YGOS V2用户操作手册.pdf - 第59页
1-49 1 基 板 程 序 的 生 成 和 编 辑 5 . 8 托 盘 参 数 点 击 详 细 画 面 的 「 托 盘 」 图 标 。 n 要点 该参数只有在元件供给形态为「杆式」或「托盘式」时,将送料器类型设置为「多杆式」 、 「宽幅多杆式」 、 「杆式 15mm」 、 「杆式 20mm」或「固定托盘式送料器」 、 「外部托盘交换器」 、 「自动托盘交换器」时才有效。 1 . 将 元 件 供 给 形 态 设 置 为 「 杆 …
1-48
1
基板程序的生成和编辑
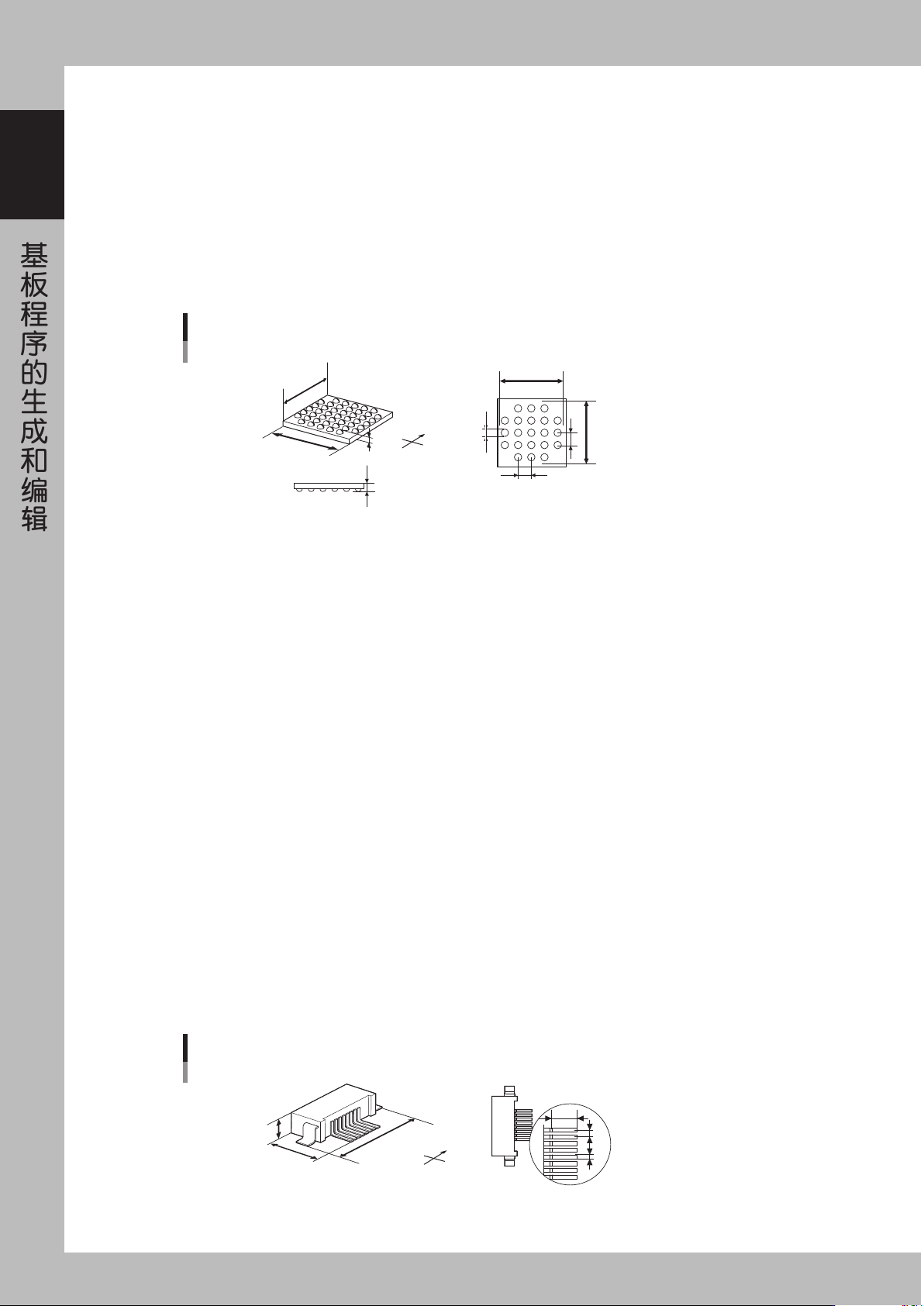
J: BGA 端子间距 N(mm)
输入视窗中 N(North) 处显示的端子间的距离。
K: BGA 端子间距 E(mm)
输入视窗中 E(East) 处显示的端子间的距离。
L: BGA 端子直径 (mm)
输入端子的直径。
M: 2 值化级别校正
如是 BGA 端子元件,元件界限值无效。可由 2 值化级别校正替代。例如,画面上的元件与实际元件相比,白色发亮部分更多
时,输入 ( + ) 值。
俯视图
BGA的形状参数
N
S
E
W
B
C
H
I
J
L
C
K
侧视图
A
A:外形尺寸X
B:外形尺寸Y
C:元件厚度
G:BGA端子总数
H:BGA端子列数N
I:BGA端子列数E
J:BGA端子间距N
K:BGA端子间距E
L:BGA端子直径
65125-X6-00
■接插件 E
A、B:外形尺寸 X、Y(mm)
输入用游标卡尺、千分尺等测得的包括引脚在内的外形尺寸的准确数值 (mm)。
C: 外形尺寸 元件厚度
输入用游标卡尺、千分尺等测得的准确数值 (mm)。
D 〜 F:元件中心歪斜量
要校正相对元件中心的引脚位置时输入。
G: 检出线位置
设置从引脚前端到内侧的哪个位置为检测引脚的检出线。
H: 检出线宽度
指定引脚检出线的宽度。引脚长度为 0.0 〜 0.3mm 的元件设置为「1 〜 2」,0.3 以上的元件设置为「2 〜 3」,一般使用初始值。
I: 引脚根数 E
输入单边中存在的引脚根数。
J: 引脚间距 E(mm)
准确输入引脚间的距离。
K: 引脚宽度 E(mm)
准确输入引脚的宽度。
L: 反射引脚长度 E(mm)
输入识别时发亮部分引脚的长度。
A:外形尺寸X
B:外形尺寸Y
C:元件厚度
J:引脚间距
K:引脚宽度
L:反射引脚长
接插件E的形状参数
俯视图
S
N
W
E
B
C
A
L
J
K
65126-X6-00
1-49
1
基板程序的生成和编辑
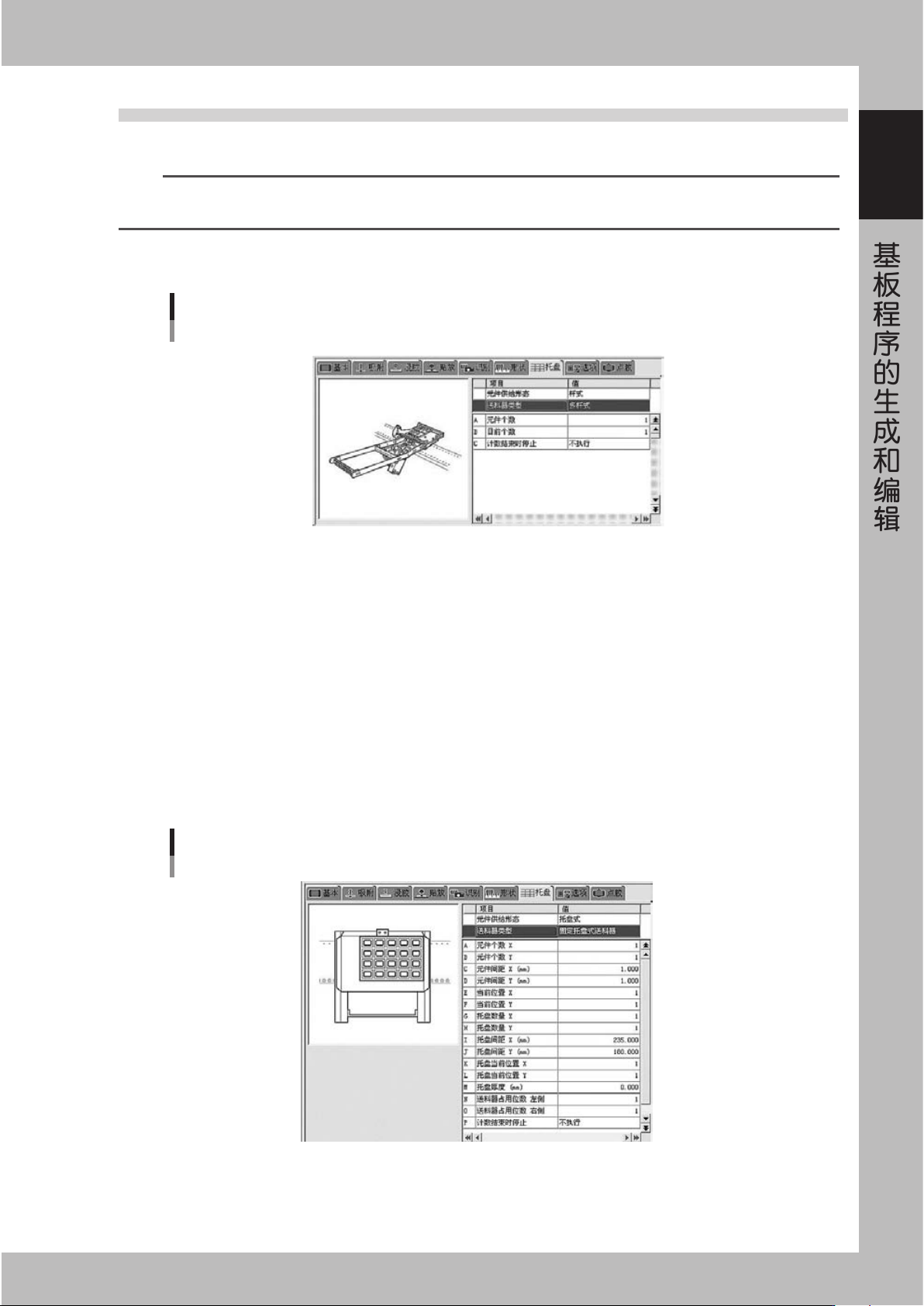
5.8 托盘参数
点击详细画面的「托盘」图标。
n
要点
该参数只有在元件供给形态为「杆式」或「托盘式」时,将送料器类型设置为「多杆式」、「宽幅多杆式」、「杆式 15mm」、「杆式
20mm」或「固定托盘式送料器」、「外部托盘交换器」、「自动托盘交换器」时才有效。
1. 将元件供给形态设置为「杆式」
托盘参数
杆式
66130-X6-00
A: 元件个数
输入一根料杆上存在的元件个数。
B: 当前个数
显示当前料杆已使用的元件个数。直接使用初始值。
C: 计数结束时停止
如设置为「执行」,从该料杆所取的元件达到「元件个数」中设置的数量后,机器便自动停止运行。
一般设置为「不执行」。
2. 将元件供给形态设置为「托盘式」
●设置为固定托盘式送料器后的参数
托盘参数
固定托盘式送料器
66131-X6-00
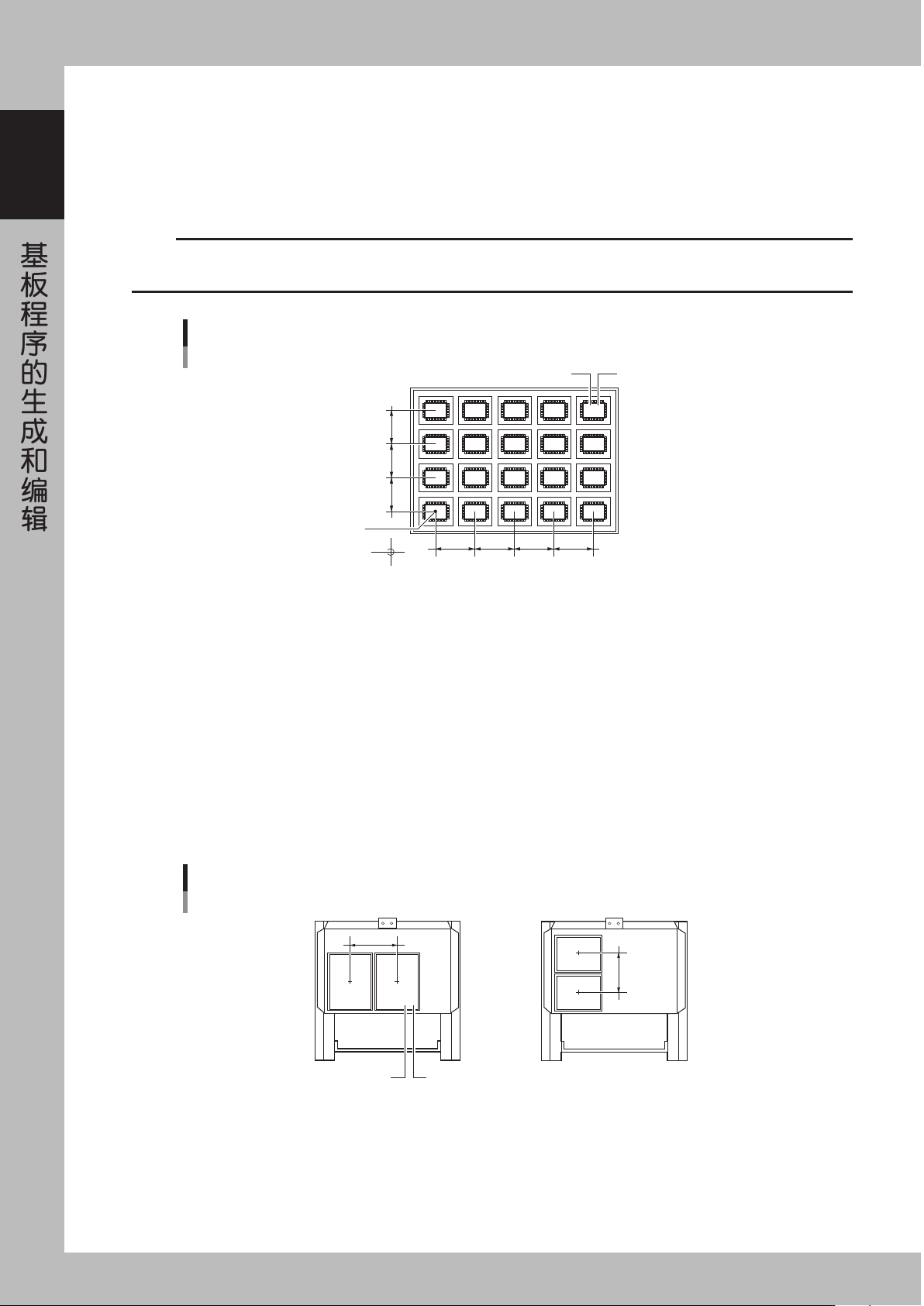
A、B:元件个数 X、Y
设置托盘的 X、Y 方向各存在的元件个数。如图所示 , 托盘的元件个数 X 为「5」、元件个数 Y 为「4」。
1-50
1
基板程序的生成和编辑
C、D:元件间距 X、Y(mm)
设置元件以多少 mm 的间隔排列在托盘中。
E、F:当前位置 X、Y
指定从托盘原点(面对贴片机正面,距离该托盘左前角最近的元件的中心位置)数起的第几列、第几行的元件开始吸附。
创建元件信息时,一般在「当前位置 X」、「当前位置 Y」都输入「1」。设置「1」后,从托盘原点位置的元件开始吸附。
该值会自动更新,所以可以确认当前多少列、多少行为止的元件已经使用完毕。
c
注意
固定托盘式送料器与可动侧传送轨道连动。设置使用固定托盘式送料器的元件信息时,必须使传送宽度与该贴装元件的基板宽度
一致后再设置。
1
2
1
3
4
2 3 4 5
1,1 2,1 3,1 4,1 5,1
1,2 2,2 3,2 4,2 5,2
1,3 2,3 3,3 4,3 5,3
1,4 2,4 3,4 4,4 5,4
X-当前位置
托盘原点
料架原点
X-元件间距
X-元件个数
Y-元件个数
Y-元件间距
Y-当前位置
元件个数/间距/当前位置
65127-X6-00
G、H:托盘数量 X、Y
设置料架的 X、Y 方向各存在多少枚托盘。
例:如下图 A 所示,「托盘数量 X」输入「2」,「托盘数量 Y」输入「1」。如下图 B 所示,「托盘数量 X」输入「1」,「托盘
数量 Y」输入「2」。
I、J:托盘间距 X、Y(mm)
设置以多少 mm 的间隔,将托盘排列在料架上。
例:如下图 A 所示,「托盘间距 X」输入「15.00」,「托盘间距 Y」输入「0.00」。如下图 B 所示,「托盘间距 X」输入「0.00」,
「托盘间距 Y」输入「10.00」。只有 1 枚托盘时,在「托盘间距 X」「托盘间距 Y」中都输入「0.00」。
K、L:托盘当前位置 X、Y
指定从料架的原点数起的第几列、第几行的托盘开始吸附元件(参考下图)。一般「托盘当前位置 X」、「托盘当前位置 Y」都
输入「1」,设置为「1」后,从距离料架原点最近位置的托盘开始吸附元件。
150.00
1, 1 2, 1
100.00
1, 2
1, 1
托盘当前位置X
托盘数量/托盘间距
托盘当前位置Y
A B
65128-X6-00