YS24X_Ope_C - 第90页
2-13 2 2.3 装置画面 下面,介绍「装置」画面内的手动操作按钮。 ■ 传送装置手动操作 传送装置手动按钮 ■ 双轨/单轨 ■ 双段传送台 2 4 6 7 5 9 10 11 12 8 4 2 1 6 5 3 7 8 10 11 9 12 26204-L4-10 1. 传送轨切换按钮 ( 双轨 ) 切换轨道 1 和轨道 2 的显示。 2. [ 传送基板 ] 按钮 ( 双段传送台 )、[ 传入基板 ] 按钮 ( 单轨 / 双轨 ) …
2-12
2
按钮名 功能
11
分段运行 首件贴装、试贴装以及分析不良原因时,想要在目的位置暂停时使用。
12
送料器列表
进行生产准备时,可以确认当前将要生产的元件种类和安装位置。
使用双轨进行生产时,显示两条轨道用的元件种类和安装位置。
13
安装散料 目前尚不能使用。
14
托盘计数 本机不能使用。
15
确认吸嘴状态 想要取得芯片元件用吸嘴前端的状态时,可以确认吸嘴前端的脏污状态。
16
需求吸嘴列表 显示当前需要使用的吸嘴列表。
17
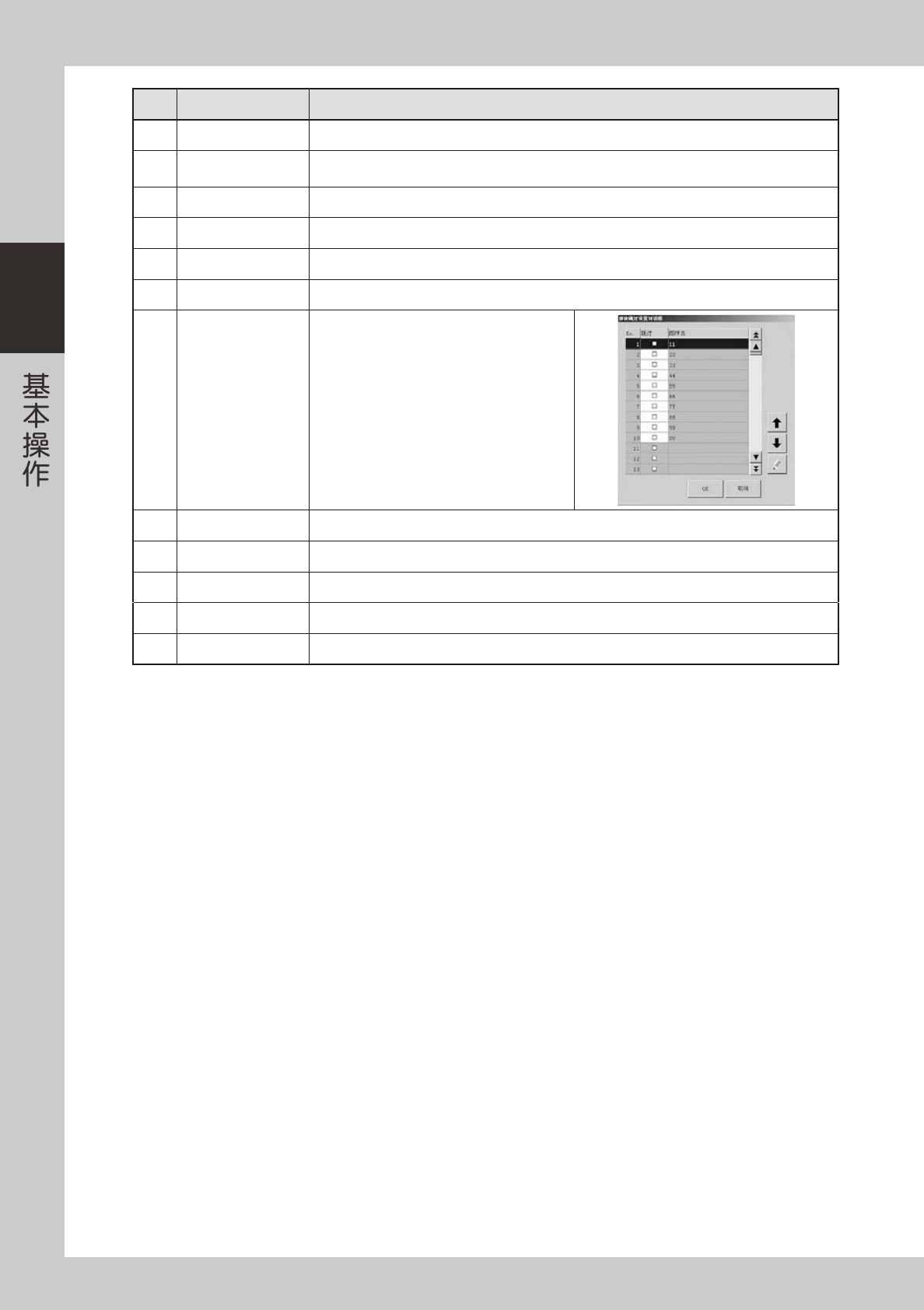
跳过拼块
读入扩展了拼块的基板程序时有效。
按此按钮,显示「拼块跳过设置」对话框,可以
以拼块为单位设置是否要跳过贴装。
18
移至贴装位置 为在顶板上设置顶针,将传送装置移至贴装位置。( 只有双段传送台的贴片机才显示 )
19
移至传送位置 以手动方式传入基板时,使传送轨对齐传送位置。( 只有双段传送台的贴片机才显示 )
20
贴装头移至前侧 使
AB
两个贴装头移至贴片机的前侧。
21
贴装头移至中央 使
AB
两个贴装头移至贴片机的中央。
22
贴装头移至后侧 使
AB
两个贴装头移至贴片机的后侧。
2-13
2
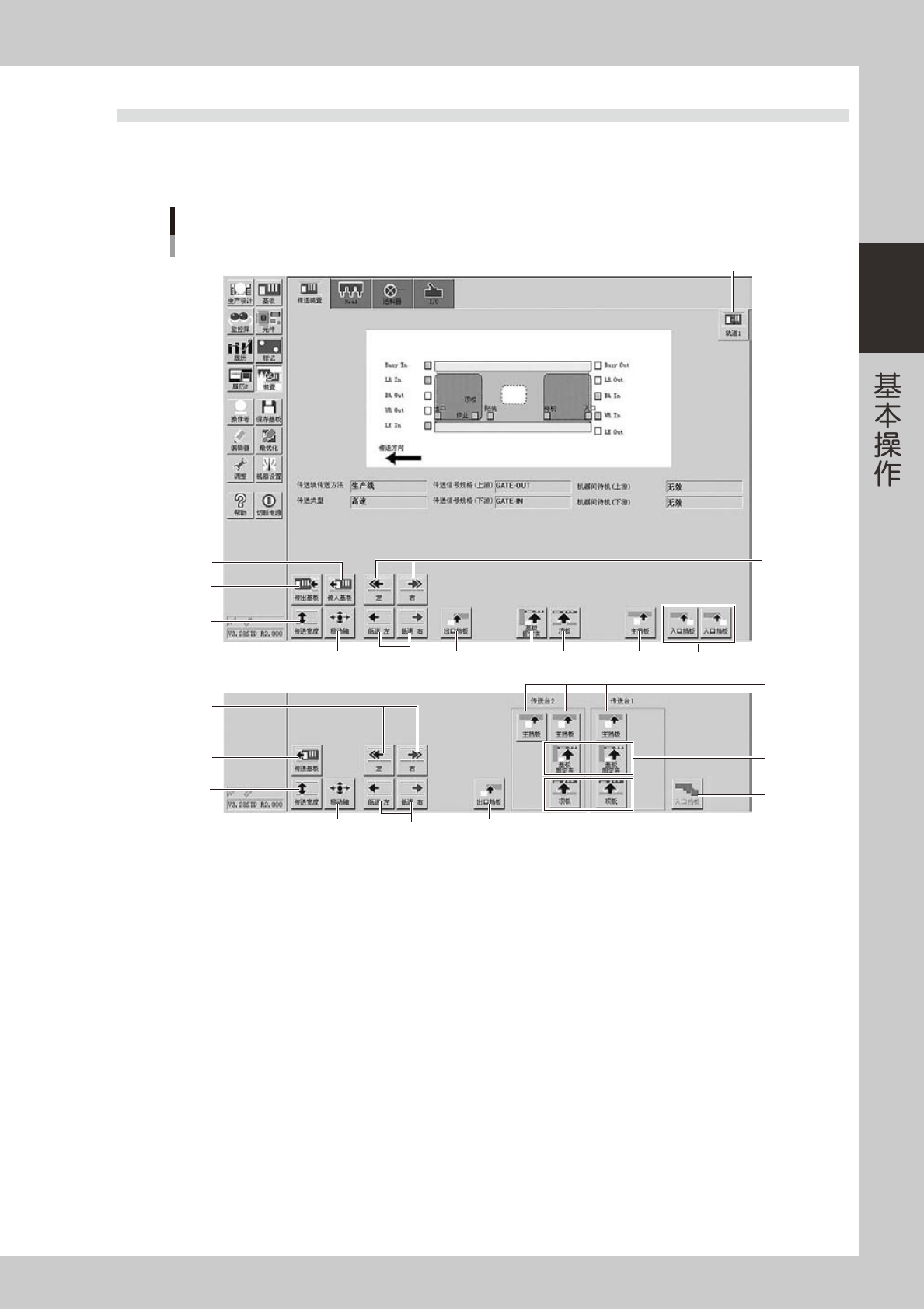
2.3 装置画面
下面,介绍「装置」画面内的手动操作按钮。
■ 传送装置手动操作
传送装置手动按钮
■ 双轨/单轨
■ 双段传送台
2
4
6
75
9
10
11
12
8
4
2
1
6
5
3
7
8 10 11 9 12
26204-L4-10
1. 传送轨切换按钮 ( 双轨 )
切换轨道 1 和轨道 2 的显示。
2. [ 传送基板 ] 按钮 ( 双段传送台 )、[ 传入基板 ] 按钮 ( 单轨 / 双轨 )
将基板从入口或待机位置移至固定位置并固定。
3. [ 传出基板 ] 按钮 ( 单轨 / 双轨 )
解除基板的固定状态将基板移至出口挡板位置。
2-14
2
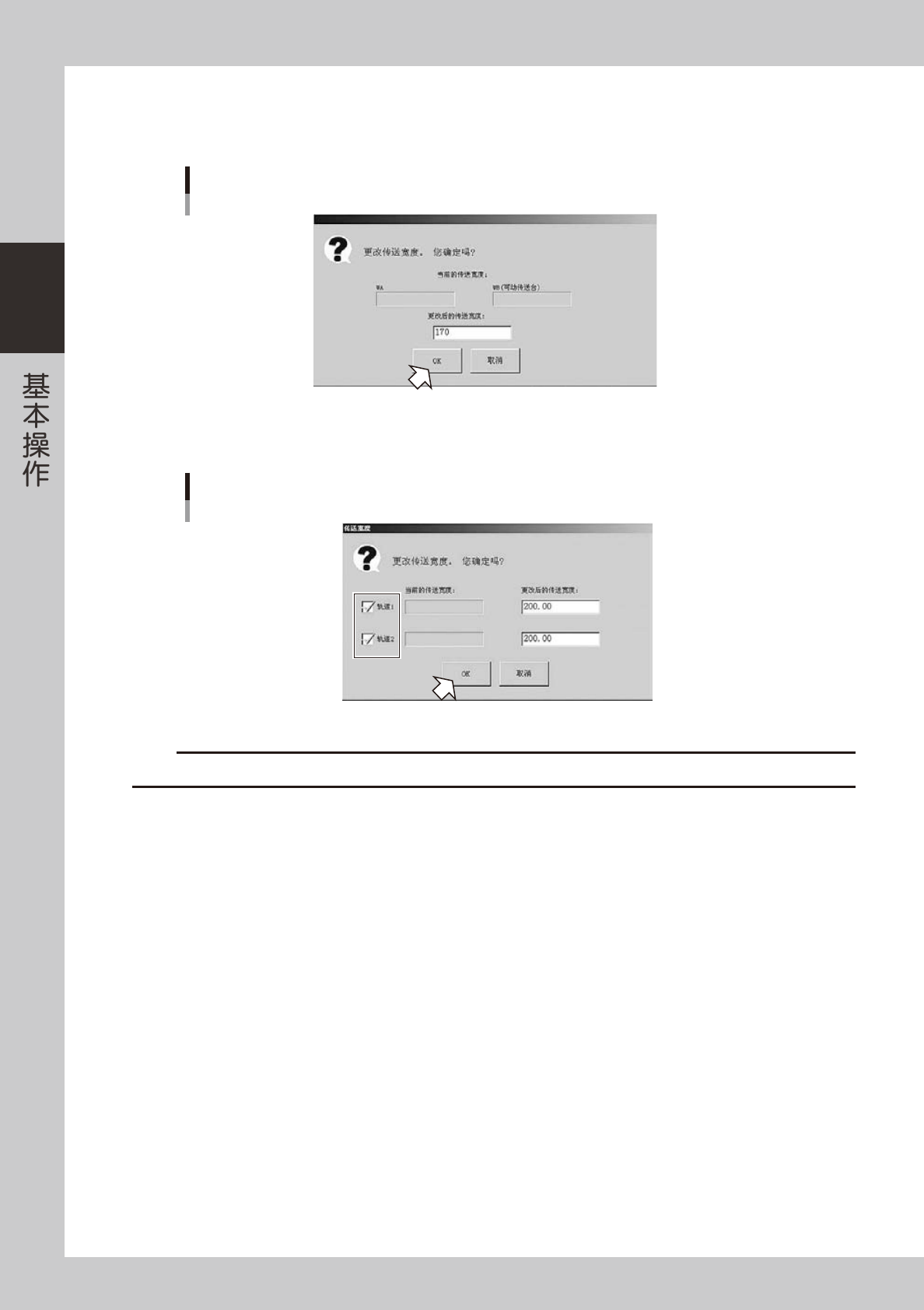
4. [ 传送宽度 ] 按钮
将传送宽度设置为与生产基板相同的宽度。
按 [ 传送宽度 ] 按钮,显示更改传送宽度的对话框,确认传送宽度后按 [OK] 按钮。传送宽度变为指定的宽度。
「传送宽度」画面
以双段传送台为例
26205-L4-10
双轨贴片机,可以分别指定想要调节的轨道的传送宽度。
只使用其中 1 条轨道时,删除不使用的轨道选择框中的勾号后,在想要调节的轨道输入框中输入数值。
「传送宽度」画面
以双轨为例
26234-L4-00
c
注意
调节传送宽度时,必须注意避免传送轨与其它传送装置组件、顶针等发生碰撞。