HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第189页
3-77 元件的登记 < 速度 > 选项卡 可以针对头部吸取及贴装元件或进 行元件抛料时的移动速度的相关 参数进行设 定。 速度应该全面考虑吸嘴的种类 , 元件的重量及吸取面 积等因素后根据该元件适当 地设置速度。 头部的移动速度如下, 关于速度的 Profile 已经设定在 系统上。 1- 最快 : 最快的速度。 2- 快 : 快的速度。 3- 中速 : 比较快的速度。 4- 慢速 : 比较慢的速度。 5- 最慢 : …
3-76
Cutting-edge Modular Mounter HM520 Administrator's Guide
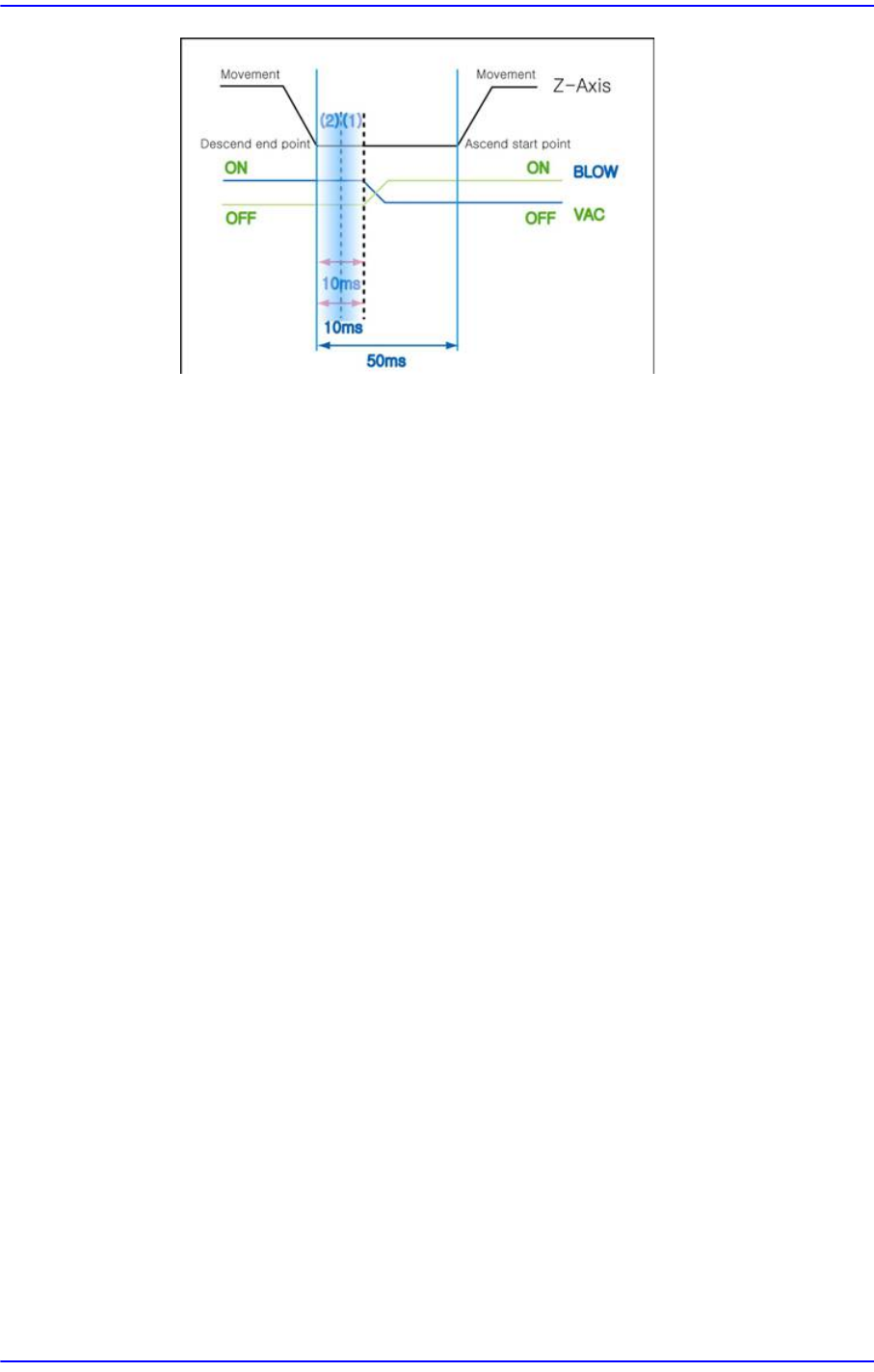
例如,设置成‘Place’ 50,‘真空关闭’ 10, ‘吹气打开’ 10,
为 贴装(Place) 从Z轴完成下降的时点到完成所有程序 Z 轴开始上升为止
的所需时间为50ms。
真空关闭(Vac off) 10 是指为贴装从Z轴完成下降的时点过10ms 后将要关
闭空压的意思。
吹气打开(Blow ON) 10是Z 轴完成下降的时点到 吹气打开 为止的延迟时
间。
一般 吹气打开(Blow ON)值设置成与真空关闭的时间相同的时间。
<吹气打开>编辑框
部件贴装时,磁头完成下降停止后的从 Va cu um Off 时开始到吹气打开为止
的时间。
单位 : msec ( 可设置成10 msec单位间隔)
<抛料> 编辑框
请输入从为了进行元件抛料而头部的轴杆完成下降并停止时起到开始上升
为止的时间。
<抛料时角度> 选择框
如果诸如连接器或大型IC之类的较大元件,设定了元件被送回抛料盒或托
盘时的角度后才能正常地进行该元件的抛料。
请在这里选择元件抛料时的角度。能以45度为单位进行设定。
3-77
元件的登记
<速度> 选项卡
可以针对头部吸取及贴装元件或进行元件抛料时的移动速度的相关参数进行设
定。
速度应该全面考虑吸嘴的种类 , 元件的重量及吸取面积等因素后根据该元件适当
地设置速度。
头部的移动速度如下,关于速度的Profile已经设定在系统上。
1-最快:最快的速度。
2-快:快的速度。
3-中速:比较快的速度。
4-慢速:比较慢的速度。
5-最慢:最慢的速度。
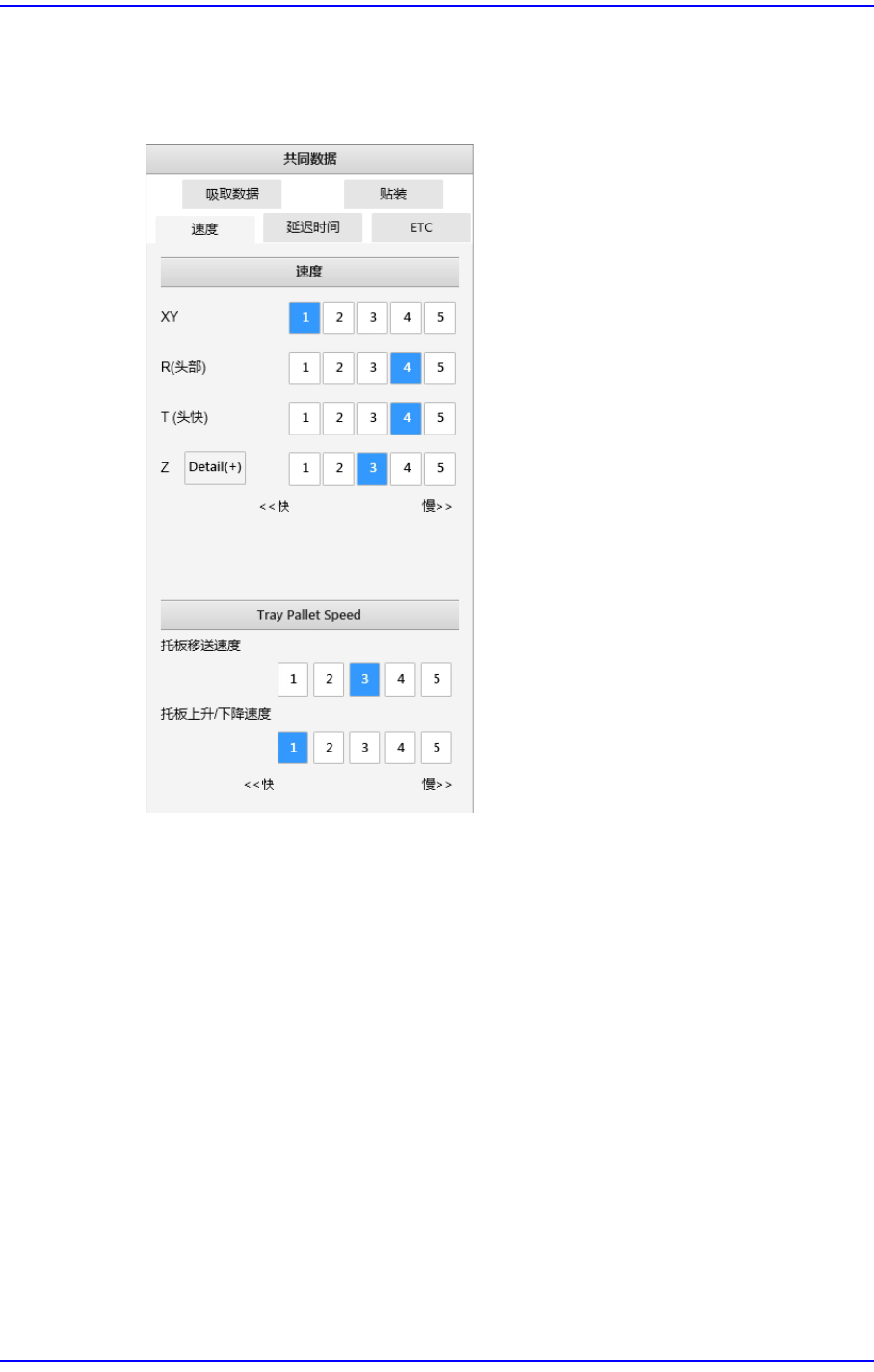
<速度> 群
<XY> 选择框
请选择XY轴马达的驱动速度。如果对于元件的元件的速度不适当,可能
会实际上无法正常贴装。

3-78
Cutting-edge Modular Mounter HM520 Administrator's Guide
<R( 头部)> 选择框
请选择驱使旋转头部的圆筒(barrel)旋转的R轴马达的驱动速度。如果对
于元件的速度不适当,所吸取的元件可能会发生滑脱(slip) 现象而导致贴
装角度偏移或者元件掉落。
<T> 选择框
请选择驱使头部的轴杆旋转的 T 轴马达的驱动速度。如果对于元件的速
度不适当,所吸取的元件可能会发生滑脱 (slip)现象而导致贴装角度偏移
或者元件掉落。
<Z> 选择框
请选择Z 轴马达的驱动速度。
<Detail> 按钮
选择了该按钮时就会激活下列选项框。
-<为吸取而下降时Z> 选择框
请选择为了吸取元件而让头部轴杆下降时的Z 轴马达的驱动速
度。
如果对于元件的速度不适当,吸取元件时可能会因为元件弹跳而
导致吸取错误。
可以根据需要而同时使用“软触” 功能。该功能请参阅< 贴装> 选
项卡的说明。
-<为吸取而上升时Z> 选择框
请选择吸取了元件后头部轴杆上升时的Z 轴马达的驱动速度。
如果对于元件的速度不适当,所吸取的元件可能会从吸嘴掉落而
导致吸取错误。
可以根据需要而同时使用“软触” 功能。该功能请参阅< 贴装> 选
项卡的说明。