YGOS V2用户操作手册.pdf - 第131页
1-121 1 基 板 程 序 的 生 成 和 编 辑 5 选 择 不 停 机 数 据 扩 展 条 件 。 参考 当机器装备了不停机更换送料器系统(选项装置)时,显示该项目。 如果没有装备该系统,直接进入 Step6。 从 下 拉 式 菜 单 选 择 扩 展 条 件 。 · 不 进 行 不 进 行 不 停 机 数 据 扩 展 作 业 。 如 果 事 先 已 进 行 替 代 扩 展 , 将 已 扩 展 的 数 据 作 为 通 常 的 …
1-120
1
基板程序的生成和编辑
3
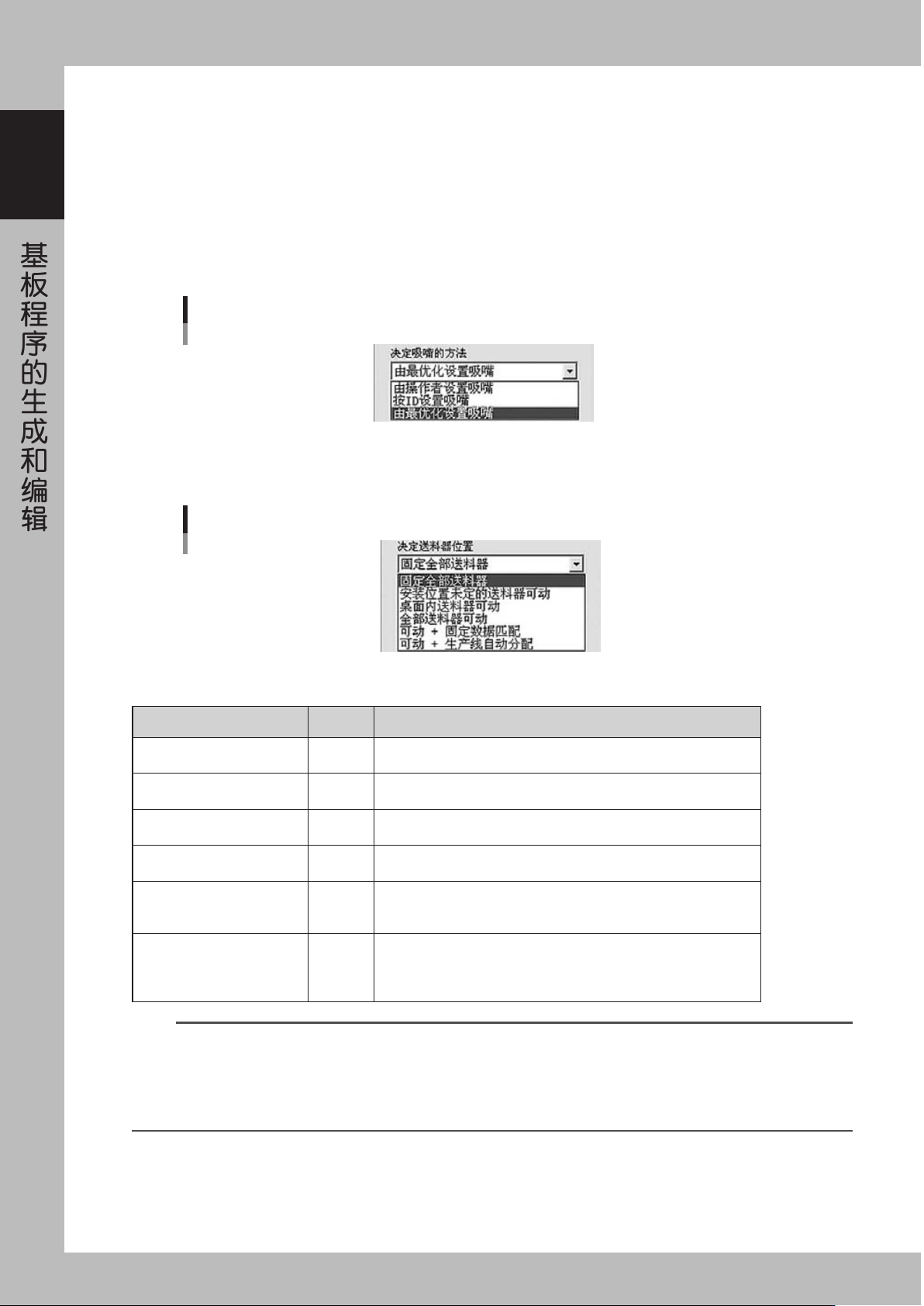
选择「决定吸嘴的方法」。
· 由最优化设置吸嘴
自动设置吸嘴使周期达到最短。
· 由操作者设置吸嘴
如果选择该项目,各贴装头使用的吸嘴可以用手动方式设置。
有关吸嘴的详细设置方法,参阅后述的 Step8 的内容。
· 按 ID 设置吸嘴
对设置为「手动交换吸嘴」的贴装头的吸嘴,仍然使用前次最优化时决定的吸嘴。
决定吸嘴的方法
661B0-X6-00
4
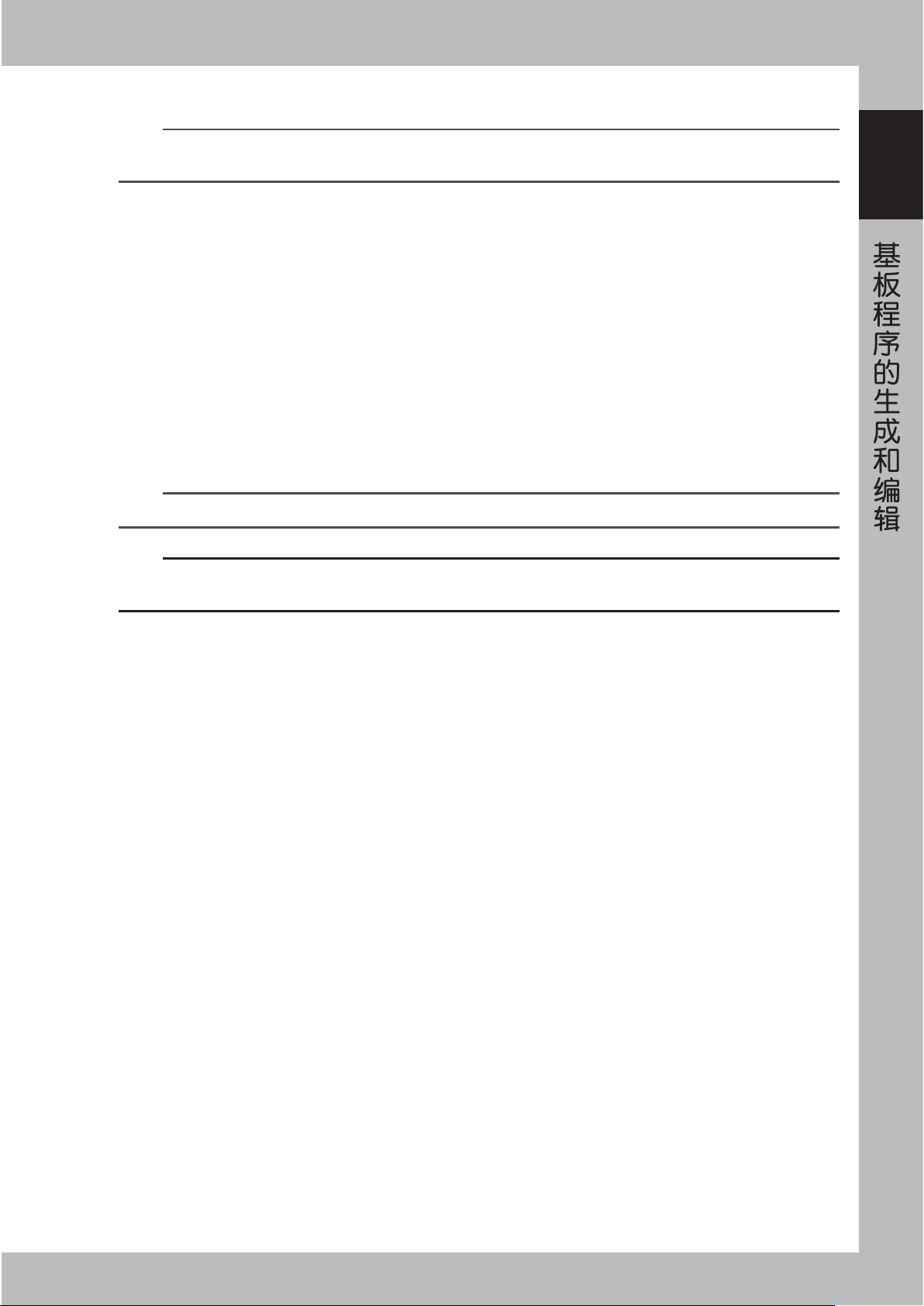
选择「决定送料器位置」的条件。
决定送料器位置
661B1-X6-00
■ 决定送料器位置的条件
设置条件 作业对象 设置内容
固定全部送料器 各机器内
只对元件的贴装顺序和贴装 Head 执行最优化。不进行送料器安装位置的
最优化。
安装位置未定的送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 最优化的同时,将最佳送料器安装号码
分配到元件信息的「送料器安装号码」设置为「0」的数据中。
桌面内送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 最优化的同时,在各送料器桌面内对
送料器安装位置执行最优化。
全部送料器可动 各机器内
执行元件的贴装顺序和贴装 Head 的最优化的同时,在各机器内对送料器
安装位置执行最优化。
可动 + 固定数据匹配
生产线内
各机器内
在生产线内所有机器进行固定数据匹配。
其后,进行元件贴装顺序和贴装 Head 最优化的同时,在各机器内对送料器
安装位置执行最优化。
可动 + 生产线自动分配
(选项装置)
生产线内
在生产线内的所有机器进行固定数据匹配。
在生产线所有机器之间进行元件的分配。
其后,进行元件贴装顺序和贴装 Head 最优化的同时,在各机器内对送料器
安装位置执行最优化。
参考
· 固定数据匹配即是在作为固定基板所选的基板中查找同名元件,如果有同名元件则会复制包含安装位置在内的元件信息的功能。
· 如果设置了固定元件,将不根据最优化的设置而是参照固定元件以机器为单位执行固定数据匹配作业。
· 如果设置了固定基板,送料器位置决定条件为「可动 + 固定数据匹配」或「可动 + 生产线自动分配」时 , 生产线内所有机器
参考固定基板来进行固定数据匹配作业。其它的送料器决定位置条件时,在各条件的送料器可动范围内参考固定基板进行固定
数据匹配作业。
1-121
1
基板程序的生成和编辑
5
选择不停机数据扩展条件。
参考
当机器装备了不停机更换送料器系统(选项装置)时,显示该项目。
如果没有装备该系统,直接进入 Step6。
从下拉式菜单选择扩展条件。
· 不进行
不进行不停机数据扩展作业。
如果事先已进行替代扩展,将已扩展的数据作为通常的替代元件,按照送料器位置决定条件进行最优化。
· 替代扩展优先
进行替代扩展的元件不能全部安装在机器的送料器架内的空位时,中断最优化作业。
· 考虑替代扩展
在替代扩展优先的条件下,元件不能全部安装在指定的送料器架内的空位时,对设置了取消替代扩展
元件标志的元件不进行替代扩展,而使元件能全部安装在送料器架内的空位。
· 删除替代数据
替代扩展后的元件数据为没有参照贴装数据的替代元件,它与贴装数据所参照的元件和送料器架不同。
必须删除该替代数据。
参考
如果已经存在替代扩展的数据,进行「替代扩展优先」「考虑替代扩展」的最优化时,先要删除已经替代扩展的数据,再重新扩展。
c
注意
如果用「生产线分配(选项装置)」的设置执行最优化,「考虑替代扩展」将作为「替代扩展优先」执行最优化,没有空间安装的
元件移至其它机器的送料器架内的空位上。
6
选择生产线分配(选项装置)方法。
· 从上位机分配
从生产线上位机开始,按能缩短周期分配元件。
· 从下位机分配
从生产线下位机开始,按能缩短周期分配元件。
· 平均分配
平均分配元件,使各机器的元件个数均等。
7
设置跟踪信息显示项目。
· 全显示
显示全部最优化的状况。
· 只显示结果
只显示最优化的结果。
1-122
1
基板程序的生成和编辑
8
共有条件设置
● 送料器分配方式
· TACT 优先
自动辩别优先生产周期的机器和优先送料器空位的机器后进行送料器的分配。
· 空位优先
始终以送料器空位优先进行送料器的分配。
● 统一基准数据
以最下位机器的基板程序为基准,统一并设置机器间共同使用的数据,如基板尺寸等。
● 执行吸嘴干扰检查
预先估计贴装后的元件与吸嘴相碰撞的可能性后决定贴装顺序。
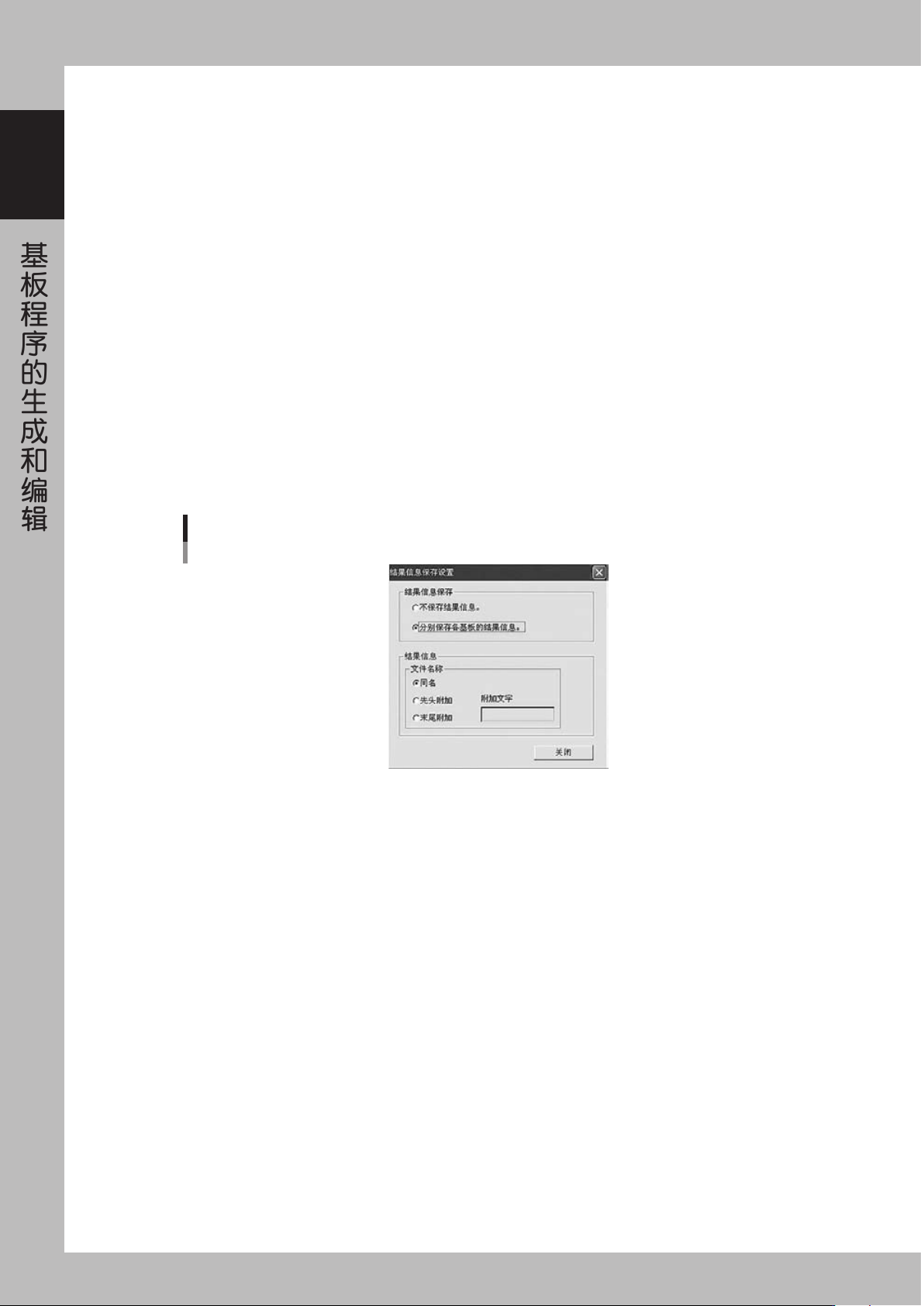
10.3.3 结果信息的保存设置
执行最优化后,可以以基板为单位保存生产周期等结果信息。
通过保存该信息,便可以在最优化完成时查阅最优化的详细信息。
从「维护(M)」菜单选择「结果信息设置(R)」。
显示「结果信息保存设置」画面。
使用该功能时,必须选中「分别保存各基板的结果信息」的单选按钮。
结果信息保存设置
661B2-X6-00