00197786-02_SI_SIPLACE_HeadVerification_DE.pdf - 第68页
6 Beschreibung der Testergebnisse 6.15 Kopfdauerlauf 2N 68 Software Manual SIPLACE Head Verification 03/2018 6 Ergebnisse für die einzelnen Messungen: ● Result-Anzeige mit Angabe, ob die Werte innerhalb (grüner Haken) od…
6 Beschreibung der Testergebnisse
6.15 Kopfdauerlauf 2N
Software Manual SIPLACE Head Verification 03/2018 67
6.15 Kopfdauerlauf 2N
6.15.1 Prinzip der Messung
Bei der Messung Head endurance run LS wird die Zuverlässigkeit der D-Achse und der Z-Achse
für das Standardsortiment an Bauelementen überprüft, die typischerweise mit dem Standard-Be-
stückparameter verarbeitet werden.
Bei der Überprüfung der Z-Achse wird das Segment mehrmals nach oben und unten verfahren, um
die Eigenschaften während der Aufwärts- und Abwärtsbewegung zu ermitteln. Vor jeder Abwärts-
bewegung wird die D-Achse um 180° gedreht und die Zeit gemessen, die bis zum Erreichen der
Zielposition benötigt wird.
6.15.2 Messergebnis
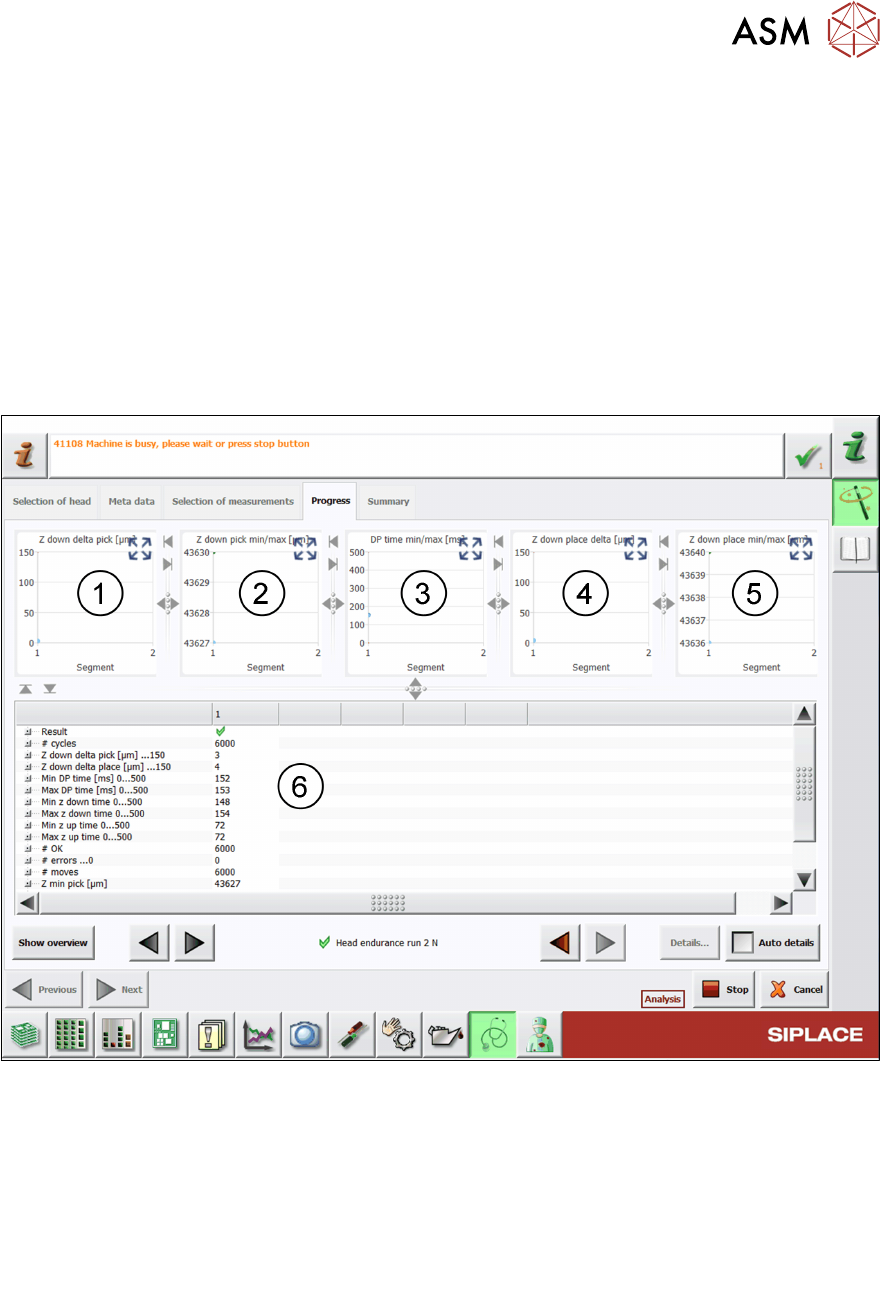
Abb.48: Ergebnisansicht – Head endurance run 2 N
1 Graph mit den Werten Zdowndeltapick für jedes Segment.
2 Graph mit den Werten Zdownpickmin (blau) und Zdownpickmax (grün) für jedes
Segment.
3 Graph mit den Werten DPtimemin (blau) und DP time max (grün) für jedes Segment.
4 Graph mit den Werten Zdowndeltaplace für jedes Segment.
5 Graph mit den Werten Zdownplacemin (blau) und Zdownplacemax (grün) für jedes
Segment.
6 Beschreibung der Testergebnisse
6.15 Kopfdauerlauf 2N
68 Software Manual SIPLACE Head Verification 03/2018
6 Ergebnisse für die einzelnen Messungen:
●
Result-Anzeige mit Angabe, ob die Werte innerhalb (grüner Haken) oder außerhalb
(rotes Kreuz) der Grenzwerte liegen.
●
Gesamtzahl der durchgeführten Zyklen.
●
Wert aus der Differenz zwischen Z min pick und Z max pick:
Z down delta pick = Z max pick - Z min pick.
●
Wert aus der Differenz zwischen Z min place und Z max place:
Z down delta place = Z max place - Z min place.
●
Durch Min Dp time und Max DP time wurde ermittelt, dass die D-Achse um 180° ge-
dreht werden muss.
●
Durch Min z down time und Max z down time wurde ermittelt, dass die Z-Achse
vollständig nach unten bewegt werden muss.
●
Durch Min z up time und Max z up time wurde ermittelt, dass die Z-Achse wieder
zurück nach oben bewegt werden muss.
●
Mit # OK wird angegeben, ob alle Zyklen erfolgreich durchgeführt wurden.
●
Bei # errors ist die Anzahl der erkannten Fehler angegeben.
6.15.3 Interpretation der erzielten Ergebnisse
"Z down delta pick"- und "Z down delta place"- oder "Min z up time"- und "Max z up
time"-Fehler
Ursache Lösung
Blockade beim Z-Achsen-Linearlager ► Linearlager prüfen/warten.
Z-Achsantrieb und/oder Linearführung defekt ► Linearlager prüfen/warten.
► P&P-Modul austauschen.
► P&P-Modul zur kundenspezifischen Repa-
ratur an ASM senden.
Min DP time und Max DP time-Fehler
Ursache Lösung
Geberscheibe oder Lesekopf verschmutzt ► Geberscheibe/Lesekopf reinigen
(Q1/2018)
Geberscheibe oder Lesekopf defekt ► "Trick and feather unit/P+P module
(Q1/2018)" austauschen.
► P&P-Modul austauschen.
► P&P-Modul zur kundenspezifischen Repa-
ratur an ASM senden.

6 Beschreibung der Testergebnisse
6.16 Kopfdauerlauf LS
Software Manual SIPLACE Head Verification 03/2018 69
6.16 Kopfdauerlauf LS
6.16.1 Prinzip der Messung
Bei der Messung Head endurance run LS wird die Zuverlässigkeit der Z-Achse und der DPs über-
prüft, insbesondere für das Standardsortiment an Bauelementen, die typischerweise mit Standard-
Bestückparametern verarbeitet werden.
Bei der Überprüfung der Z-Achse wird jedes Segment mehrmals nach oben und unten verfahren,
um die Eigenschaften während der Aufwärts- und Abwärtsbewegung zu ermitteln. Vor jeder Ab-
wärtsbewegung wird die DP um 180° gedreht und die Zeit gemessen, die bis zum Erreichen der
endgültigen Position benötigt wird.
6.16.2 Messergebnis
Abb.49: Ergebnisansicht – Head endurance run LS 1/2
1 Gemessenes Segment
2 Gesamtzahl der durchgeführten Zyklen
3 Wert aus der Differenz zwischen Zmin pick und Zmax pick:
Zdowndelta pick = Zmaxpick - Z minpick
4 Wert aus der Differenz zwischen Zmin place und Zmax place:
Z down delta place = Z max place - Z minplace
5 MinDPtime zeigt den Wert für die Mindestzeit an, die die DP benötigt, um von 0° zu 180°
zu drehen.
6 MaxDPtime zeigt den Wert für die maximale Zeit an, die die DP benötigt, um von 180° zu
0° zu drehen.
7 #OK zeigt die Anzahl der erfolgreichen Z-Achsenbewegungen (50 nach oben und 50 nach
unten) an.