HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第192页
3-80 Cutting-edge Modular Mounter HM520 Administrator's Gui de < 贴装 > 选项卡 可以针对有关元件贴装的参数 进行设定。 < 软触 > 选择框 适用该功能时能够针对 Z 轴进行双阶段的速度控制 。 例如, 如果在贴装的元 件上经常发生龟裂, 就能降低 Z 轴的 驱动速度而解决问题, 但是会降低整体 贴装效率。 头部的轴杆为了吸取及…

3-79
元件的登记
-<为贴装而下降时Z> 选择框
请选择为了贴装元件而让头部轴杆下降时的Z 轴马达的驱动速
度。
如果对于元件的速度不适当,元件可能会发生龟裂或者对已经贴
装的元件造成影响而发生问题。
可以根据需要而同时使用“软触 ” 功能。该功能请参阅<贴装 > 选
项卡的说明。
-<为贴装而上升时Z> 选择框
请选择贴装了元件后头部轴杆上升时的Z 轴马达的驱动速度。
如果对于元件的速度不适当,可能会对贴装精度造成不良影响。
可以根据需要而同时使用“软触 ” 功能。该功能请参阅<贴装 > 选
项卡的说明。
-<识别时Z> 选择框
请选择为了在固定相机识别元件而头部轴杆下降并上升的速度。
为了贴装精度而把贴装速度(上升/ 下降) 设定成慢速时,移动到
Z轴识别高度的时间会变长。为了解决该缺点而添加了指定上述
两个动作的速度的功能。
对于容易因为Z轴下降速度而发生吸取错误的微细元件,在这里
一面改变速度一面进行元件识别测试,并且识别成功时的Z 轴速
度加以登记。
<托板(pallet)速度 > 群
<托板(Pallet)的进入/出去速度 > 选项框
相当于在<供料器> 选择用控件选择了盘式供料器。选择供应元器件时
的盘式供料器的板台移动速度。可以选择的节距类型如下:(1:最快,5:
最慢)
<托盘上升/下降速度> 选项框
相当于在<
供料器>选择用控件选择了盘式供料器。针对供应元件时盘
式供料器的托板(pallet)升/降速度进行设置。可以选择的节距类型如下:
(1:最快,5:最 慢 )
3-80
Cutting-edge Modular Mounter HM520 Administrator's Guide
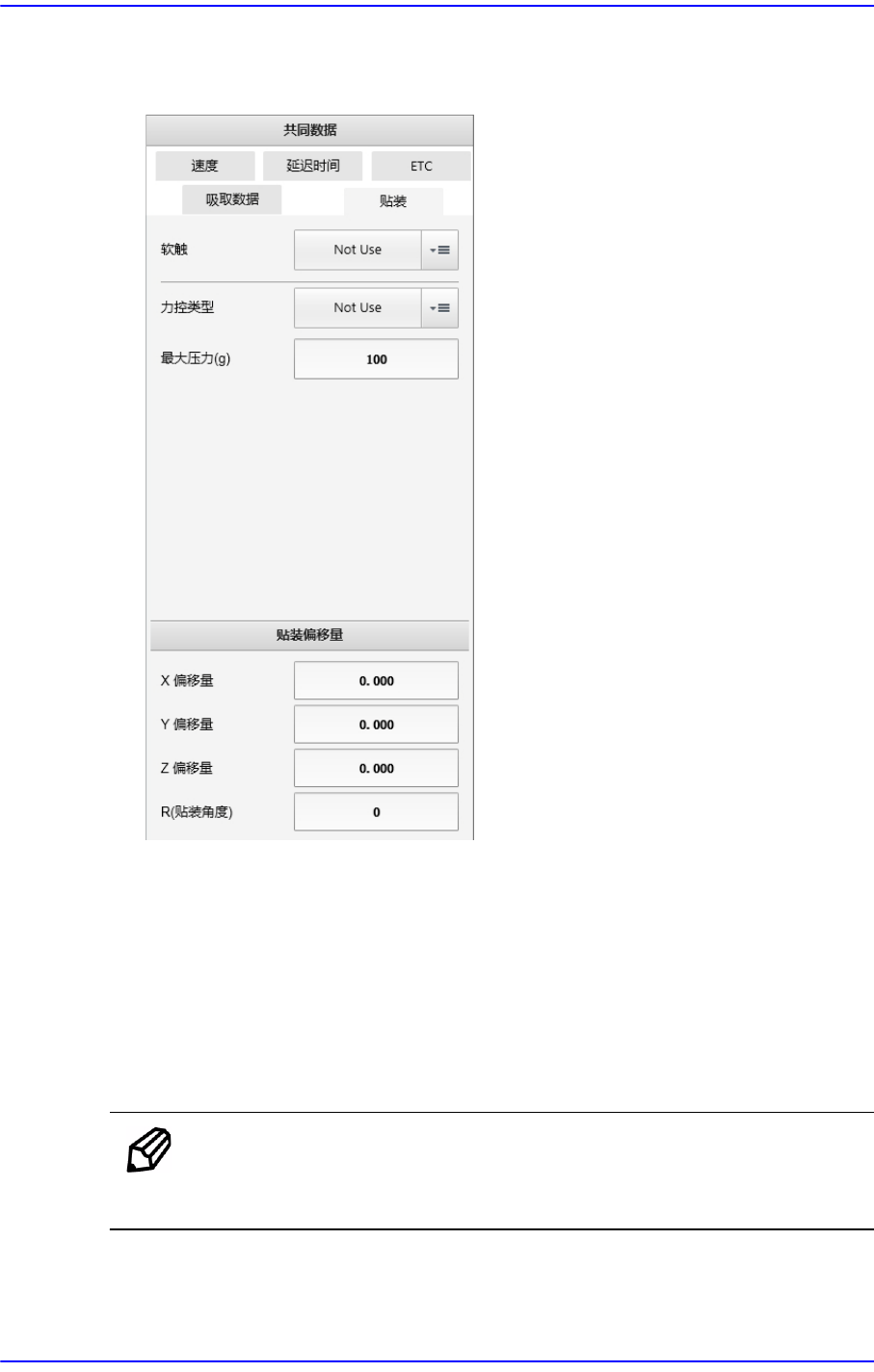
<贴装> 选项卡
可以针对有关元件贴装的参数进行设定。
<软触> 选择框
适用该功能时能够针对Z轴进行双阶段的速度控制。例如,如果在贴装的元
件上经常发生龟裂,就能降低Z轴的驱动速度而解决问题,但是会降低整体
贴装效率。
头部的轴杆为了吸取及贴装元件而下降时,在距离PCB 上表面1.5mm 的高
度让Z 轴的速度成为4(Slow)。
请选择应用轻触功能的方式。
备注 可以在吸取及贴装元件时适用,它与<速度>选项卡中设定的速
度无关。
Not Use
需要设定成不使用轻触功能时选择。
3-81
元件的登记
Pick-up
只有在设定成吸取元件时才适用轻触功能时选择。
Mount
只有在设定成贴装元件时才适用轻触功能时选择。
Both Use
在设定成吸取及贴装元件时适用轻触功能时选择。
注 意 如果是像CSP或μBGA元件一样对冲击敏感的元件,贴装作业
时按照元件制造厂商的元件基准设定Z轴相关速度参数后使用,
并且使用符合元件基准的吸嘴。
如果需要符合该元件基准的吸嘴,请联系本公司的C/S 企业或当
地代理商(Local Agent)。
<力控类型> 选择框
请选择控制力量大小的方式,该力量是为了吸取或贴装元件而头部轴杆下降
时施加到元件的力量。
只有在安装了支持力控功能的头部模块的设备才支持该功能。
Not Use
需要设定成不使用力控功能时选择。
Pick-up
设定成只有在吸取元件时才适用力控功能时选择。
Mount
设定成只有在贴装元件时才适用力控功能时选择。
Both Use
设定成只有在吸取及贴装元件才适用力控功能时选择。
<最大压力(g)> 编辑框
请输入头部模块所控制的力量的最大值。
如果使用1kg的力量无法把PIP元件插入PCB孔,以500g为单位增加力量进
行PIP元件的插入测试。
<贴装偏移量> 群
可以设置元件的贴装偏移量。
<X> 编辑框
可以设置X的偏移量。