N7201A617C.pdf - 第367页
NPM-W 2 EJM7DC-MB-13M-02 5 13-3 -2 设置面补正治具 注意 ●上图是前基准规格的图面。后基准 规格时,在传送带上设置面补正 治具方法是,从操作员角度来看,使 面补正治具的「 FIXED RAIL SIDE(TYPE A) 」在内侧。 ●面补正的基准孔与精度验证的基准 孔有所不同。请小心不要弄混。 ① 将面补正治具的“ FIXED RAIL SIDE (TYPE A) ”与印刷后的边缘放置到基准 轨上。 ②…
NPM-W2 EJM7DC-MB-13M-02
+
1
面补正XY 1
确认设备内没有基板
●显示「错误」时,取出设备内的基板
后再次进行。
1
13-3-1
(将执行宽度调整)
(贴装头移动到退避位置)
维修保养篇
13-3
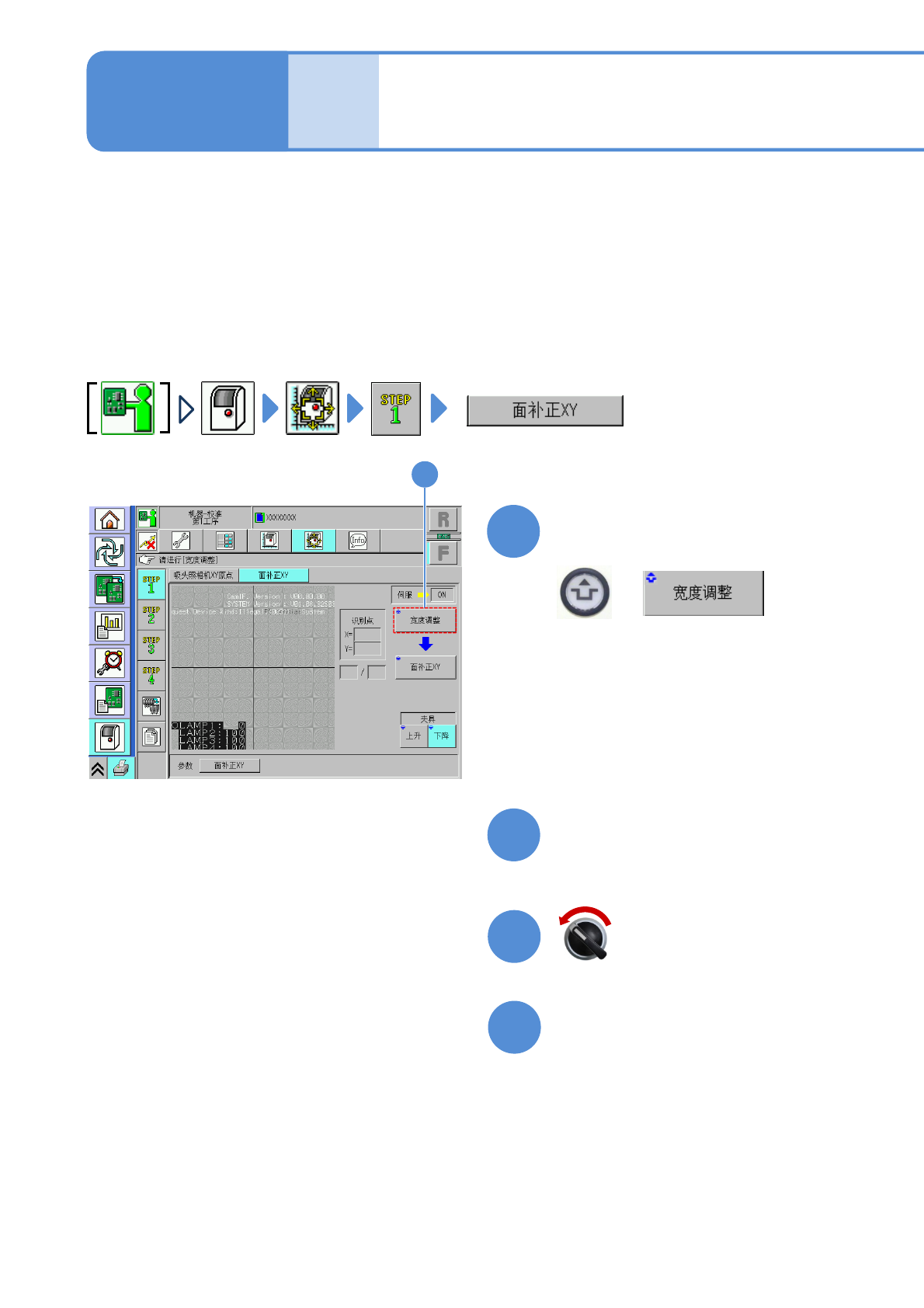
对12吸嘴贴装头的面补正XY的校准方法进行说明。
轻量16、8、3吸嘴头、点胶头也相同。检查头,请参照(→P.13-17-1)
●当为双传送带规格时,请在单轨模式下执行校正。(→P.11-3)
●用手把面补正治具放到设备的左侧或右侧的传送带进行操作。
(面补正治具: N210147296AB 、1枚)
●进行校准作业时请勿切断设备电源。
●面补正之前,请先卸下所有的基板支撑销。
●请在容易操作的前侧进行操作。
2
准备第1次的面补正XY
4
3
关闭安全盖
伺服开关置于OFF
NPM-W2 EJM7DC-MB-13M-02
5
13-3-2
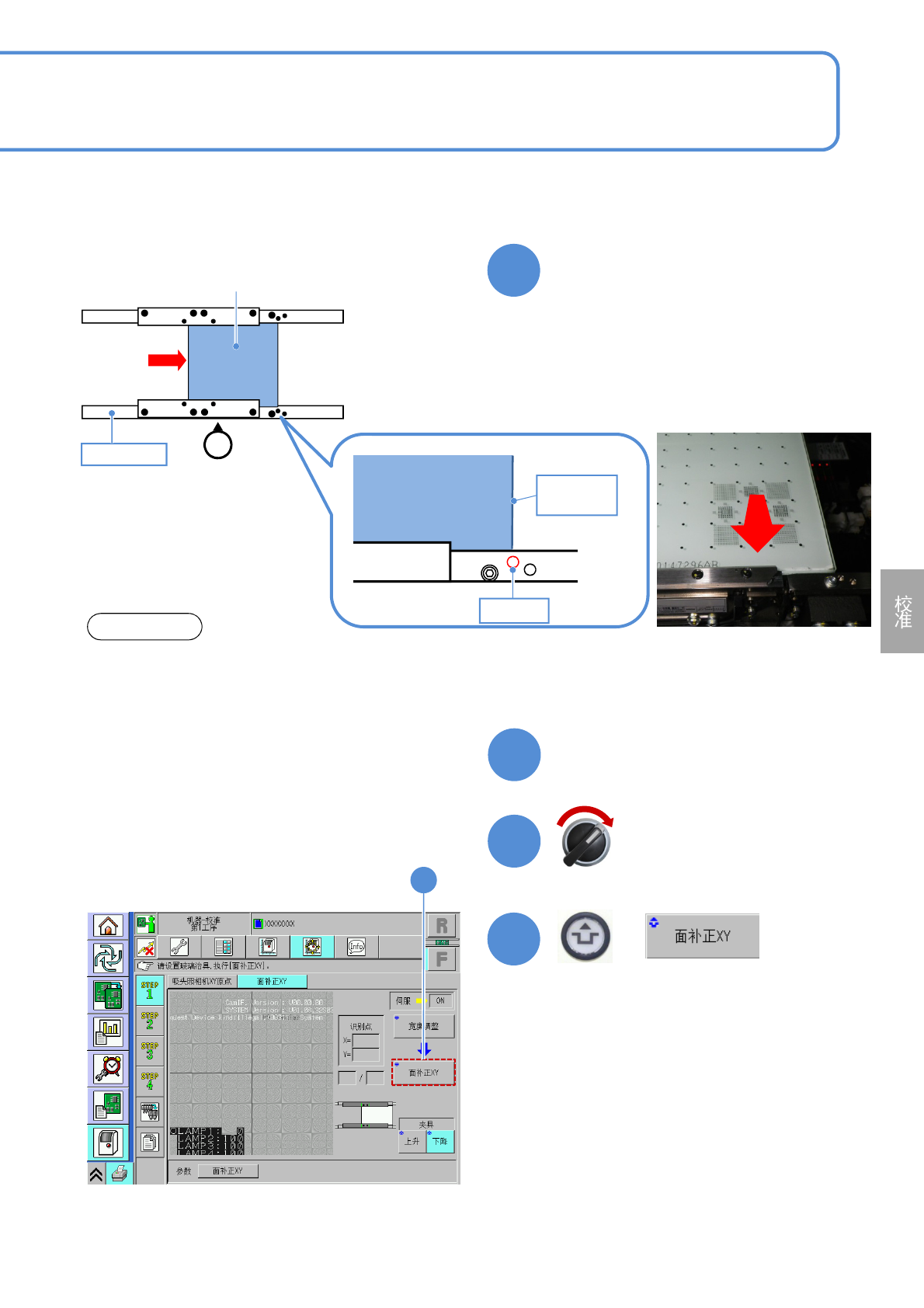
设置面补正治具
注意
●上图是前基准规格的图面。后基准规格时,在传送带上设置面补正治具方法是,从操作员角度来看,使
面补正治具的「FIXED RAIL SIDE(TYPE A)」在内侧。
●面补正的基准孔与精度验证的基准孔有所不同。请小心不要弄混。
①将面补正治具的“FIXED RAIL SIDE
(TYPE A)”与印刷后的边缘放置到基准
轨上。
②用手移动面补正治具,使面补正治具右
端对准基准孔A的中心。
③将面补正治具按压到基准轨上。
6
关闭安全盖
7
伺服开关置于ON
+
8
8
③
面补正治具
操作员
②
基准轨
面补正治具
面补正治
具右端
基准孔A
NPM-W2 EJM7DC-MB-13M-02
+
面补正XY 2
13-3-3
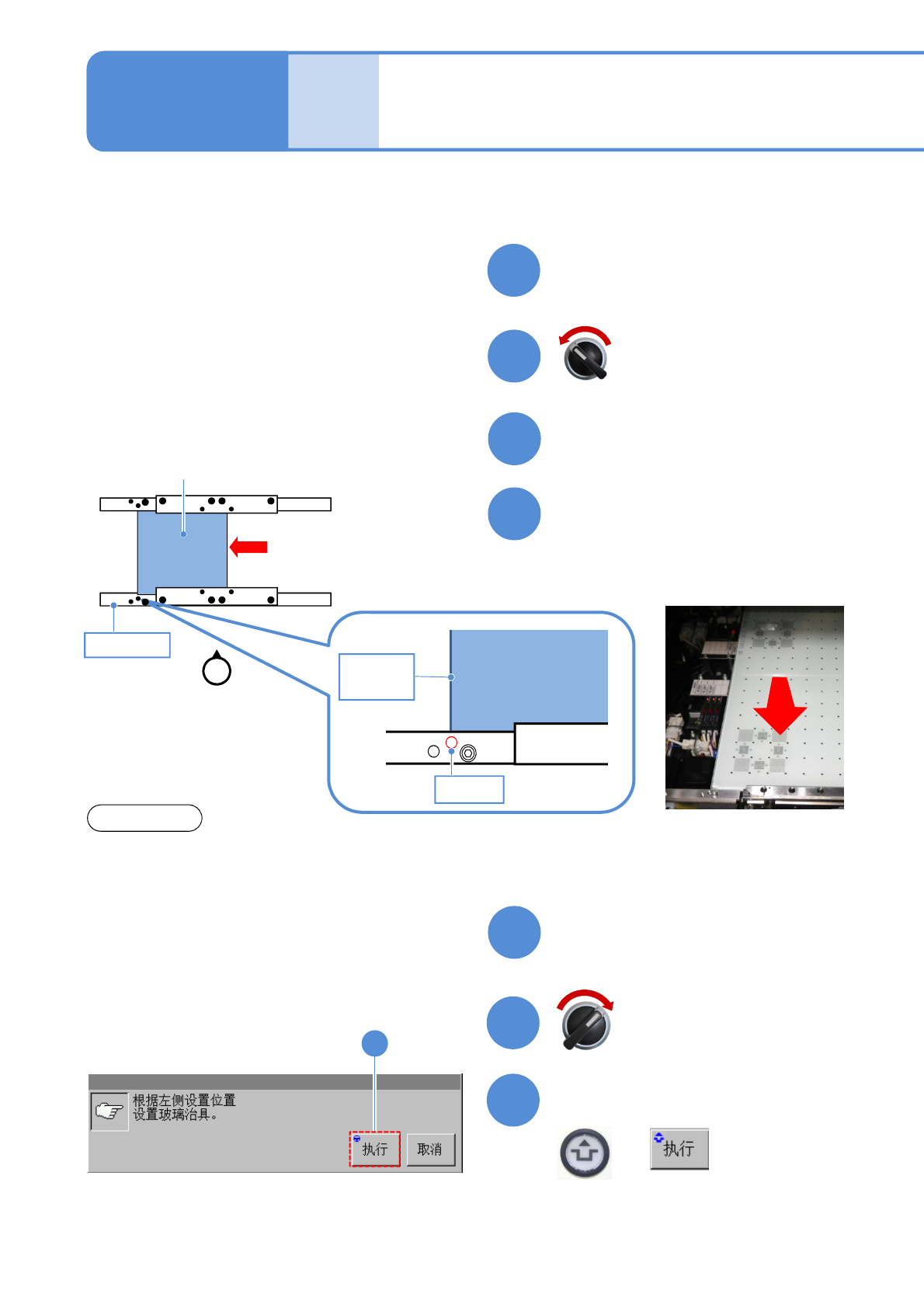
准备第2次的面补正XY
11
10
打开安全盖
12
注意
●上图是前基准规格的图面。后基准规格时,在传送带上设置面补正治具方法是,从操作员角度来看,使
面补正治具的「FIXED RAIL SIDE(TYPE A)」在内侧。
●面补正的基准孔与精度验证的基准孔有所不同。请小心不要弄混。
设置面补正治具
①用手移动面补正治具,使面补正治具左
端对准基准孔B的中心。
②将面补正治具按压到基准轨上。
维修保养篇
13-3
9
13
关闭安全盖
14
(面补正XY的计测按照前侧、后侧的顺序
进行)
(贴装头移动到退避位置)
伺服开关置于OFF
伺服开关置于ON
15
确认提示
15
②
面补正治具
基准轨
①
操作员
面补正
治具左端
面补正治具
基准孔B