YGOS V2用户操作手册.pdf - 第35页
1-25 1 基 板 程 序 的 生 成 和 编 辑 4 . 7 高 度 校 正 参 数 打 开 树 状 目 录 「 基 板 」 - 「 高 度 校 正 」 ( 或 主 画 面 的 「 高 度 校 正 」 图 标 ) 画 面 。 高 度 校 正 参 数 设 置 利 用 激 光 变 位 器 进 行 高 度 测 量 时 的 坐 标 和 测 量 方 法 。 参考 显示的参数内容随规格不同而各异。 1 2 3 高度校正参数画面 4 66 1…
1-24
1
基板程序的生成和编辑
4. 图样名称
输入坏板标记的名称。(不能在第 1 行和第 2 行输入。)
5. 种类
坏板标记功能的种类由机器指定。(不能变更)
6. X、Y
输入坏板标记的从基板原点开始的 XY 坐标。
7. 标记
输入坏板标记中使用的标记号码(标记信息中登录的标记)。
8. 排序
显示坏板标记识别顺序的设置。
从「工具(T)」菜单的「坏板标记(A)」选择「排序(S)」的设置方法。显示「坏板标记识别排序设置」画面。
c
注意
坏板标记排序功能只限下列条件使用。
· 文件形式必须是 YGX 形式。(Xg 系列不能使用该功能)
· 只有 1 个工作桌面的机器。(YG200、YG200L 不能使用该功能)
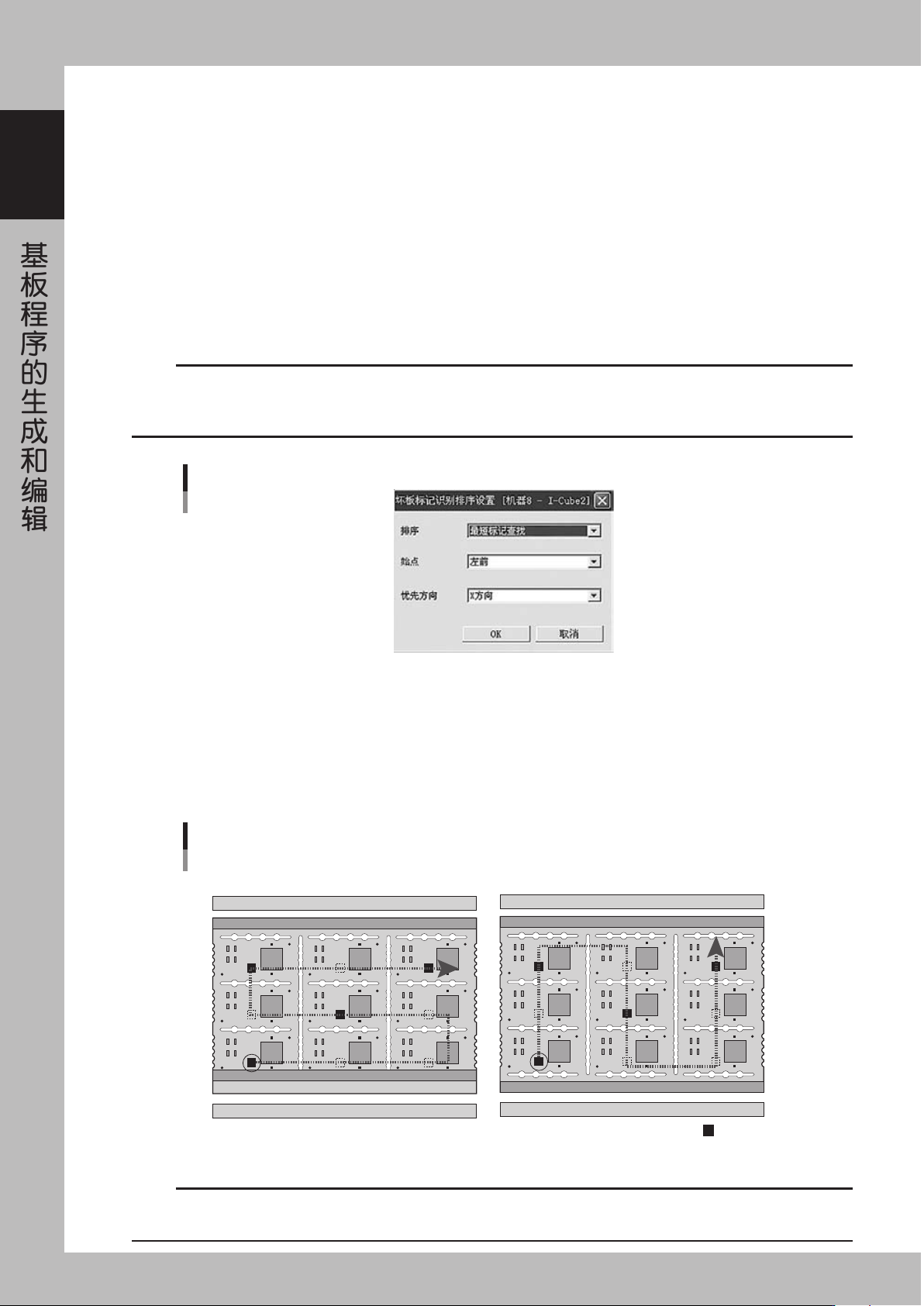
坏板标记识别排序设置
66115-X6-00
·排序
选择「不排序」、「最短标记查找」中的任一项。
·始点
设置最初识别的局部坏板标记。
·优先方向
设置识别基板的方向。
举例说明坏板标记排序设置
将始点设置在左前方
坏板标记
优先方向设置为Y方向优先方向设置为X方向
65115-X6-00
n
要点
即使在坏板标记识别排序设置画面进行了设置,坏板标记画面的显示也不会变化。
但开始生产时,会自动适用在此所设置的坏板标记识别顺序。
1-25
1
基板程序的生成和编辑
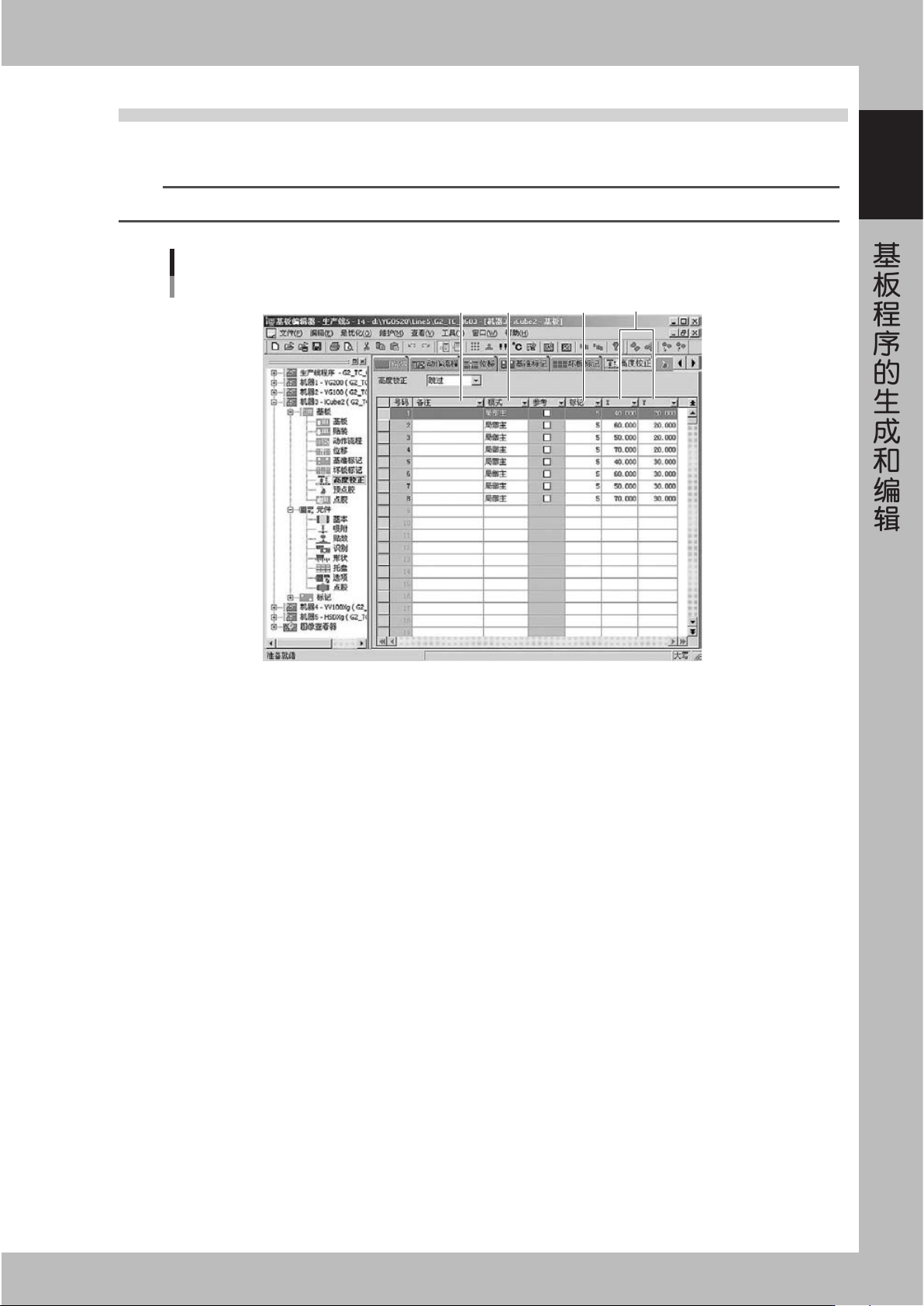
4.7 高度校正参数
打开树状目录「基板」-「高度校正」(或主画面的「高度校正」图标)画面。
高度校正参数设置利用激光变位器进行高度测量时的坐标和测量方法。
参考
显示的参数内容随规格不同而各异。
1 2 3
高度校正参数画面
4
66116-X6-00
1. 备注
用于记录作业内容等。
2. 模式
设置高度测量的方法。高度测量的方法有两种:1 点测量、2 点测量再平均。
·1 点测量时设置为「局部主」。
·2 点测量再平均,需生成两行数据。第 1 行数据设置为「局部主」,第 2 行数据设置为「局部次」。
3. 标记
输入标记参数内用于高度校正而设置的标记号码。
4. X、Y
设置要测量的 X 及 Y 坐标(以 Head1 为基准)。
1-26
1
基板程序的生成和编辑
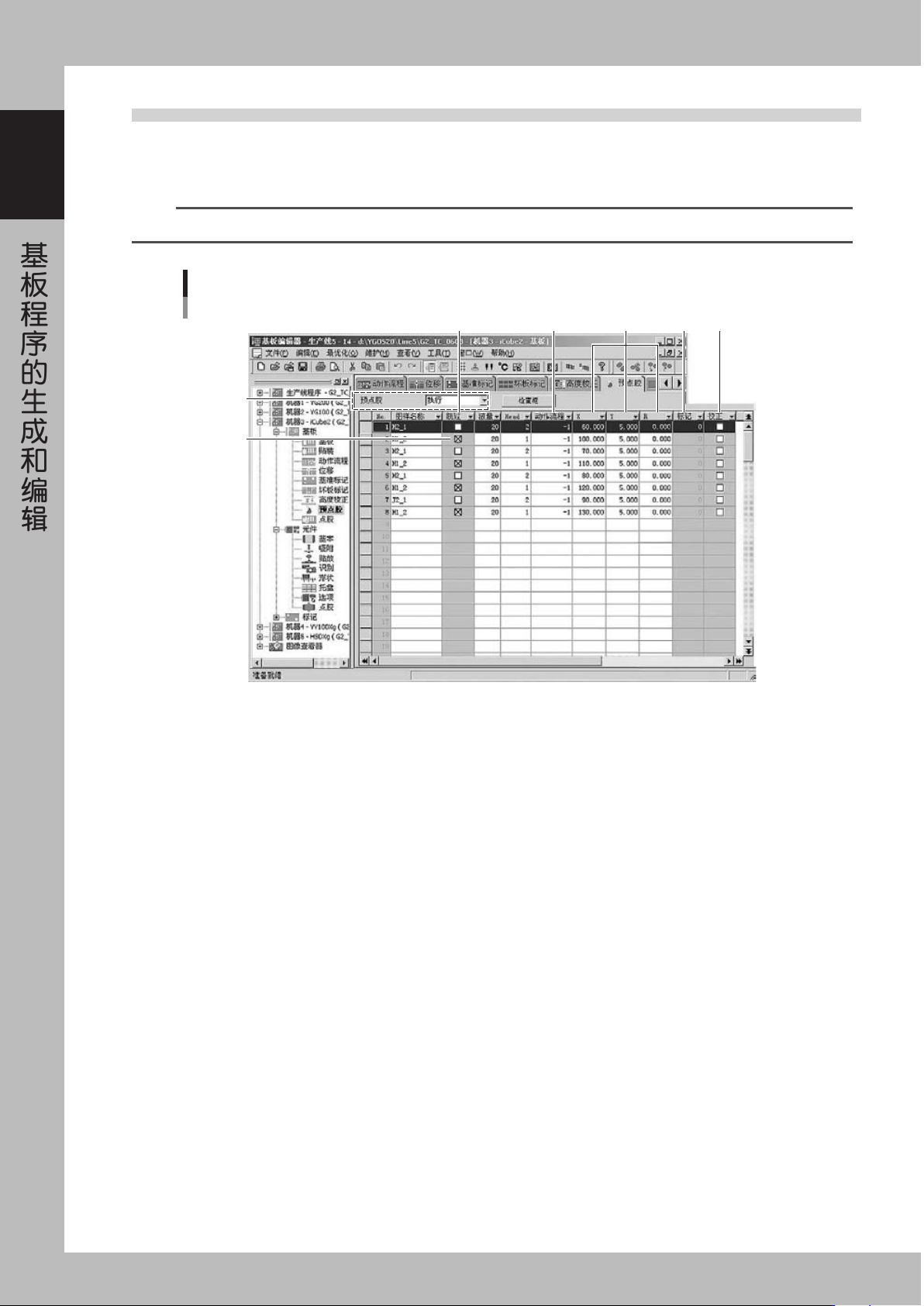
4.8 预点胶参数
打开树状目录「基板」-「预点胶」(或主画面的「预点胶」图标)画面。
为稳定点胶质量,一般在点胶前进行试点胶,这一过程又称为预点胶。
本节主要介绍确认和设置预点胶参数的方法。
参考
显示的参数内容随规格不同而各异。
3
1
4
5
2
6 7
预点胶参数画面
66117-X6-00
1. 预点胶项目
设置是否执行预点胶。如果从下拉式菜单中选择「打点站上」,便在打点站进行试打点。
2. 跳过
分别设置是否执行预点胶。点击跳过栏,该栏依次显示为「执行」「跳过」「Check」。
如果跳过栏为 [Check] 时,确认以下项目。
·XY: 点胶头移至设置的坐标位置,执行图像识别。
·点胶头: 由指定的点胶头实施点胶作业。
·标记: 设置标记号码。该标记号码用于确认已涂胶点的形状。
3. 液量
设置预点胶的液量。
4. 动作流程
输入该栏的数值,需参考设置了预点胶的液量和点胶头上下动作速度的「点胶流程」。
如输入数值「-1」,机器会自动从点胶嘴类型和液量选择使用最合理的流程。
5. X、Y、R
设定预点胶的坐标,注意避免胶点重叠。
6. 标记
输入用于确认已涂胶点的标记号码。如果跳过项目设置为「Check」,则执行胶点的涂胶状态的确认。
如果不需确认胶点的涂胶状态,设置为「0」。如果跳过项目没有设置为「Check」,则忽略该项目。
7. 校正
用于识别、校正点胶胶点的尺寸。如果选择该确认栏,就会进行校正处理。