AX中文操作手册 - 第44页
4022 593 50071 操作手册 05.01 AX 系列 44 生产 9.2.3 监视和改进机器性能 图 48 监 视和改进机器性能 要监视和改进性能,请选择选项卡 (1) 。有关详细信息,请 参见以下步骤。 9.2.3.1 “取件和对中” “取件和对中” ,指明在哪些位置进行改进。 改进所示的 “料车 - 供料器 - 通道”组合,在机器级别上实 现最大程度的 PPM 改进。 显示改进模式: 1. 选择 “历史记录” 2. 选择 …
4022 593 50071 操作手册
05.01 AX 系列 44
生产
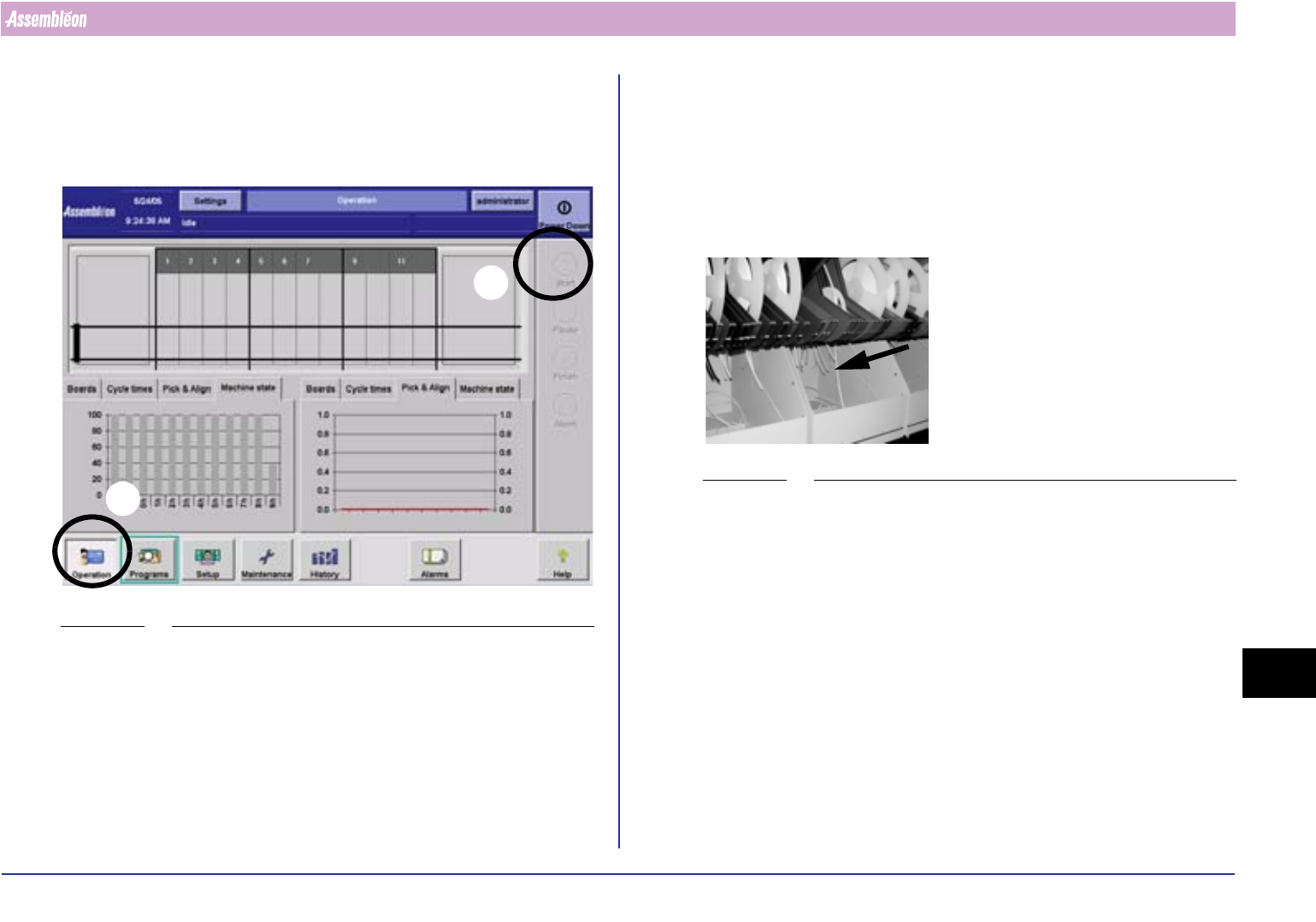
9.2.3 监视和改进机器性能
图 48 监视和改进机器性能
要监视和改进性能,请选择选项卡 (1)。有关详细信息,请
参见以下步骤。
9.2.3.1 “取件和对中”
“取件和对中”,指明在哪些位置进行改进。
改进所示的 “料车 - 供料器 - 通道”组合,在机器级别上实
现最大程度的 PPM 改进。
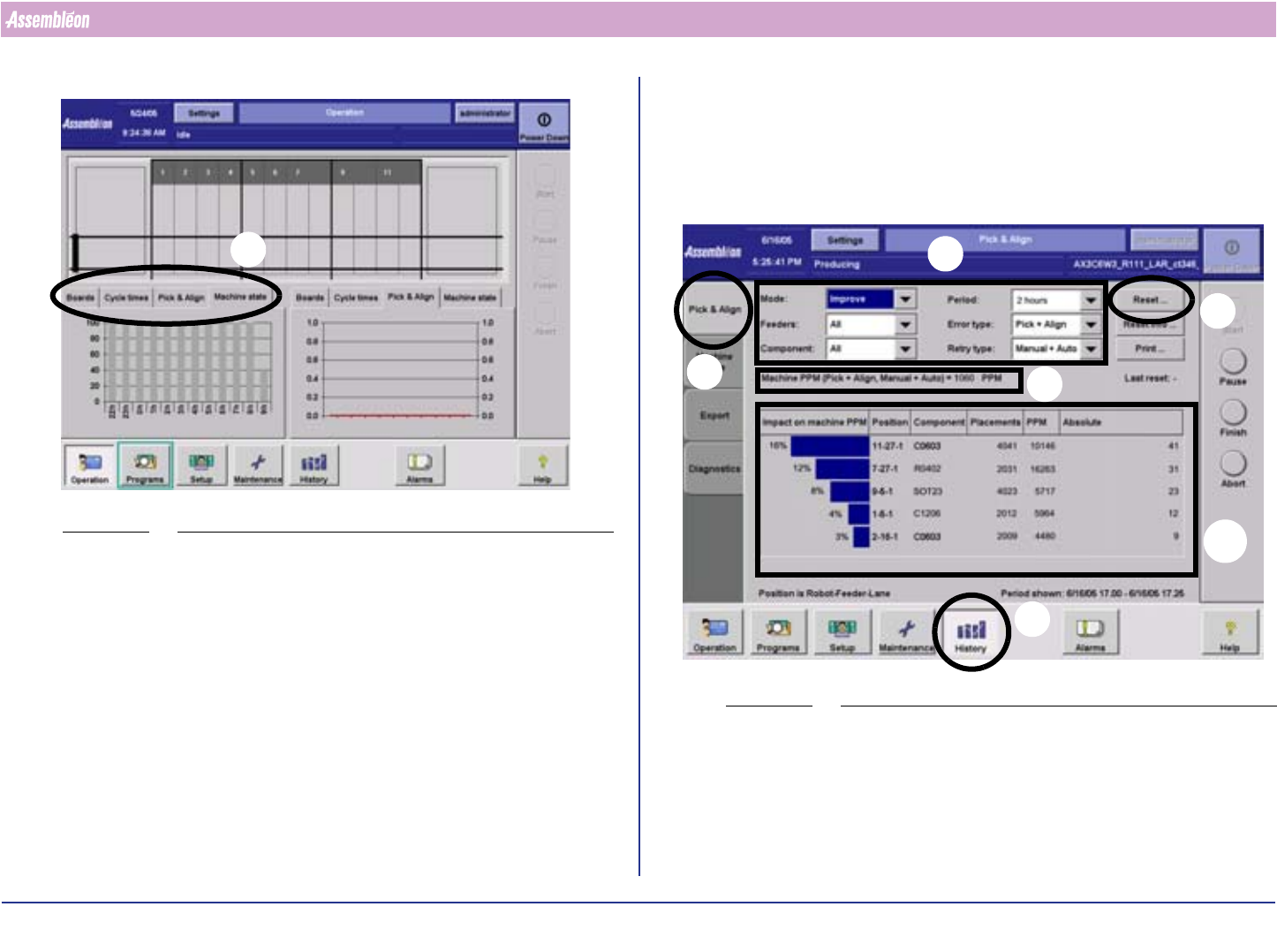
显示改进模式:
1. 选择 “历史记录”
2. 选择 “取件和对中”
3. 设置参数:
• “改进”模式
1
• “所有”供料器
• “所有”元件
• “2 小时”时段
• “取件 + 对中”错误类型
• “手动 + 自动”重试类型
图 49
4. 监控机器 PPM 级别:是否高于规格?
a) 否:不执行任何操作 (执行操作后 PPM 级别可能变
差)。
b) 是:改进所显示的百分比最高的 “贴片模组 - 供料器 -
通道”组合。
1
2
4
5
3
4b
4022 593 50071 操作手册
05.01 AX 系列 45
生产
5. 执行改进后:选择 “重置”。
输入改进操作的说明 (选择 “重置信息 ...”后可以查
看)。
30 分钟后,从步骤 1 重新开始。
9.2.3.2 “基板”
“基板”,提供与传送器上有基板的所有正在运行、中止和
离开的程序有关的特定生产信息。还为每个贴片程序提供
所有好基板、可疑基板、不完整基板和跳过的基板的数目。
按钮 “重置”仅重置此屏幕的基板计数。
9.2.3.3 “循环时间”
“循环时间”,指明基板的循环时间:
■ “最佳”指明机器在生产或发生错误时,两次传送回退
之间的最短时间。切换之后此值设为零。
■ “平均”指明当前批次所有循环时间的平均时间 (机器
在生产或发生错误时两次传送回退之间的平均时间)。
切换之后此值设为零。
■ 按钮 “重置”仅重置此屏幕的基板计数。
9.2.3.4 “机器状态”
“机器状态”指明机器的状态。与 “历史纪录 - 机器状态”
屏幕完全一样,用图表显示不同的机器状态 (无安排、未
安排的停机、安排的停机、设置、待机和生产)。
• “贴片和对中”,指明在哪些位置进行改进。
改进所示的 “料车 - 供料器 - 通道”组合,在机器级
别上实现最大程度的 PPM 改进。
如需查看 “改进”模式,请选择 “历史记录 - 贴片和
对中”,然后选择 “改进”模式。
9.3 暂停生产
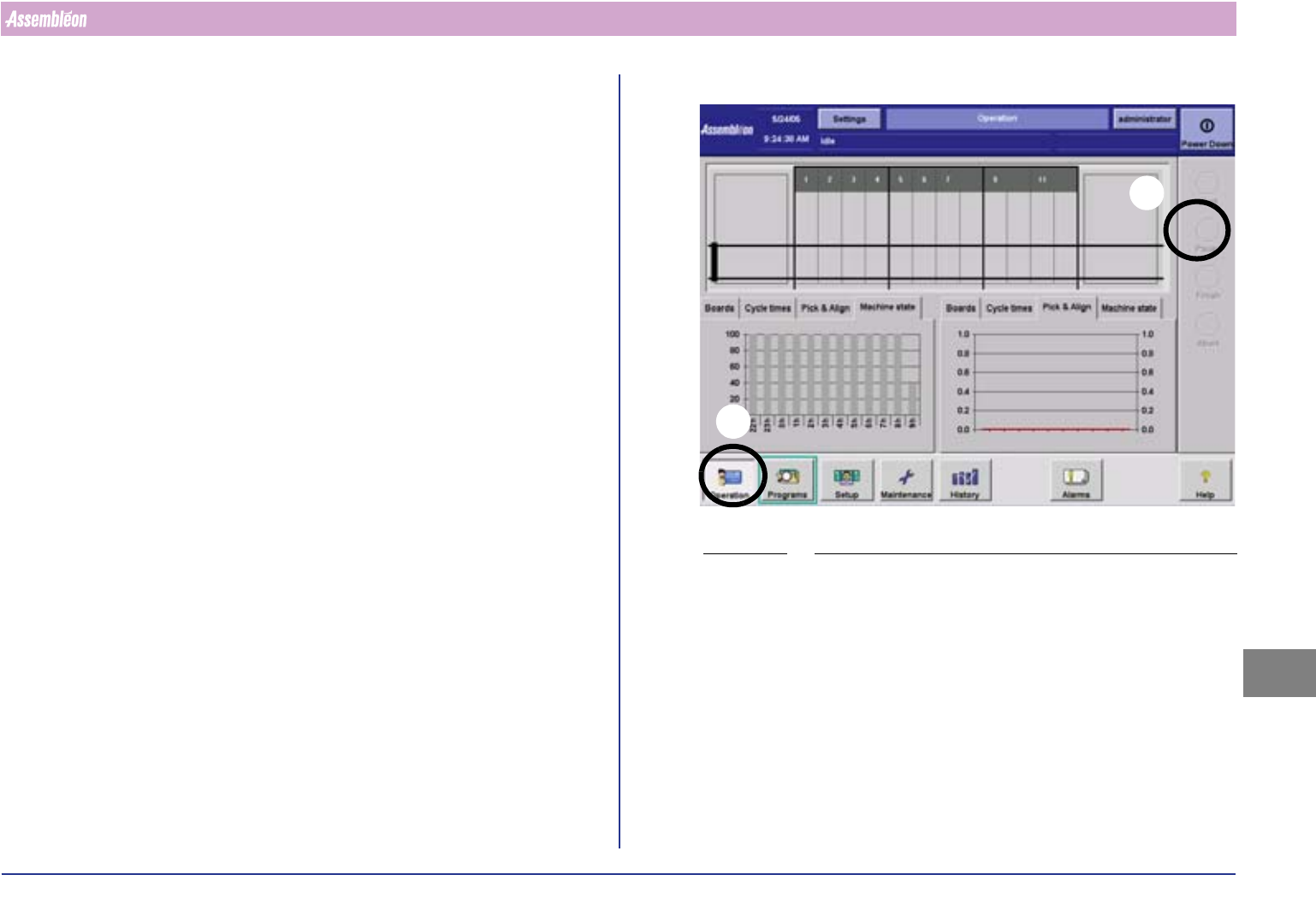
图 50 暂停生产
暂时停止生产:
• 选择 “操作” (1)。
• 选择 “暂停” (2)。
1
2
9