YS24X_Ope_C - 第136页
3-2 3 n 要点 在双轨贴片机中使用两条轨道进行生产时,用轨道切换按钮切换至想要操作的轨道后再进行调整和确认。 2 调节传送装置。 打开 [ 装置 ] -「传送装置」选项卡,根据基板调节传送宽度和顶针。详细内容参阅第 2 章「3.4 传送装置 的调节」 。 「装置」-「传送装置」画面 以双轨为例 26301-L4-10 3 确认其它设置项目。 返回「生产设计」画面,按以下按钮进行必要的确认和设置。 3 1 2 4 「生产设计」画面 …
3-1
3
1.开始生产
本章节,介绍选择已登录的基板程序进行元件贴装的方法。
1
选择基板程序。
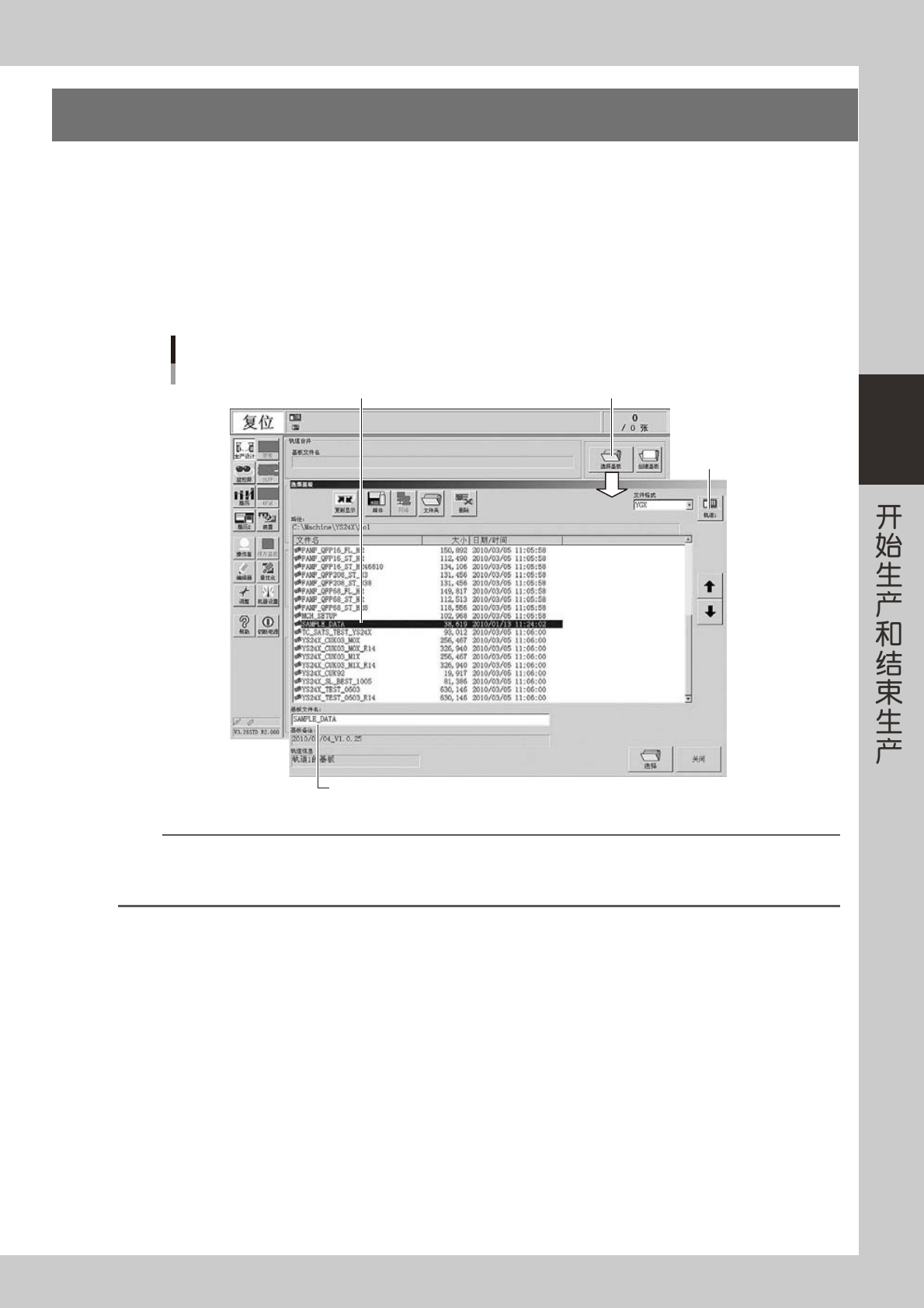
1. 如果还没有选择基板程序,按「生产设计」画面的 [ 选择基板 ] 按钮,显示已登录的基板程序。
双轨贴片机时,会显示轨道选择按钮,按此按钮,切换至想要进行生产的轨道。( 使用两条轨道进行生
产时,切换至 [ 轨道合并 ])
2. 将光标移至想要生产的基板名栏并按 [ 选择 ] 按钮。读入所选基板程序。
[选择基板]按钮
基板名的选择
从已登录的基板程序列表中选择
显示所选基板名
轨道选择按钮
26300-L4-10
参考
‧
用轨道选择按钮选择 [ 轨道合并 ] 时,显示合并后的基板程序,称为合并基板程序。
合并基板程序,是将 2 个基板程序合并为 1 个基板文件的基板程序。合并基板程序以橙色图标显示。
‧
如果选择合并基板程序,生产设计画面的自由区域会显示基板文件名和所选轨道将要生产的基板名。
3-2
3
n
要点
在双轨贴片机中使用两条轨道进行生产时,用轨道切换按钮切换至想要操作的轨道后再进行调整和确认。
2
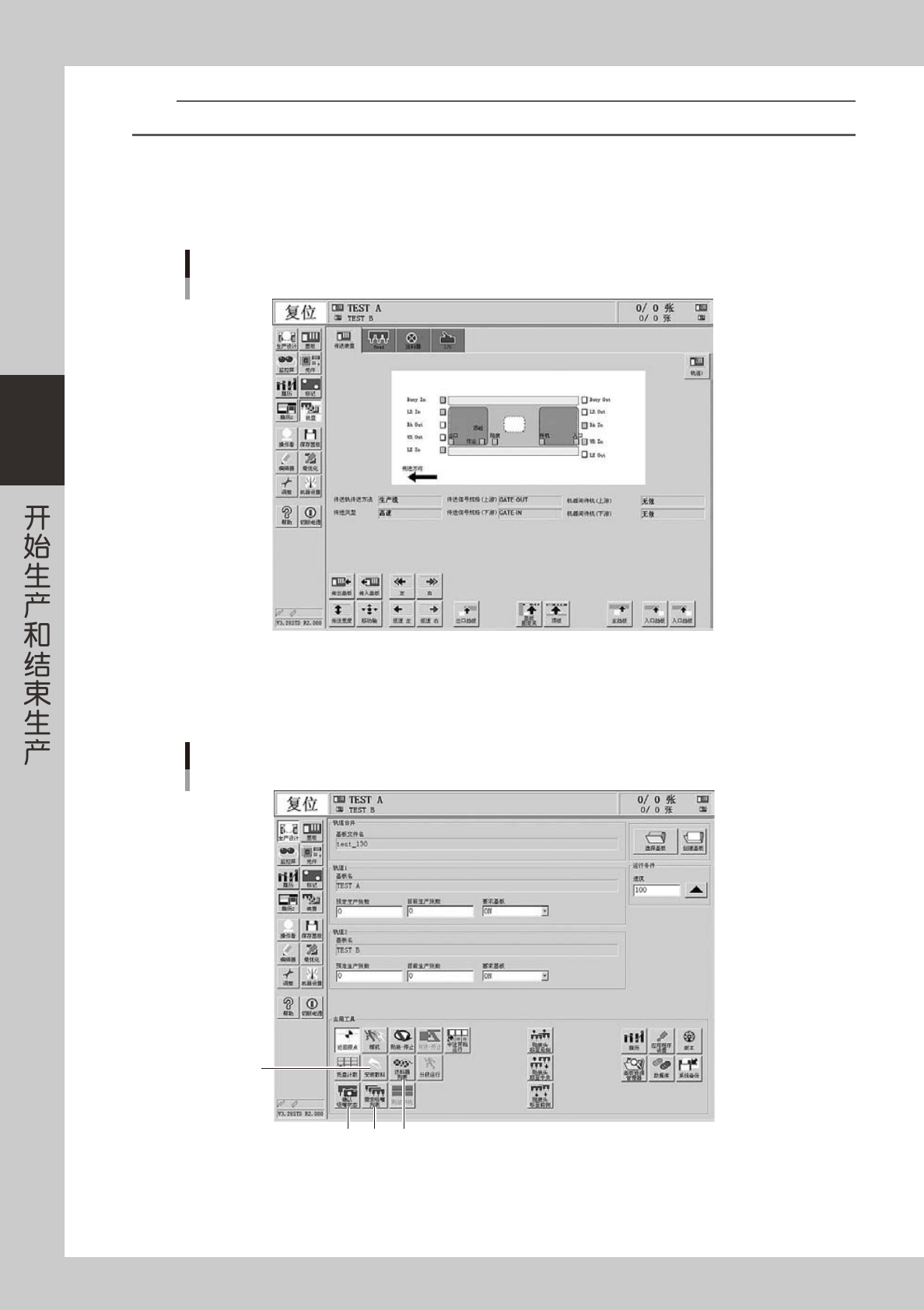
调节传送装置。
打开 [ 装置 ] -「传送装置」选项卡,根据基板调节传送宽度和顶针。详细内容参阅第 2 章「3.4 传送装置
的调节」。
「装置」-「传送装置」画面
以双轨为例
26301-L4-10
3
确认其它设置项目。
返回「生产设计」画面,按以下按钮进行必要的确认和设置。
3
124
「生产设计」画面
以双轨为例
26302-L4-10
1. [ 送料器列表 ] 按钮
显示基板生产中所需的元件供给装置的指定送料器安装位置。通过此按钮确认各元件送料器是否已安装在正确位置。
3-3
3
2. [ 需求吸嘴列表 ] 按钮
显示各贴装头应使用的吸嘴类型。如果没有配备吸嘴交换站或使用的是无法自动交换吸嘴的贴装头,必须根据「需求吸嘴列表」
确认各贴装头是否已安装了正确的吸嘴。
3. [ 安装散料 ] 按钮
目前尚未使用。
4. [ 确认吸嘴状态 ] 按钮
用元件识别用相机确认吸嘴前端的脏污状态。此检查结果为错误时,必须清洁吸嘴。
c
注意
由于吸嘴的污垢是逐渐形成的 ( 建议清洁吸嘴 ),所以在进行多次此检查的过程中,有可能会出现几次 OK,几次 NG,这是正常现象,
不是机器故障。
4
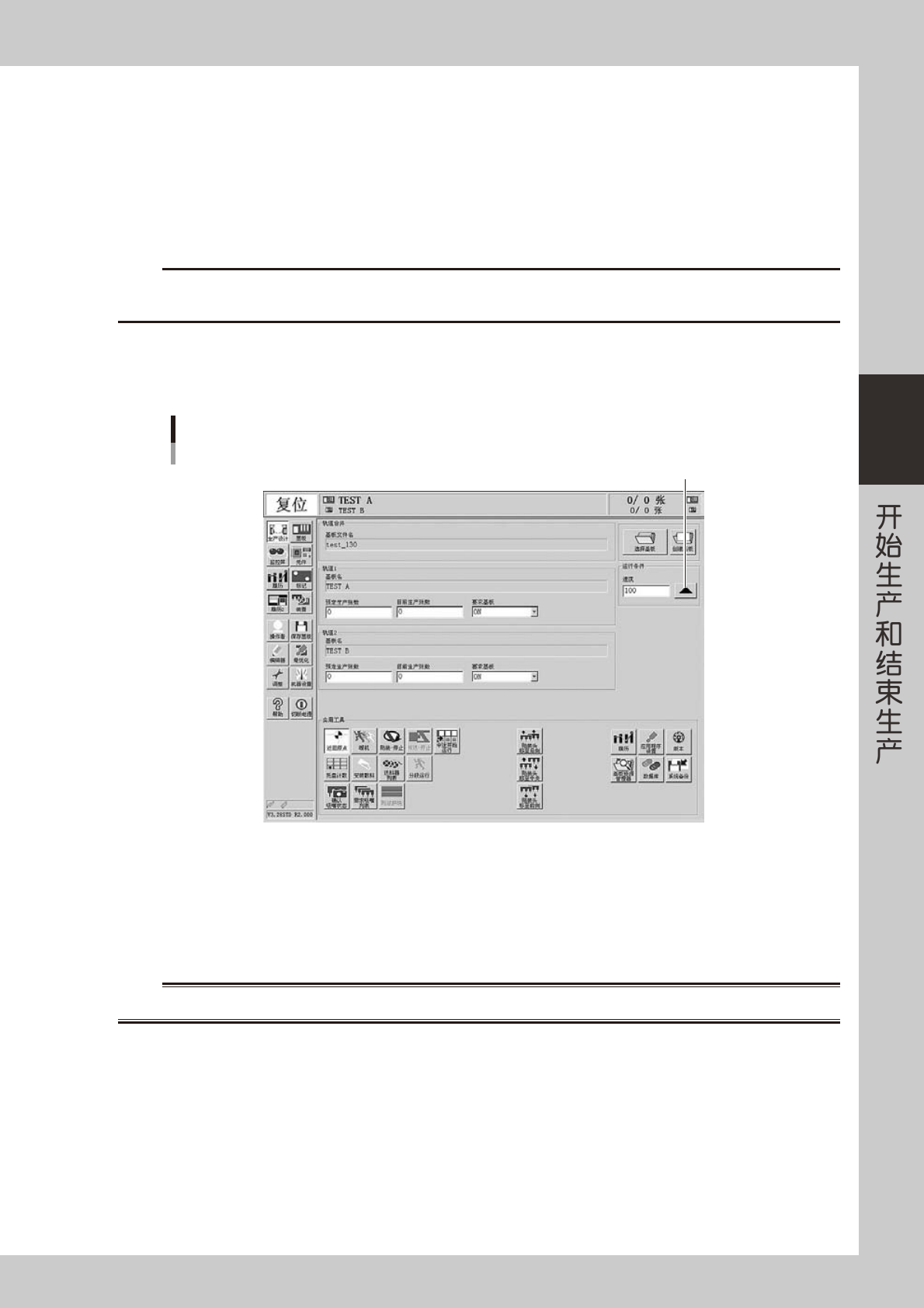
设置运行速度。
运行条件中的「速度」栏显示当前设置的运行速度。如果想要调节运行速度,[ ▲ ] 按钮。
设置运行速度
运行速度的设置
以双轨为例
26303-L4-10
5
开始运行。
1. 向右转动紧急停机按钮解除贴片机的紧急停机状态后,按操作面板的「READY」按钮。
2. 确认安全后,按操作面板的「START」按钮。
3. 入口传感器感应基板后,传送带开始转动,将基板传至作业位置,开始贴装元件。
w
警告
绿色指示灯亮灯 ( 自动运行中 ) 时,严禁进入贴装头的可动范围之内。