00198500-02_VD_711.1_R18-1_DE_EN - 第12页
Station Software 71 1.1 (R18 - 1) / Versio n Description 05/2018 Edition 12 Figure 4-3: Activities – Manual Operations Error messages rel ated to the Linear Dip ping Unit 2 X are display ed on the statio n software GUI a…
Station Software 711.1 (R18-1) / Version Description 05/2018 Edition
11
The Linear Dipping Unit 2 X can be inserted fully assembled or not assembled on the changeover
table.
The Linear Dipping Unit 2 X needs a reference run and the flux medium a warm-up cycle process.
After the reference run, the operator must check that the dipping module is fully assembled, fill the
dipping module with flux medium and start the warm-up cycle process. Thereafter, the Linear
Dipping Unit 2 X is ready for production in the station software.
The number of squeegee cycles for the warm-up cycle (default: 30) and the squeegee speed
(default 200 mm / s) have to be specified in SIPLACE Pro and will be transmitted to the station
software.
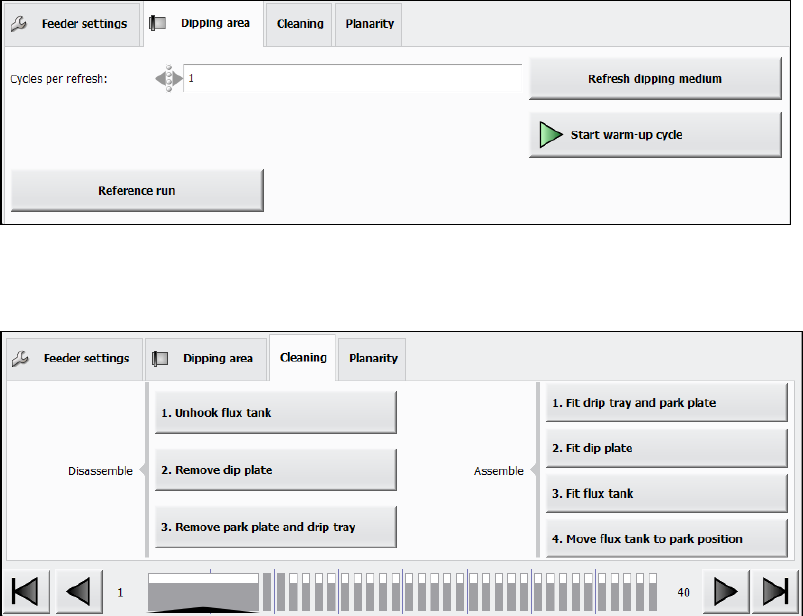
The Linear Dipping Unit 2 X is completely operated via the station software GUI in the feeder
Setup view. The following activities can be performed in the Dipping area and Planarity tabs of
the Feeder settings:
– Starting a squeegee cycle
– Starting a warm-up cycle
– Starting a reference run
– Adjusting and checking the planarity of the dip plate
Figure 4-1: Activities – Dipping area
Additionally, the operator can assemble and disassemble the Linear Dipping Unit 2 X by using the
respective options in the Cleaning tab of the Feeder settings.
Figure 4-2: Assembling / disassembling the Linear Dipping Unit 2 X
These buttons can be pressed at any time when the production is stopped. However, they should
be executed in the order from top to bottom.
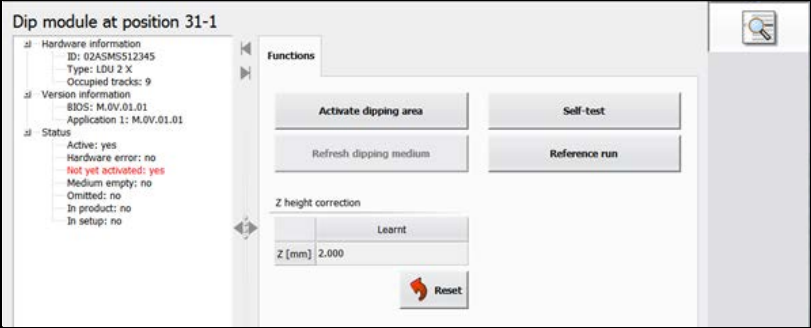
Under Manual Operations, the following activities can be performed:
– Activating the dipping area.
This function can be used if the warm-up process has already been performed, e.g. after a
restart of the station software.
– Refreshing the dipping medium (optionally multiple times)
– Starting a self-test
– Starting a reference run
Station Software 711.1 (R18-1) / Version Description 05/2018 Edition
12
Figure 4-3: Activities – Manual Operations
Error messages related to the Linear Dipping Unit 2 X are displayed on the station software GUI
and, if necessary the machine is stopped.
Detailed information on the Linear Dipping Unit 2 X can be found in the Linear Dipping Unit 2 X
User Manual, item no. [00198517-xx].
4.6 Adjusting Z-Height of Vacuum Tooling
Compatible mode: Complete
The new conveyor in the SIPLACE CA4 V2 placement machine uses a motor driven lifting table. To
lift the vacuum tooling to the placement z-level, the conveyor control software determines the
correct z-height and moves the lifting table to this z-height. For this purpose, a measurement
sequence has been implemented that measures the actual height, aligns it with the expected
height, and, if necessary, sends a correction value to the conveyor control.
The transport control software uses two different offsets to correct the z-height of the vacuum
tooling: standard offset and mapping offset. The standard offset is used for boards with a thickness
<= 4.5 mm. The mapping offset is used for boards with a thickness > 4.5 mm, e.g. the mapping
board.
The station software provides four touchdown positions on the vacuum tooling surface to be used
for the height measurement. Those positions are available either in the four corners or on the main
axes through the center of the vacuum tooling surface.
Some settings can be made in the Service tool. This tool has been modified as follows:
– The standard offset is determined if Vacuum tooling calibration is selected under Automatic
calibration. The board thickness has to be entered manually (additional parameter Height of
board). The conveyor must be empty.
– The mapping offset is determined if Board mapping is selected under Automatic calibration.
No further entry is required.
– The (X, Y) touchdown points have been added to the conveyor section under Teaching
machine positions.
– Under Conveyor Configuration in the Vacuum tooling configuration, the user can enter for
which board thickness the adapter plate has been assigned. This facilitates the leveling.
Currently, there are two thicknesses: 1.2 mm and 0.55 mm.
Station Software 711.1 (R18-1) / Version Description 05/2018 Edition
13
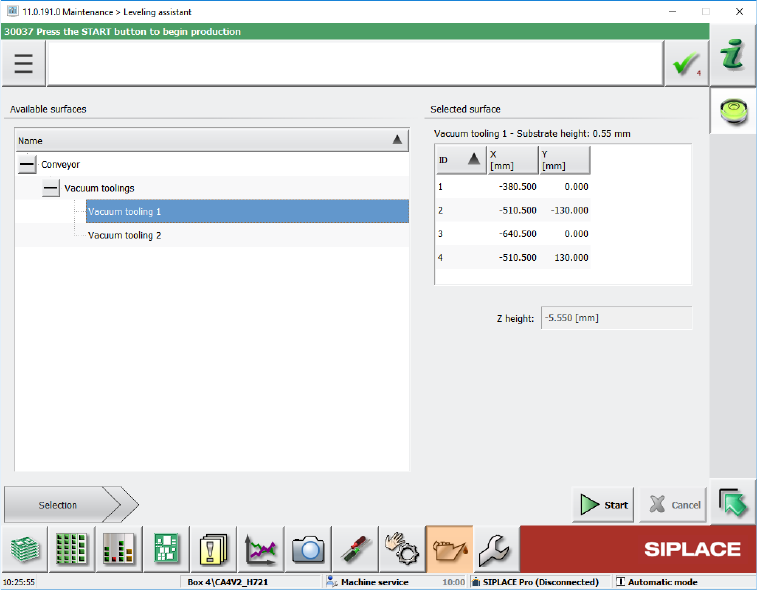
In the Maintenance tool, the Leveling assistant button has been added under Verification. By
clicking this button, the new Leveling assistant view opens.
Figure 4-4: Leveling assistant view
The leveling assistant helps the user to adjust the z-height of the vacuum tooling. Additionally,
this tool is used to set up the planarity of the vacuum tooling surface and adjust it vertical to the
z-axes of the placement heads.
To the left, all available surfaces are displayed in a tree view. Currently, it contains entries for
adjusting the z-height of the vacuum tooling and measuring the height of the conveyor rail.
By selecting one of the available surfaces, a short description of the surface and a list of the
positions where the z-height will be measured are displayed to the right. The positions have the
same names as those that are used when the machine positions are taught. This makes it
easier for the user to identify the position in case it has to be taught or if the user e.g. wants to
check that the position is on the surface and not directly above a hole.