Understanding_ the_Cleaning_Process_for_Automatic_Stencil_Printers - 第7页
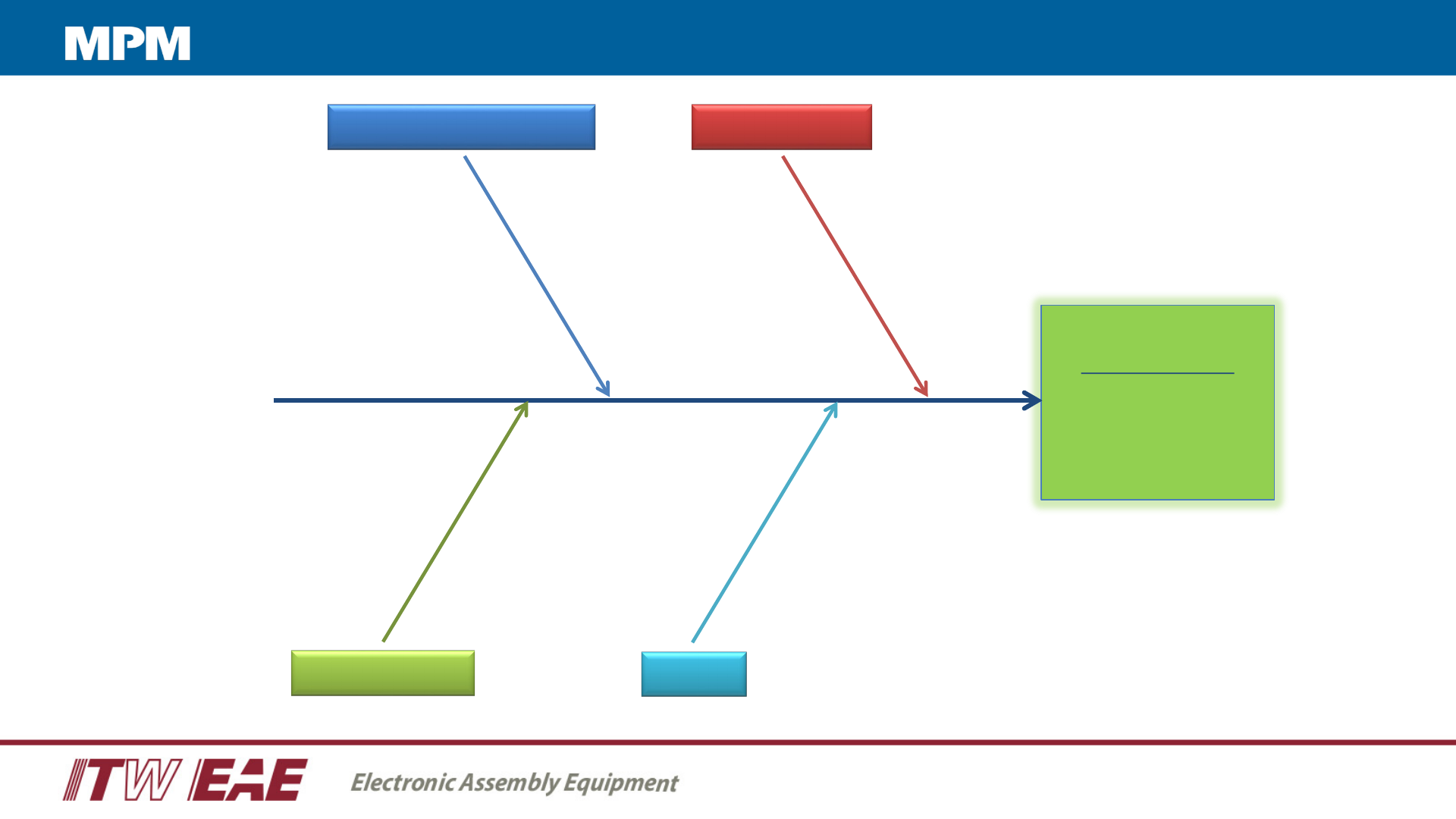
7 IDEA L STENCIL CONDITION No unwanted paste inside apertures or on bottom surface Printer Setup Stencil Cleaning Proces ses Solder Past e Paper/fab ric ty pe W iper typ e W ipe par ameters: Sequence, speed, frequency So…
Why do we wipe?
• Gasketing
• How often we wipe is a direct result of how well the board and stencil are positioned and sealed
• Contributors of gasketing issues:
• Incorrect or varied board thickness
• Variation of mask thickness
• Encroachment of mask on pads
• Pads recessed below mask
• Nomenclature /silk screens
• HASL
• Board warpage
• Bar code labels
• Damaged or worn stencils
• Loss of stencil tension
• Insufficient tooling / support
• Board holding interference
• Vacuum
• Squeegee over pressure
• Mismatch of aperture to ball size
• Machine contamination
6
Understanding the Cleaning Process for Automatic Stencil Printers
7
IDEAL STENCIL
CONDITION
No unwanted
paste inside
apertures or on
bottom surface
Printer Setup
Stencil
Cleaning Processes Solder Paste
Paper/fabric type
Wiper type
Wipe parameters:
Sequence, speed, frequency
Solvent
effectiveness
Original
Cleanliness
Baseline release
characteristics
Exposure
time
Solvent
compatibility
Working
time
Board Support
PCB-Stencil
Alignment
PCB
Flatness
Print
Parameters:
speed, pressure,
separation
Paste Delivery:
Squeegee type, angle,
stiffness, coating, etc
OR
Pump properties
Aperture size
& position
Temperature
Aperture wall
geometry and
topography
Alloy
Release coatings in
aperture or on surface
Foil
Thickness
(Area Ratio)
Powder Size
Dryness
Understanding the Cleaning Process for Automatic Stencil Printers
Taking the guess work out of Frequency
• Most customers “Guesstimate” the wiper frequency
• Apply same frequency number to each individual printer program
• Issue: wiping frequency is not linear
• Under-wiping
• Allow paste to build up on bottom of stencil
• Solder balls, bridging poor gasketing
• Allows paste to build up in apertures resulting in clogging and decreased material transfer
• Over-wiping
• Elimination of flux that acts like lubricant during material transfer
• Excess paper and solvent consumption
• Cycle time hit
• Simple DOE can determine a starting point for wiping
• Use of onboard Inspection or down stream SPI is another tool to determine or adjust frequency
8
Understanding the Cleaning Process for Automatic Stencil Printers