HM520_Administrator∏s_Guide(Chi_Ver1.1).pdf - 第349页
12-11 Machine Calibration 3) 选择了电机后, 按下 <Get Z Home Of fset> 键。 4) 其余电机也按照 前面的方法实行校准。 5) 校准完毕后, 按下 <Update> 键保存结果值。 < 更新 > 按钮 执行校正后单击此按钮适用其变更 值。 < 关闭 > 按钮 关闭对话框。
12-10
Cutting-edge Modular Mounter HM520 Administrator's Guide
<Find Z Home Offset> 按钮
设定Z轴的基本位置,在Z Home Offset没有被设定的状态(HomeOffset=0)下实
行返回原点时可以防止Rotary Head旋转时与轴杆冲突。
该校准作业仅限于在工厂出货前或修理贴装头模组后执行一次,设备没有位于
原点时才能使用。
注意 在没有实行<Find Z Home Offset> 的情形下进行返回原点动
作时,会随着贴装头旋转而伤到轴杆,请注意。
Large Conveyor选项时,在执行Home动作之前请确认前/背面
Conveyor的Y 轴大小。 Y轴宽 310mm以上时,手动操作
Conveyor宽度调为310mm 以下。 否则, 在ST1F-W、 ST1R-
W的 Home动作时,Conveyor 可能会出现碰撞。
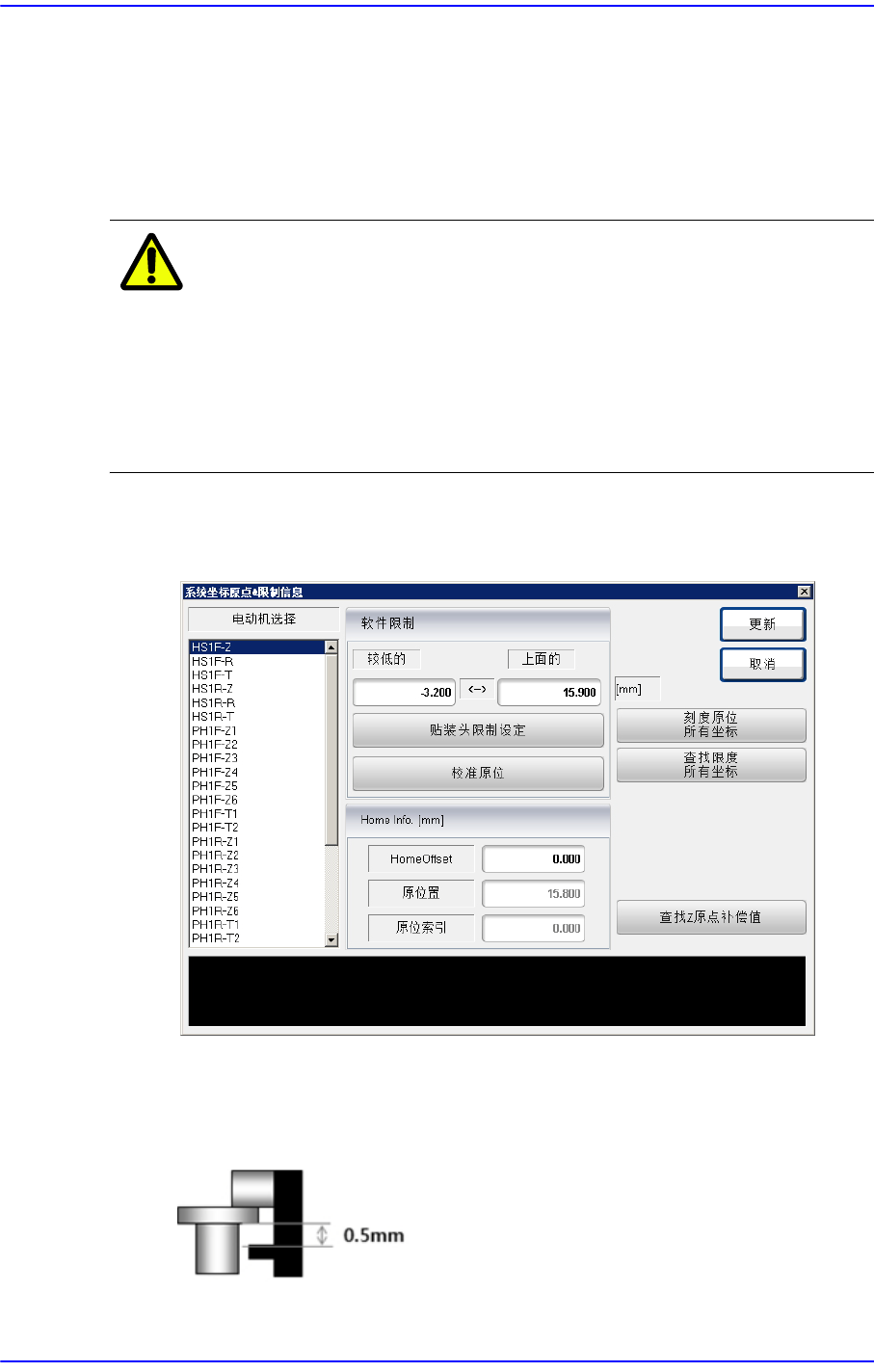
Z轴的原点位置测量方法如下。
1) 按下 <Find Z Home Offset>键。
2) ) 如下图所示地配置即将进行校准的电机。
<HS/MF Head>
如下图所示地让凸轮从动件 (Cam-Follower)朝上紧靠。
12-11
Machine Calibration
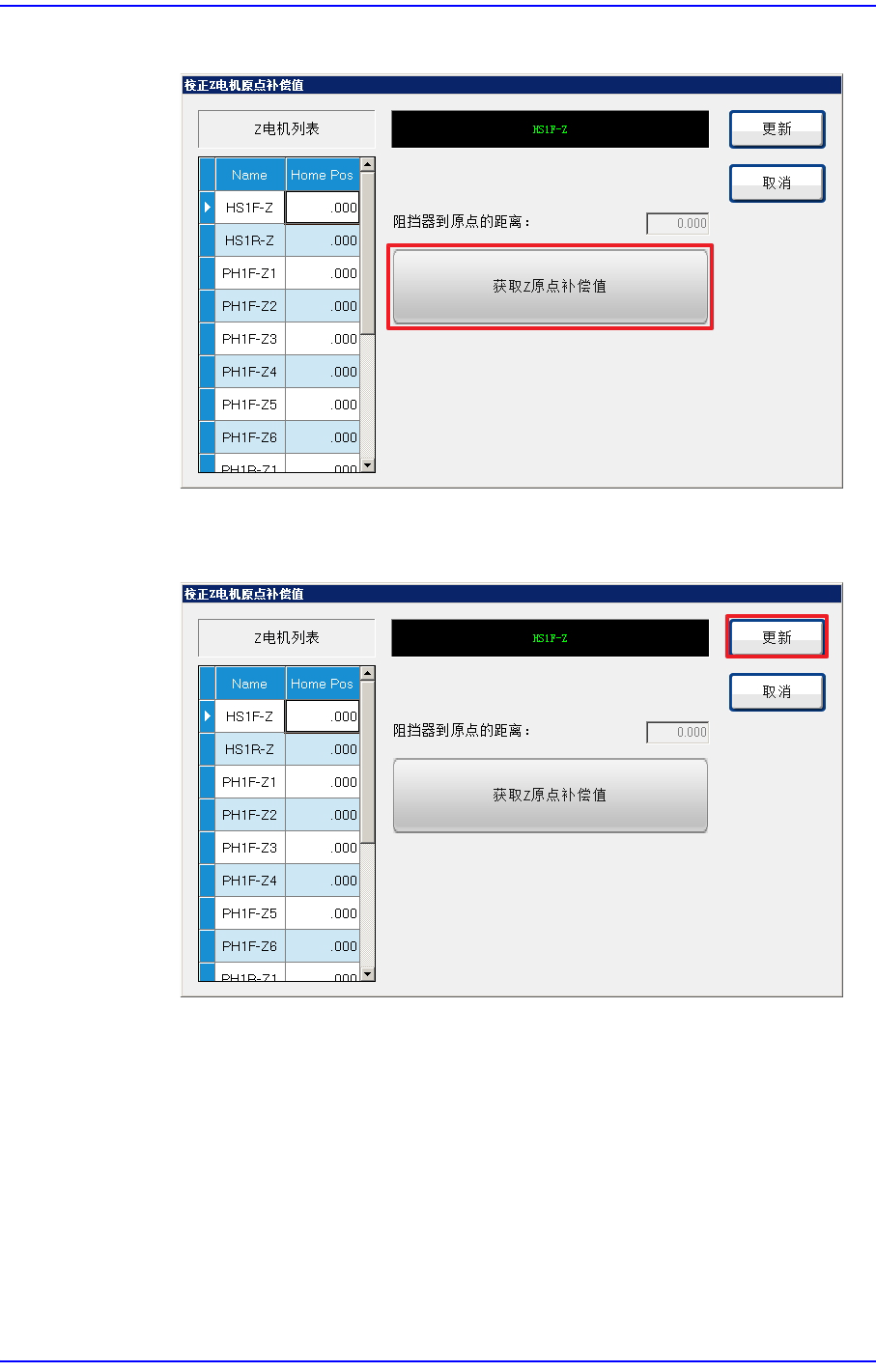
3) 选择了电机后,按下<Get Z Home Offset>键。
4) 其余电机也按照前面的方法实行校准。
5) 校准完毕后,按下<Update>键保存结果值。
<更新> 按钮
执行校正后单击此按钮适用其变更值。
<关闭> 按钮
关闭对话框。
12-12
Cutting-edge Modular Mounter HM520 Administrator's Guide
12.1.2.1. Procedure
注 意 作业前“READY”键必须处于被按住的状态。必须检查设备内
部或Conveyor上是否存在着可能引起干涉的物体。
重新实行校正时将改变原点(home) 位置,如果没有重新示教
吸附位置、ANC、贴装原点等设备的位置相关项目,设备将
无法正常动作。
从新校准后,必须重新示教与位置有关的项目。
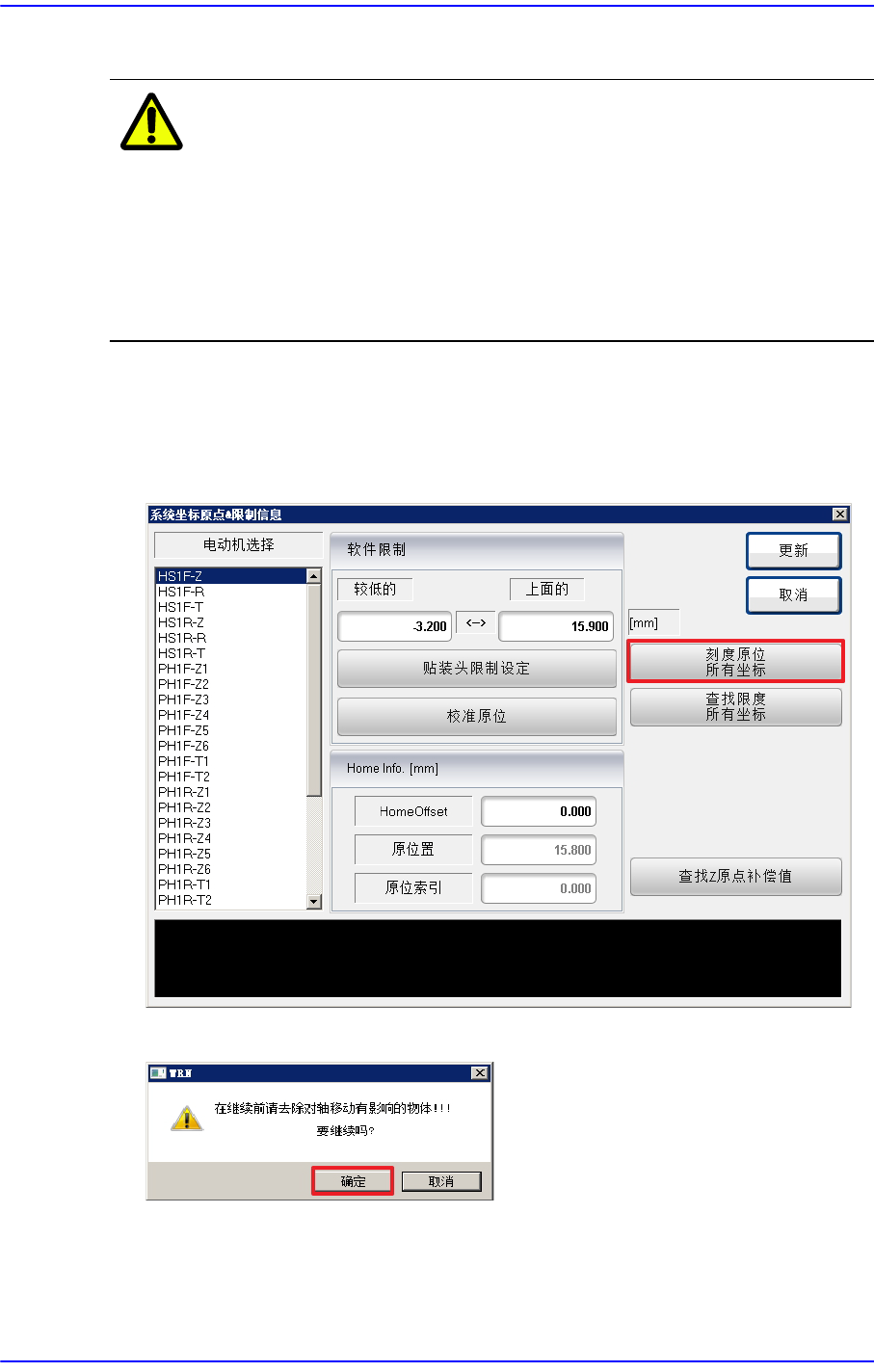
执行Axis Home Calibration方法如下。
1. 按下<刻度原位所有坐标> 键。
(按Head Homing → Gantry Homing → Conveyor顺序依次进行)
2. 确认设备内部或Conveyor 上是否有物体后, 点击<确定> 按钮。