YGOS V2用户操作手册.pdf - 第160页
2-14 2 印 刷 程 序 的 生 成 3 . 1 网 板 数 据 的 详 细 设 置 点 击 「 印 刷 」 - 「 网 板 」 画 面 的 [ 详 细 设 置 ] 按 钮 , 显 示 设 置 「 网 板 检 查 坐 标 」 画 面 。 可 以 预 先 输 入 要 在 锡 膏 印 刷 后 进 行 目 测 检 查 的 网 板 坐 标 。 设 置 该 功 能 的 「 使 用 」 「 不 使 用 」 或 者 使 用 情 况 时 的 目…
2-13
2
印刷程序的生成
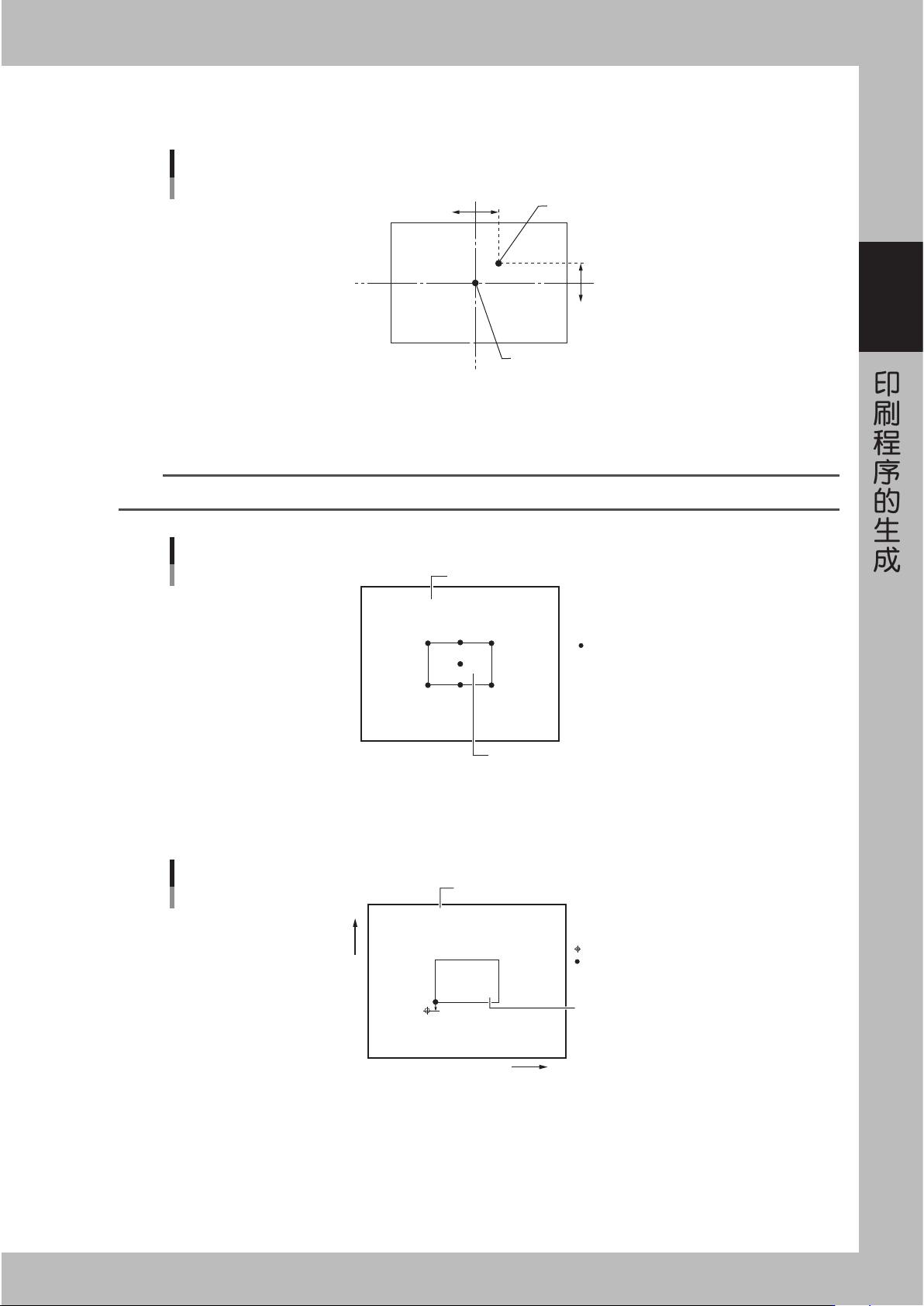
D、E:制版基准偏移量 X、Y(mm)
网板的制版基准大大偏移了网板「中央」「前侧」「内侧」的基准位置而不能识别标记时,需设置该偏移量。
制版基准偏移量X、Y
以制版基准「中央」为例
网板中央
X-
X+
-Y
+Y
制版基准
65208-X6-00
F: 网板基准位置
以所设置的制版基准 · 制版基准偏移量的位置为基准,选择将基板某个位置开始的坐标设置为网板坐标。可从下图所示
「基板中央」「基板正前方」「基板正后方」「基板左前方」「基板右前方」「基板左后方」「基板右后方」中选择。
参考
网板上设置的坐标有「网板原点 XY」「网板基准标记」「网板检查坐标」。
网板基准位置
网板基准位置
基板
网板边框
65209-X6-00
G、H:网板原点 X、Y(mm)
网板基准标记坐标轴的原点与网板基准位置不一致时,设置网板基准位置开始的偏移量。
网板原点
网板原点
网板基准位置
网板基准位置设置为「基板左前方」
基板
网板边框
+Y
-Y
+X
-X
65210-X6-00
I: 网板吸附
从网板下方吸附网板,使网板底面紧密附着在传送轨道后再实施印刷时,将网板吸附设置为「使用」。如无需要则设置为
「不使用」。
使用网板吸附有以下效果:
· 消除刮刀 1 和刮刀 2 在 Y 方向的印刷偏移。
· 提高基板与网板之间的紧密度。
2-14
2
印刷程序的生成
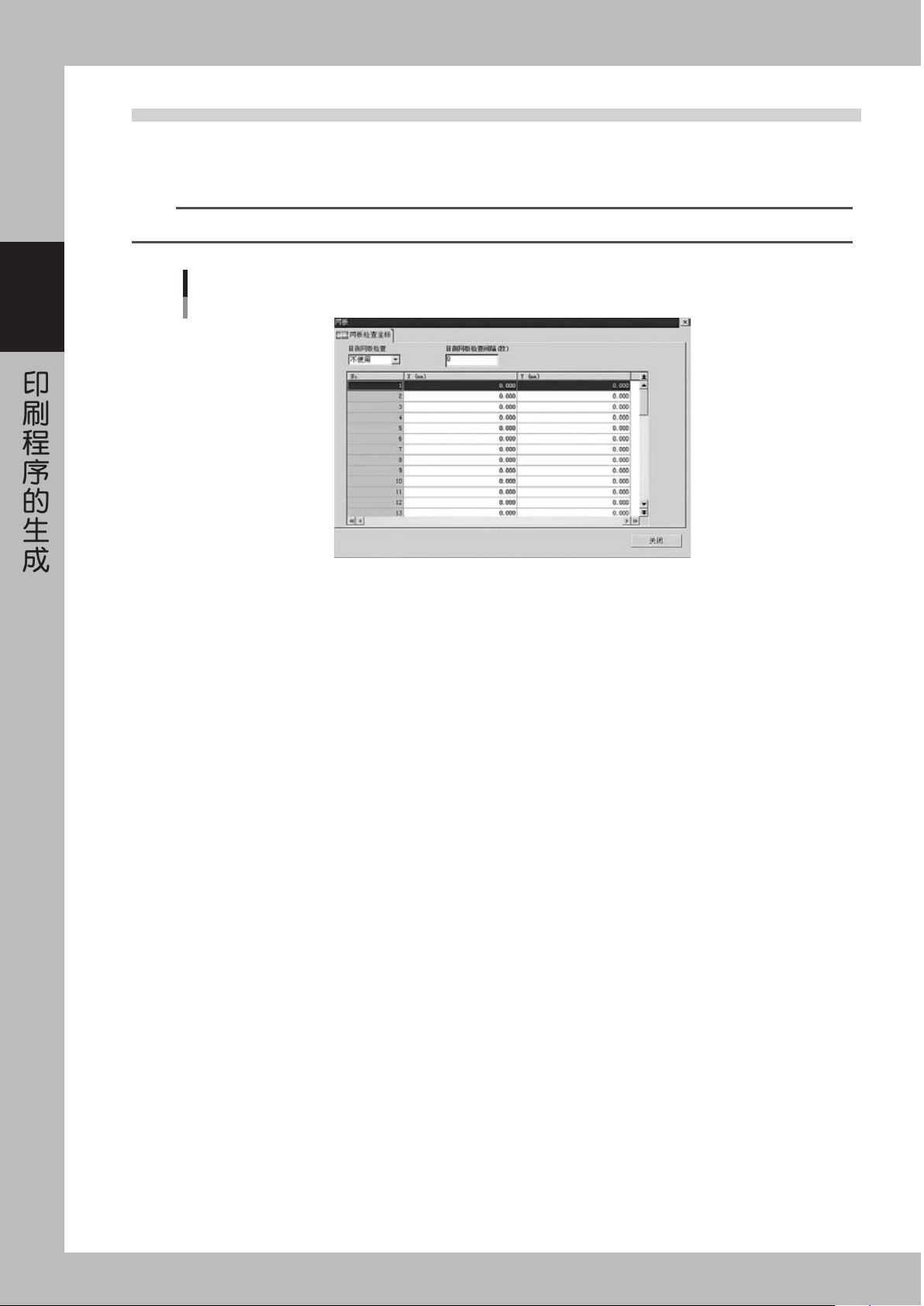
3.1 网板数据的详细设置
点击「印刷」-「网板」画面的[详细设置]按钮,显示设置「网板检查坐标」画面。可以预先输入要在锡膏
印刷后进行目测检查的网板坐标。
设置该功能的「使用」「不使用」或者使用情况时的目测网板检查间隔的基板枚数。
参考
打开「印刷」-「网板」画面,点击工具栏的[详细]按钮也可以进行相同操作。
「网板检查坐标」画面
66211-X6-00
2-15
2
印刷程序的生成
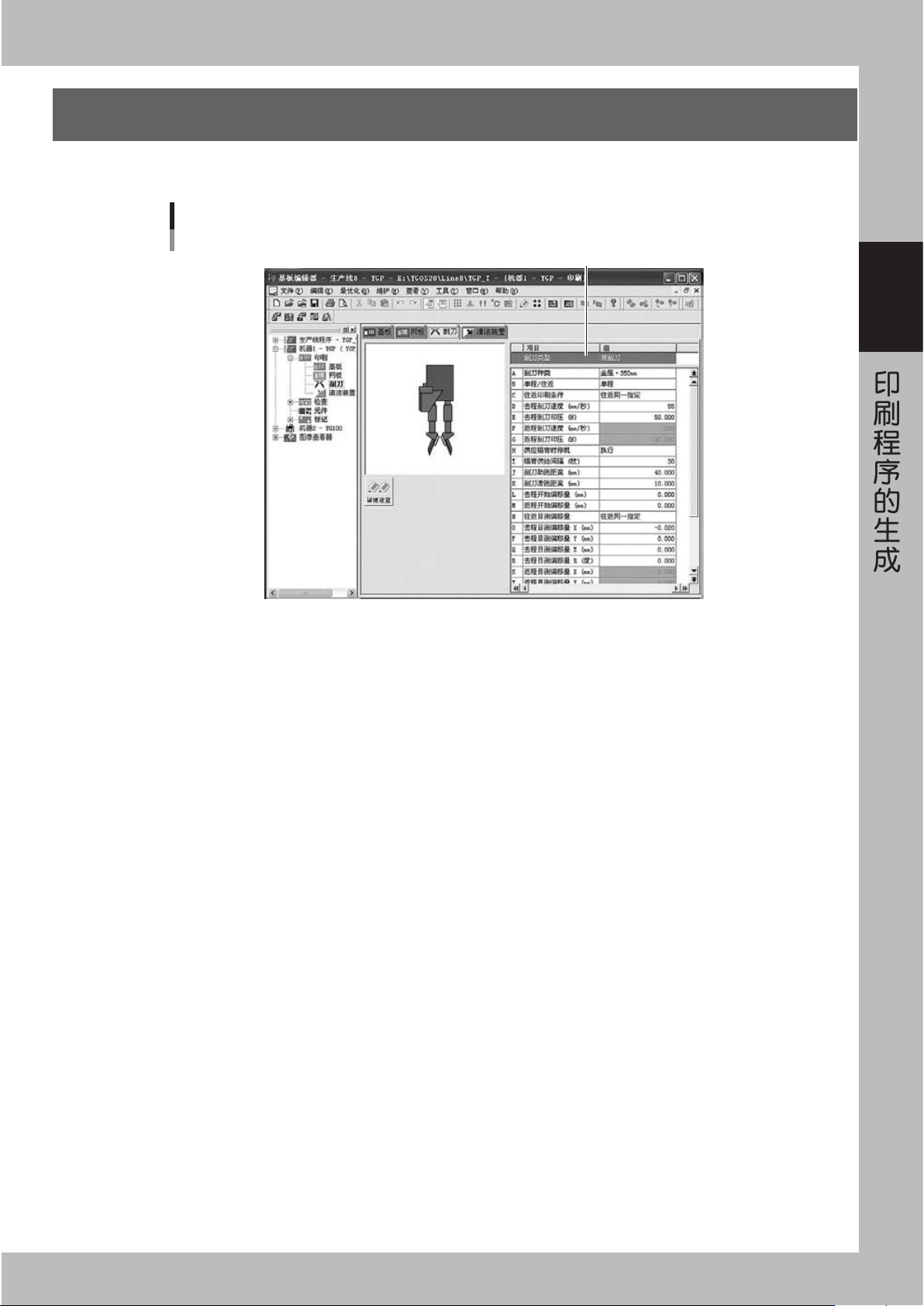
4.刮刀数据的设置
在「刮刀」画面确认和编辑下列设置项目。
「印刷」-「刮刀」画面
1
66212-X6-00
1. 刮刀类型
标准印刷机选择「双刮刀」。配备了选项装置的封闭型 Head 的印刷机,可以选择「封闭型」。(如果选择「封闭型」,不需
设置的参数都呈灰色。)
A: 刮刀种类
「刮刀类型」设置为「双刮刀」时,需指定其种类和尺寸。(「刮刀类型」设置为「封闭型」时,该参数不显示。)
B: 单程/往返
选择「单程」印刷或「往返」印刷。
C: 往返印刷条件
印刷条件指定为「往返同一指定」或「往返分别指定」。指定为「往返同一指定」,表示双程都使用「去程刮刀速度」「去程
刮刀印压」的设置值,而「返程刮刀速度」「返程刮刀印压」无效。
D、F:去程刮刀速度 (mm/ 秒 )、返程刮刀速度 (mm/ 秒 )
设置去程和返程刮刀的印刷移动速度。根据网板上锡膏搅拌状态设置最佳速度,速度太快引起搅拌不均匀,是导致网板底部
溢入锡膏的原因。
E、G:去程刮刀印压 (N)、返程刮刀印压 (N)
设置锡膏印刷时去程和返程刮刀的负载。根据网板上锡膏搅拌状态,设置最佳印压。
只要锡膏能搅拌均匀,可以将印压设置得略低。如果刮刀速度较快,可以相应的增大印压的设置值。
H: 供应锡膏时停机
供应锡膏需要停止运行时设置为「执行」,不需停止运行时设置为「不执行」。
I: 锡膏供给间隔(枚)
设置印刷几块基板后,补充一次锡膏。一般,以锡膏供给量和印刷使用量为基础设置。