YS24X_Ope_C - 第71页
1-32 1 8.2 传送中切带 贴装完成后,只要向出口传送基板就在所有料带切刀无条件执行切带动作。 但,不使用背面侧送料器架,且安装在背面侧的送料器在上次执行切带后,一次也没传送过料带的话,背面侧料 带切刀不执行动作。 · 执行时机 完成基板的贴装后,解除基板的固定状态,向出口传送基板的过程中,执行切带动作。 · 执行条件 完成基板的贴装后,只要向出口传送基板就执行切带。所有设置为有效的料带切刀都执行切带动作。 8.3 注意事项 影响…
1-31
1
8.切带机 ( 选配 )
YS 系列可以选配内置式切带机。自动运行中的切带动作有以下 2 种,也可以 2 种并用。
切带机的动作规格如下所述。
· 贴装中切带 :吸附元件后,在贴装元件的过程中执行切带。
· 传送中切带 :贴装完后,只要向出口传送基板就执行切带。
■ 切带机的开关动作时机
·
返回原点时 ( 关→开 )
返回原点后自动强制打开所有料带切刀。
·
开始自动运行时、自动运行复位时 ( 关→开 )
强制关闭所有料带切刀后,再打开。
·
关闭贴片机电源时 ( 开→关 )
关闭贴片机电源时,会显示确认对话框指示处理方法。此时,按 [OK] 按钮,关闭所有料带切刀。
8.1 贴装中切带
根据送料器实际传送料带的长度 ( 料带传送长度 ),在贴装动作中执行切带动作。
· 料带传送长度
以送料器为单位,根据吸附元件时所吸附元件的传送间距和料带传送次数计算长度。
在使用同一料带切刀的送料器中,以料带传送长度最长的送料器为基准,判断是否切带。
· 传送间距
使用在料带安装站或脱机设置用电源站给 SS 送料器设置 ( 内存 ) 的传送间距、或在基板程序中设置的传送间距进行计算。
· 执行时机
切带动作,从识别元件开始在进行贴装动作的过程中执行。
但,切带动作如在开始传送下一吸附组的元件时还未完成,则停止贴装动作直至切带处理完成。
· 执行条件
在机器设置中可以设置「标准切断长度」和「最长切断长度」。根据料带传送长度是否在「标准切断长度」〜「最长切断长度」
之间,执行切带动作。
1.料带传送长度超过最长切断长度时,务必执行切带动作。
2.料带传送长度超过标准切断长度时,原则上执行切带动作。
n
要点
在切带动作正常结束时,料带传送长度的计数自动复零。
■ 暂不执行切带的情况
· 多个料带切刀上的送料器同时超过标准切断长度但不足最长切断长度时,对料带传送长度较长的执行切带,对较短的暂不
执行切带动作。
· 即使超过标准切断长度,如果在该吸附组使用的贴装头数低于指定个数,为了不等待贴装动作暂不执行切带动作。
1-32
1
8.2 传送中切带
贴装完成后,只要向出口传送基板就在所有料带切刀无条件执行切带动作。
但,不使用背面侧送料器架,且安装在背面侧的送料器在上次执行切带后,一次也没传送过料带的话,背面侧料
带切刀不执行动作。
· 执行时机
完成基板的贴装后,解除基板的固定状态,向出口传送基板的过程中,执行切带动作。
· 执行条件
完成基板的贴装后,只要向出口传送基板就执行切带。所有设置为有效的料带切刀都执行切带动作。
8.3 注意事项
影响贴装效率的条件
· 前后料带切刀的料带传送长度同时超过最长切断长度时,为使前后切刀轮流执行切带动作,有时会使贴装动作等待。
· 由于切带机的气阀及活塞故障等原因,切带速度下降时,可能会导致贴装动作等待。
仅限使用「传送中切带」时
使用平均 1 张基板的 1 个送料器的元件传送长度较大的基板程序时,切带后的料带有可能在料带排出口被挂住而无法到达
空料带箱,必须注意。
标准切断长度 / 最长切断长度的设置
使用贴装中切带时,如将标准切断长度及最长切断长度设置过大,切带时容易挂住。切带后料带排出不畅时,
需要将此处的长度设置较短一些。参考标准为,标准切断长度 80mm,最长切断长度 120mm。
n
要点
紧急停机状态、联锁时,[ 装置 ] -「送料器」画面的按钮无法操作。
1-33
1
9.其它选配装置
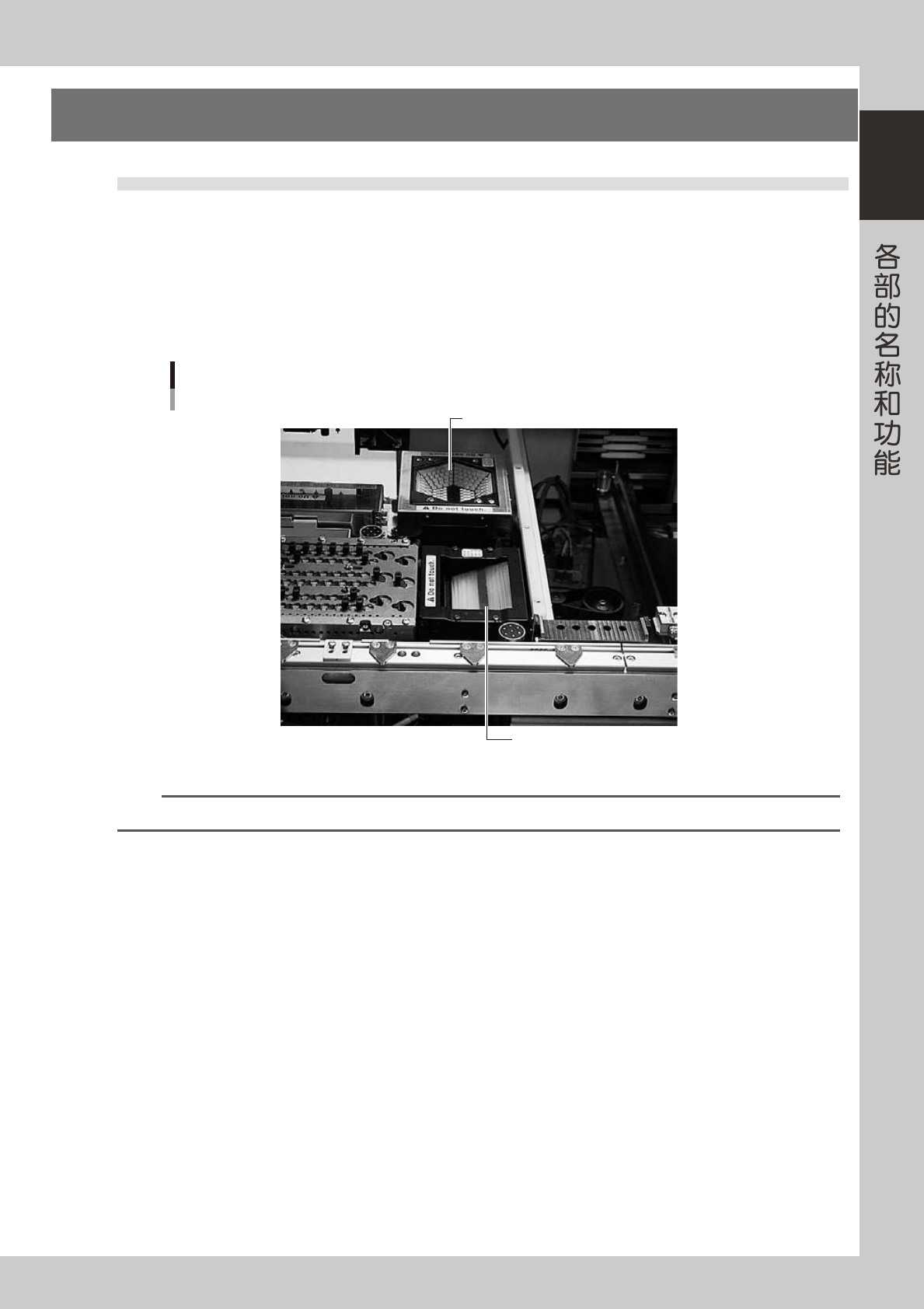
9.1 共面度检测器
共面度检测器,是高速检测 QFP、SOP 引脚或 BGA 的直线性和共面度并判定是否为良品的装置。
具备如下两种功能。
‧
共面度检测
检查引脚元件以及 Ball 元件的端子底面的均一性。
‧
元件识别面高度检测
防止引脚元件被反面贴装。
共面度检测器
多视觉相机 (标准配置)
共面度检测器
25121-L1-00
n
要点
有关共面度检测器的使用方法,请参阅 YS 系列程序设计手册。