AX中文操作手册 - 第23页
4022 593 50071 操作手册 05.01 AX 系列 23 一般机器信息 2.6.2 在 FCM-II 料车上处理供料器 A. 检查供料器和料车上的供料器接口表面是否清洁,没有 元件,并且没有任何机械损伤。 B. 将供料器置于所需供料器栈位上方的水平位置。使用 1 到 44 进行编号。 降低供料器,使导杆 (1) 进入槽孔。 拉动手柄 (2) ,将两个定位针滑入 (3) 孔中 (4) ,直到卡 杆 (5) 锁到料车的锁定轴上。…
4022 593 50071 操作手册
05.01 AX 系列 22
一般机器信息
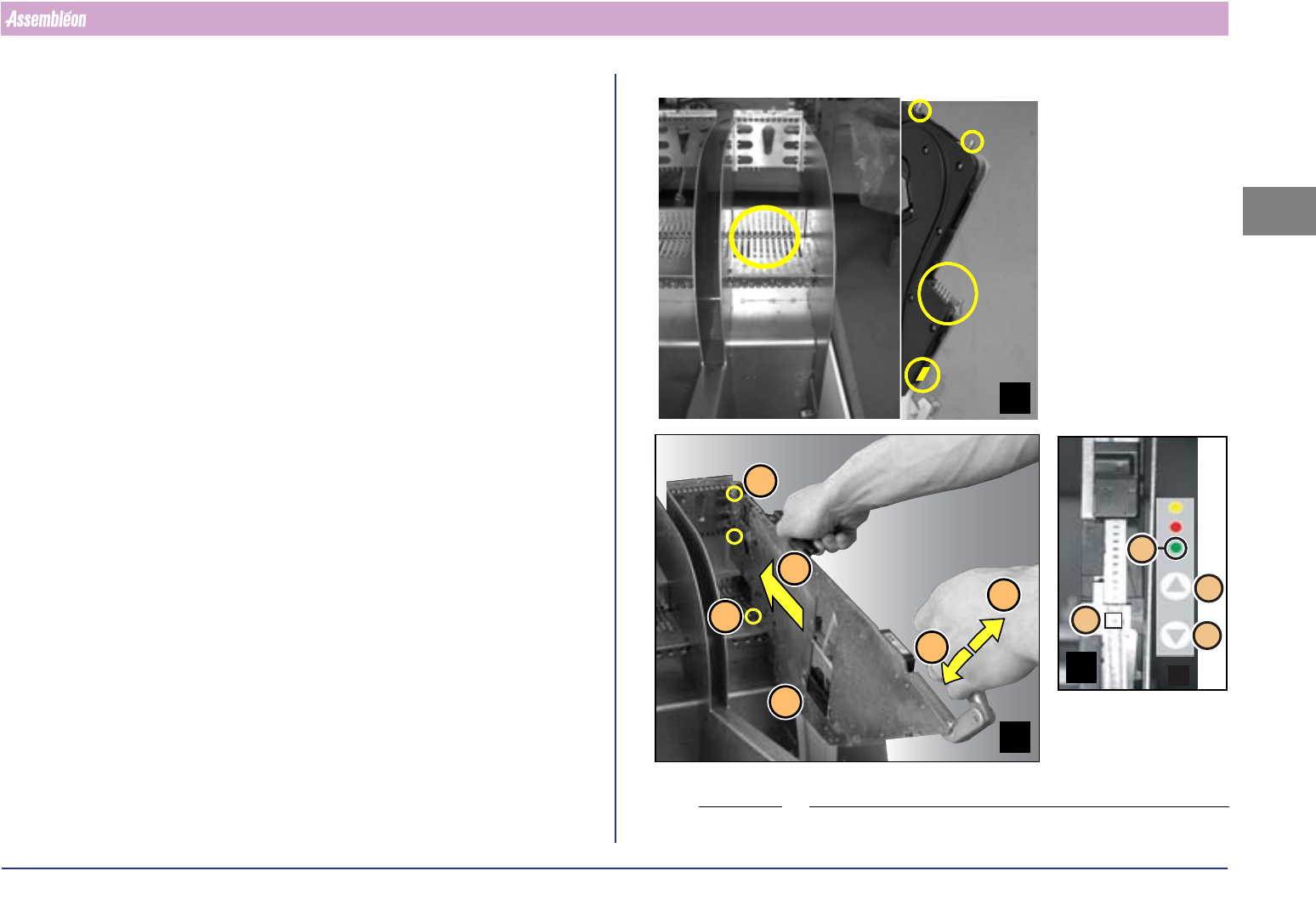
2.6 处理供料器
2.6.1 在 A 系列料车上处理供料器
A. 检查供料器和料车上的供料器接口表面是否清洁,没有
元件,并且没有任何机械损伤。
B. 检查供料器上的料带是否直接在供料器下切割。
C. 检查顶部银箔切割后是否至少低于供料器 100 mm。
D. 将供料器的顶部导杆置于所需的供料器栈位 (1)。使用 1
到 27 进行编号。
拉动手柄 (2),使供料器保持平直并将两个定位针滑入
(3) 孔中 (4),直到卡杆 (5) 锁到料车的锁定轴上。
E. 如果供料器正确装入供料器料车,绿色的 LED 指示灯
(1) 会闪烁大约 3 秒,之后,该指示灯会一直亮起。
(使用按钮 3 或 4)检查 / 纠正第一个元件的贴片位置
(2)。
■ 按相反顺序即可卸下供料器。
图 21 在 A 系列料车上处理供料器
>100 mm
A
1
4
2
3
5
D
1
3
4
2
B
D
E
C
4022 593 50071 操作手册
05.01 AX 系列 23
一般机器信息
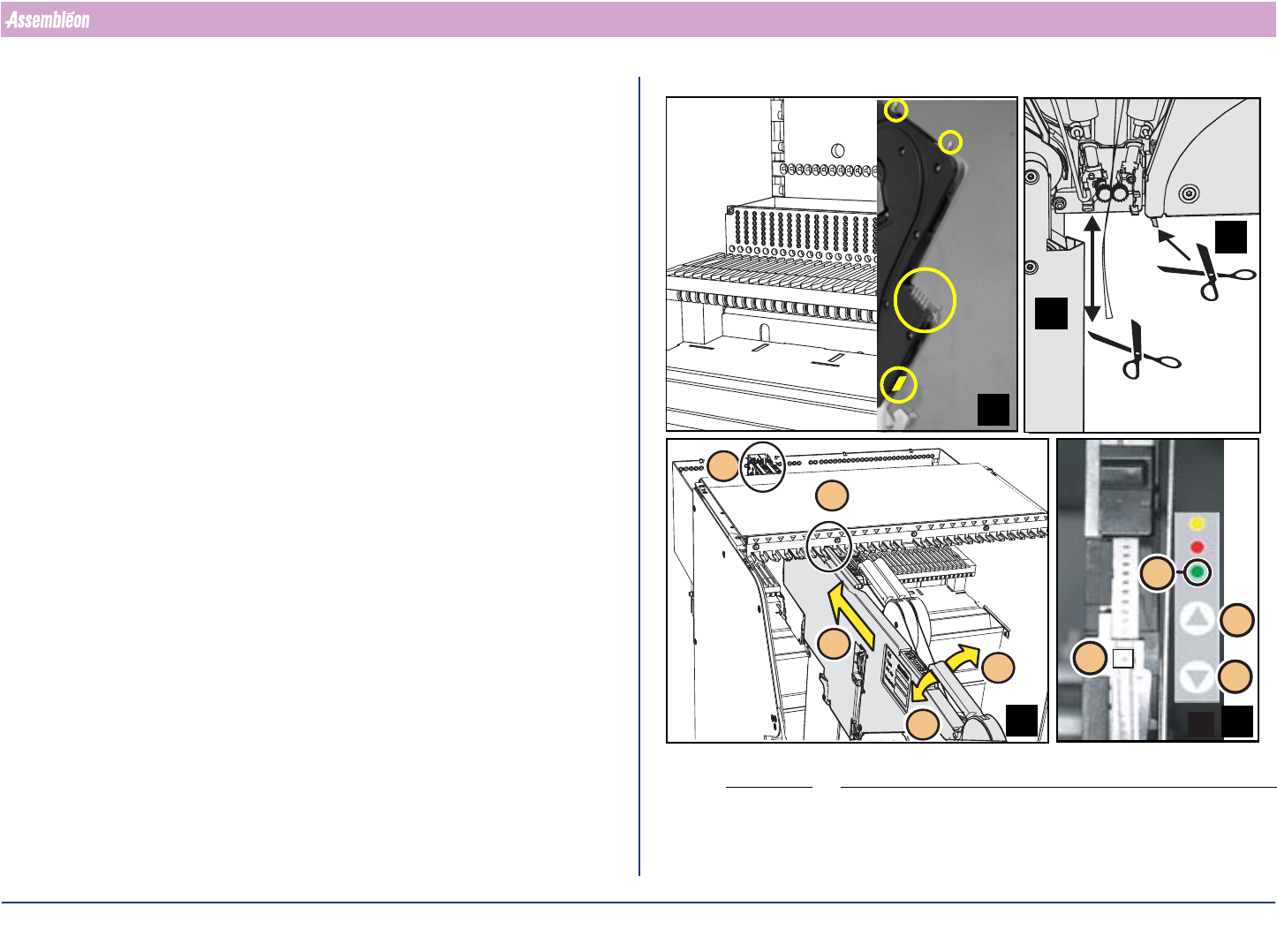
2.6.2 在 FCM-II 料车上处理供料器
A. 检查供料器和料车上的供料器接口表面是否清洁,没有
元件,并且没有任何机械损伤。
B. 将供料器置于所需供料器栈位上方的水平位置。使用 1
到 44 进行编号。
降低供料器,使导杆 (1) 进入槽孔。
拉动手柄 (2),将两个定位针滑入 (3) 孔中 (4),直到卡
杆 (5) 锁到料车的锁定轴上。
确保供料器笔直插入,并且与供料器杆的槽口平行。
C. 如果供料器正确装入供料器料车,绿色的 LED 指示灯
(1) 会闪烁大约 3 秒,之后,该指示灯会一直亮起。
(使用按钮 3 或 4)检查 / 纠正第一个元件的贴片位置
(2)。
■ 按相反顺序即可卸下供料器。
图 22 处理供料器
4
1
5
5
2
3
D
1
3
4
2
C
A
B
2
4022 593 50071 操作手册
05.01 AX 系列 24
一般机器信息
2.7 图形用户界面
机器通过触摸屏进行操作。敲击触摸屏可以激活所需的功
能。不需要使用键盘。触摸屏下面的机台中的键盘仅在维
修时使用。
2.7.1 约定
图 23 触摸屏
激活触摸屏上的按钮在本手册中用圆指示。如果必须激活
多个按钮,则按编号显示按钮序列。
2
3
1
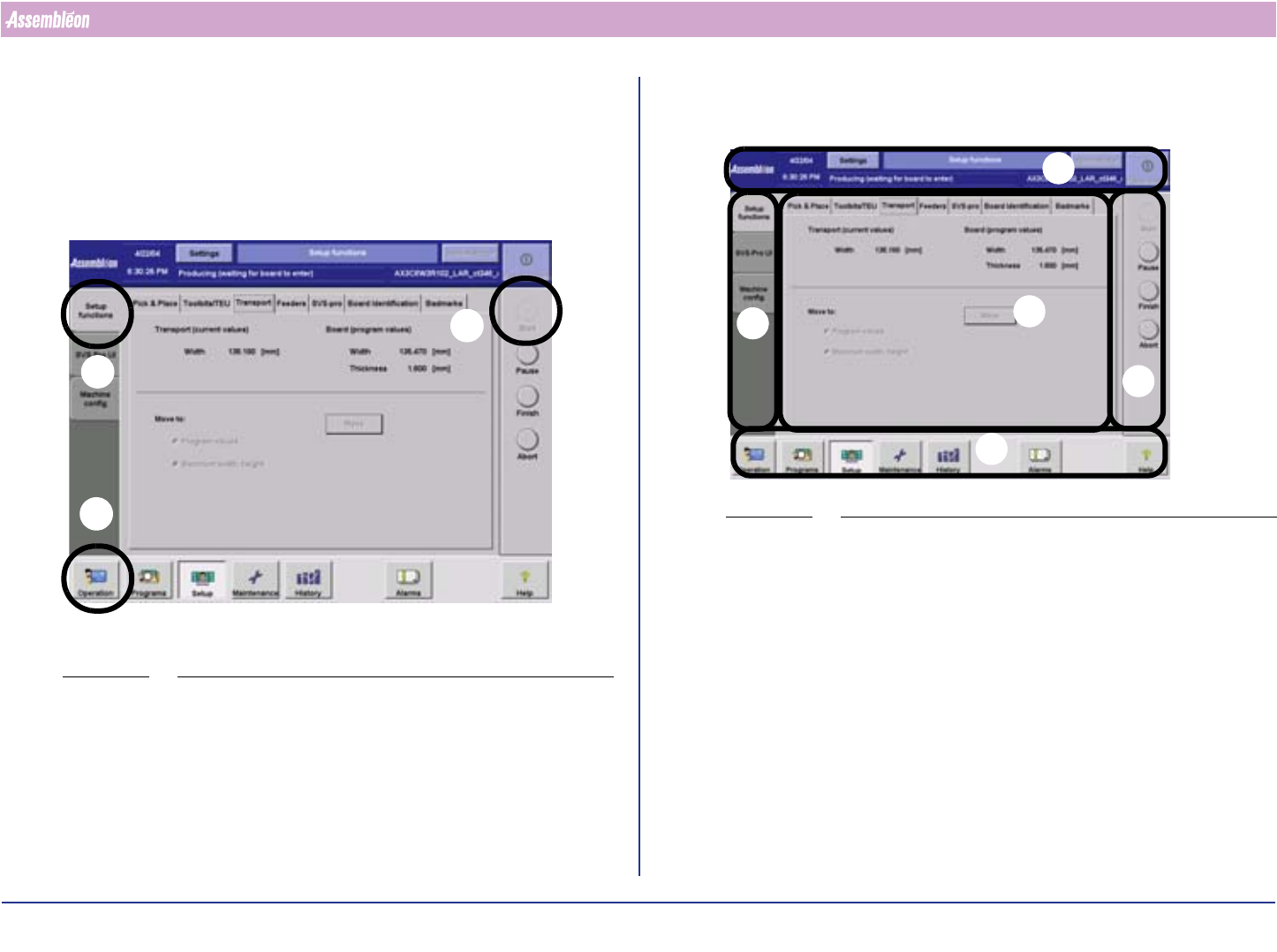
2.7.2 触摸屏布局
屏幕分为以下面板:
图 24 触摸屏,布局
a) 标题面板:
显示系统的一般信息。
b) 命令面板:
包含开始或停止生产时使用的主要按钮。
c) 导航面板:
用于在图形用户界面不同的功能环境之间切换。
d)子导航面板:
用于在一个功能环境中不同的信息面板之间切换。
e) 信息面板:
显示属于所选功能的所有信息。
B
D
E
C
A