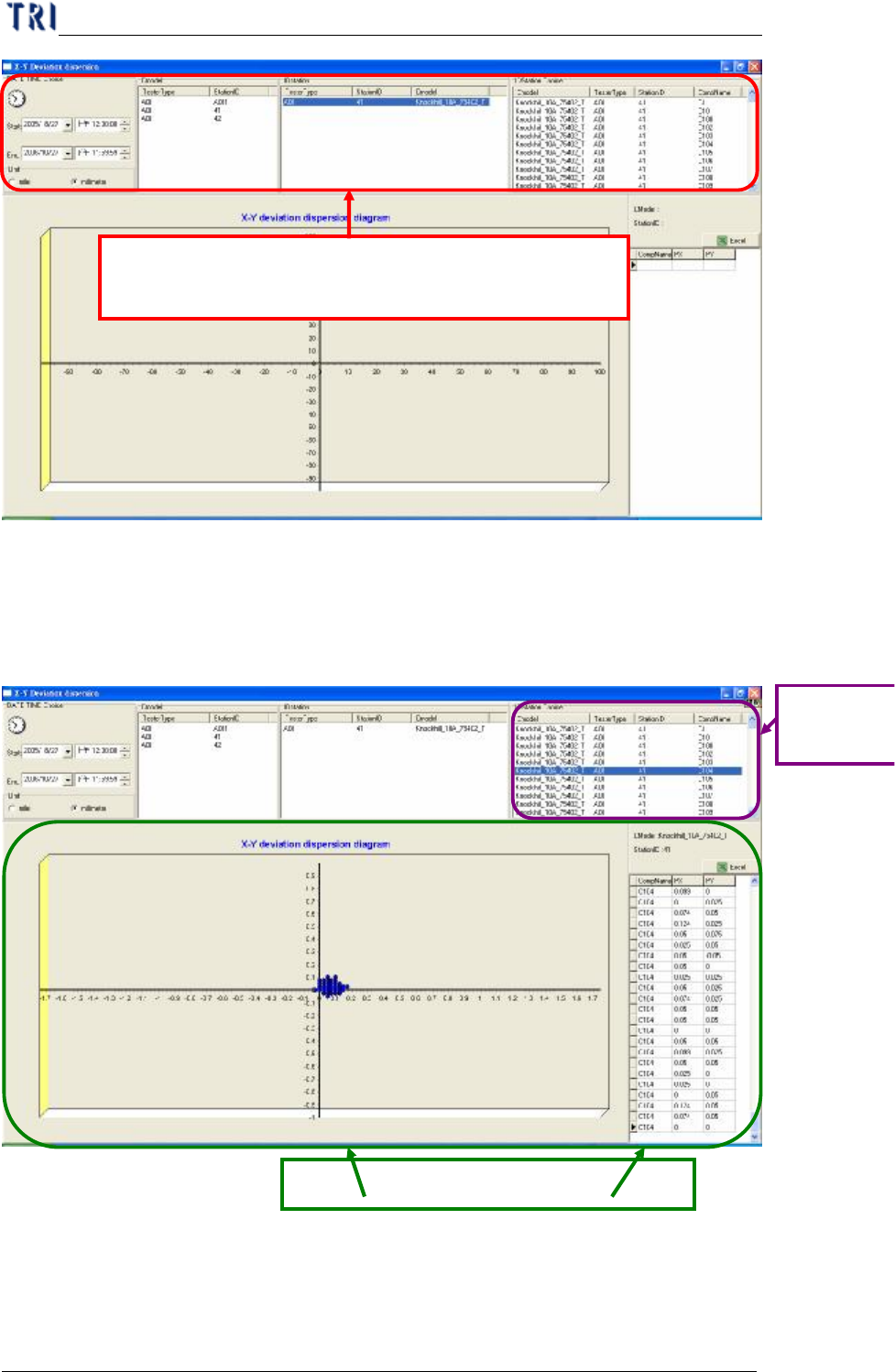
Step2. 點選所要查看的元件名稱,程式會自動畫出分佈的點,及在畫面
右下方會有此圖所有的資料。如果要輸出報表的話,可以點選
[EXCEL]按鈕,系統會自動產生 EXCEL 的報表。此報表會自動
產生在放置此程式的資料夾的[PXPY]目錄中。
10 Component Shift X, Y
Ø 此功能用以查看某個元件相關的統計資料,包含規格資料、Placer 資料、
依照使用者所選取的時間段及單位,再挑選機台
ID、CModel就會自動顯示出所挑選條件的元件名稱
點選欲查
看的元件
顯示出點選欲查看的元件分佈圖及資料
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
169
檢測資料、Cpk…等,相關的說明請參見下面各點的說明。
Ø 在 AOI 主程式中需勾選[Utility/ Inline Component Data Output to
SPC(Y:)]。
Ø 在維修站電腦的 Ptri1 程式中,將 [Setting/Defect Warning/ Output7100XY]
設定為[True]。
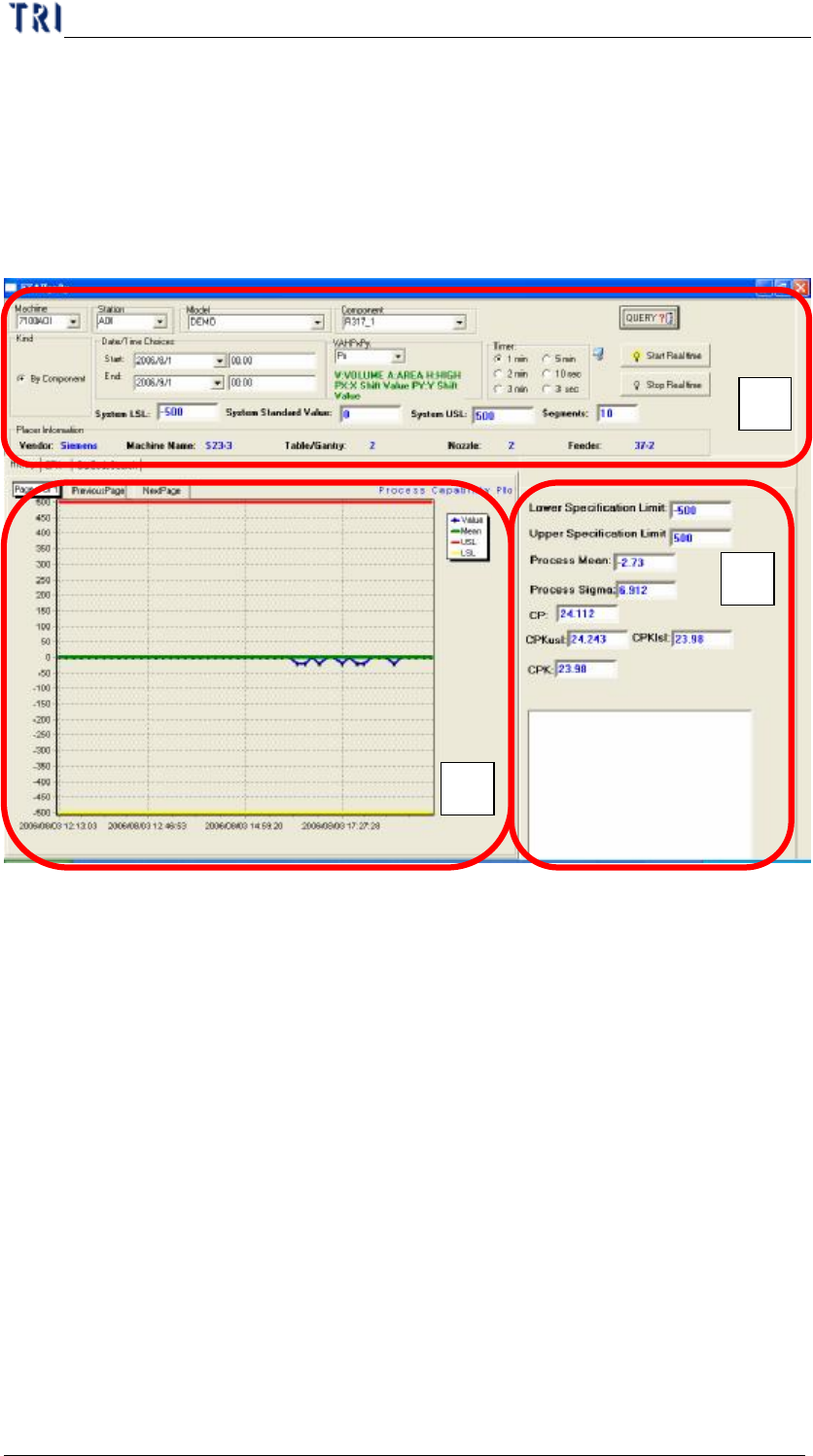
10.1 A 區說明
Ø System LSL、System Standard Value、System USL 為該元件的規格
上下限資料,您可以依其需求去作修改,當 修改後,請 再 按 [Query]。
Ø Placer Information 這個區域中所顯示的是該元件所使用的打件機
資訊。
Ø 若要即時監看,請先選[time],再按下[start realtime],若要停止請
按下[stop realtime]。
10.2 B 區說明(History)
Ø 紅線表規格上縣(USL),綠線表規格中心線(Standard Value),黃線
表規格下線(LSL),藍線表檢測結果。
Ø 圖形是顯示最新的 25 筆為主,可以用[nextpage]、[periouspage]來
切換查詢 25 筆以前的資料。
10.3 C 區說明
Ø 此區內表示當計算 CPK 時,所需的相關資料數值,其相關說明如
A
B
C
單元三、SPC 使用手冊
AOI Repair Station 使用手冊
170
下:
CP=(USL-LSL)/6σ
σ : Standard Deviation----------à √((nΣx²-(Σx) ²)/(n(n-1)))
USL= Upper Specification Limit
LSL=Lower Specification Limit
Zusl=(Usl-Mean)/3σ
ZLsl=( Mean-LSL)/3σ
USL= Upper Specification Limit
LSL=Lower Specification Limit
Mean=Measured Process Average
Zusl=Capability to meet USL
ZLsl=Capability to meet LSL
σ : Standard Deviation-----------à √((nΣx²-(Σx) ²)/(n(n-1)))
CPK=lesser of Z usl AND Z lsl
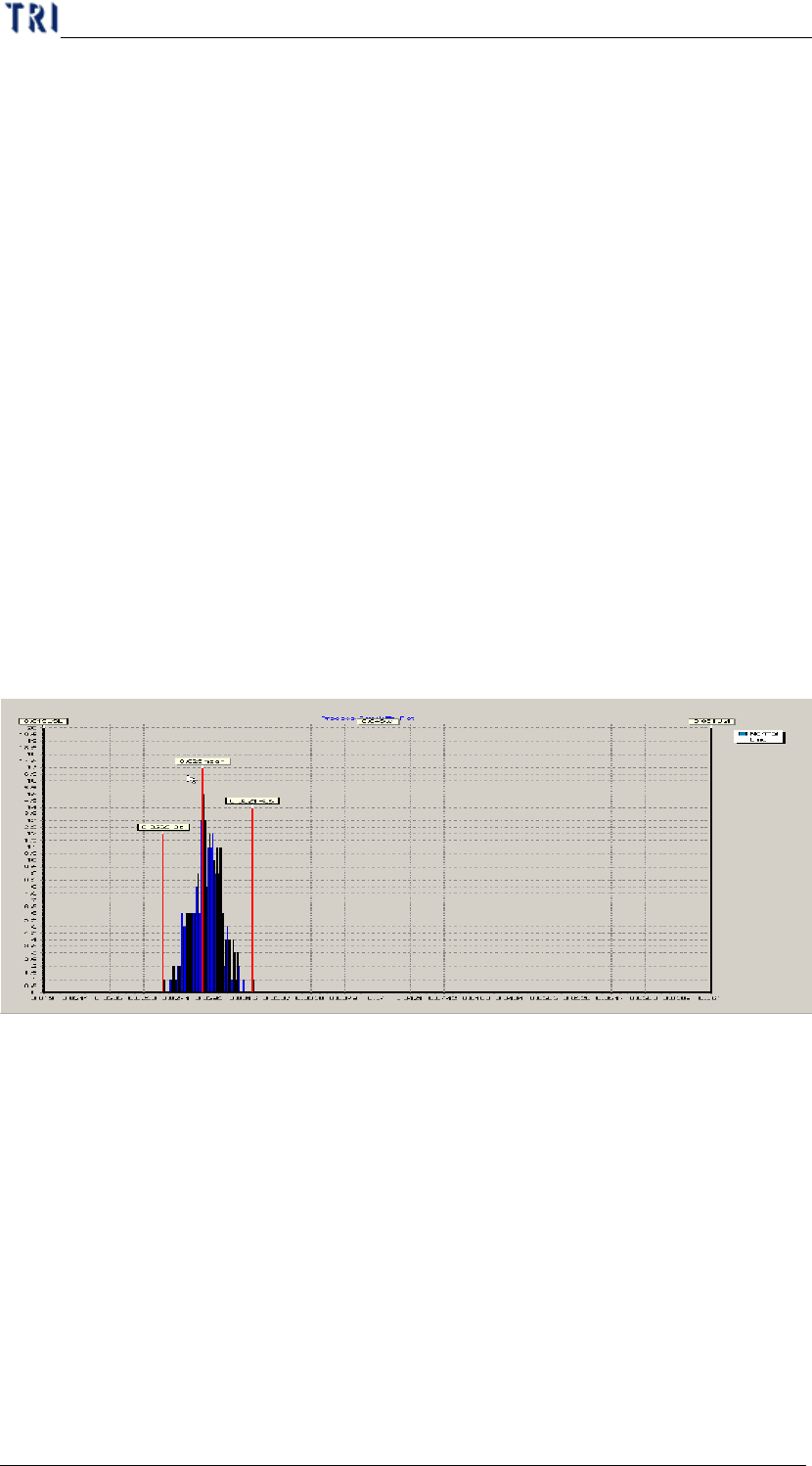
10.4 Cpk 區說明
Ø 請切換至 CPK,看其數值的常態分佈。綠線表示是該元件的規格上下線
資料,紅線表示是 3 個 sigma.的管制中心線及管制上下線。
10.5 Barcode search 區說明
Ø 請可以切換至 Barcodesearch,尋找在 realtime 的相關 barcode data。