XP242规格说明书.pdf - 第21页
6. 选 项 Edition 1.0 - 19 - XP-242E 规格说明书 6.2.10 料 带 拼 接 工 具 使用可料 带 拼 接的供料器的时 候 ,有必 要 将 剩余 料 带 和 新 料 带 进行 拼 接。 切 刀 / 扳 手 / 芯片 / 料 带 6.2.11 微 小料盘的对应 为了对应 微 小料盘,有必要 追 加传 感 器以及 专 用的料盘。 备 有高精度种类的料盘 碟子 。 料盘种类 ∶ 2inch ( 50.8mm x…
6. 选 项
Edition 1.0 - 18 - XP-242E 规格说明书
2) 检查能力
·所用时间 :1.8sec(QFP208pin 4方向)
·测定精度 :0.05mm(3σ)
3) 检查方法
测定检查面上所有引脚的上下方向位置,比较最浮起的引脚和最弯下的引脚
间的距离是否在容许值范围以内。并且此时计算所用的引脚间距离是与引脚
前端坐标的回归直线相直交的直线距离。
4) 限制事项
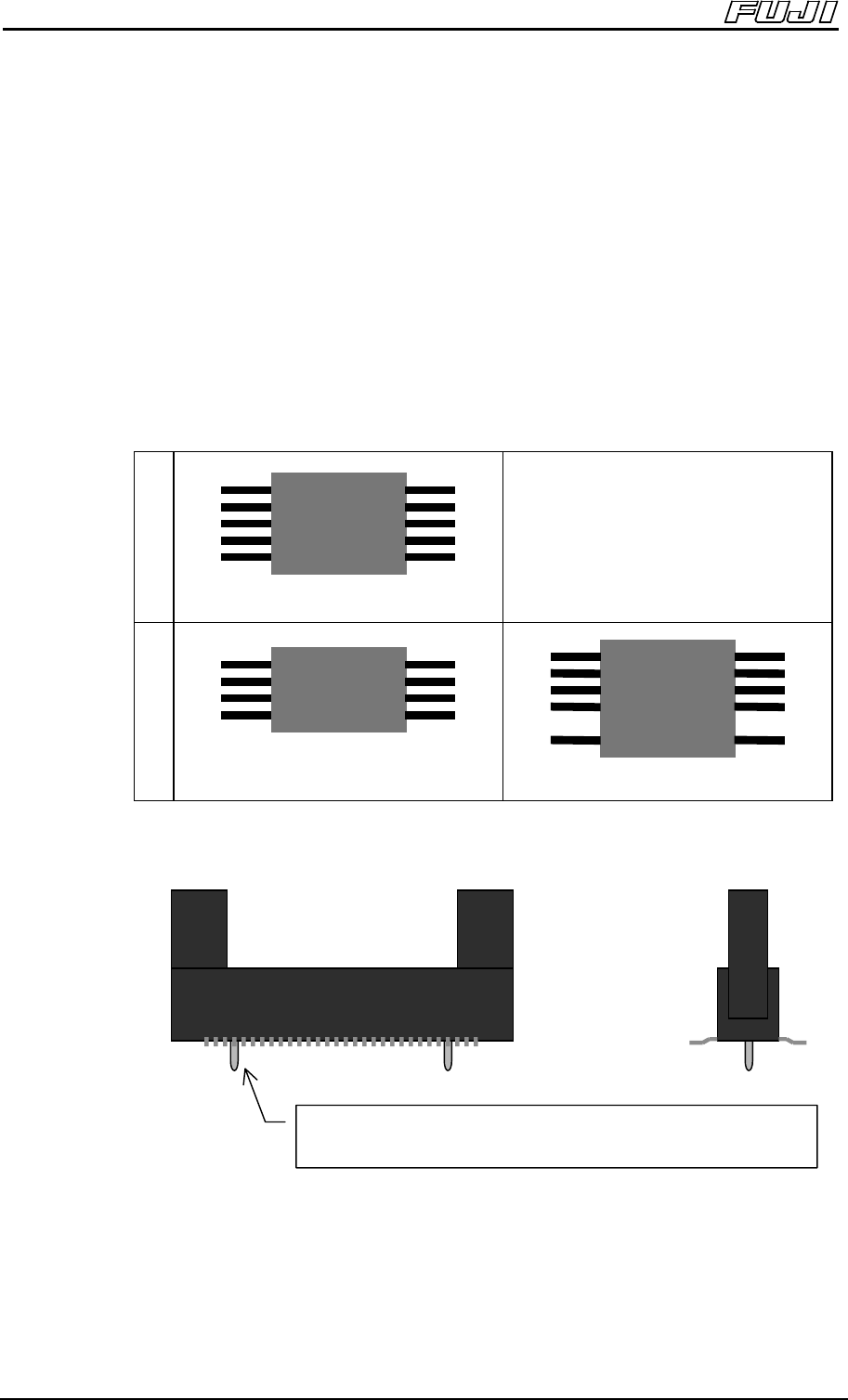
①可以处理的影象种类只限于「100」。
②必须有连续5根以上并列的引脚。4根以下时不能处理。
可
以
并列的连续5根引脚
不
可
以
并列的连续4根引脚
并列的不连续5根引脚
③在检查引脚近旁有类似突出的引脚时有可能不能处理。
④不能与其他面进行平坦度的比较。
⑤吸嘴或机械夹头的前端到影像处理面位置的高度限制为11mm。
因为引脚浮起检查是从此方向用背光进行观察,所以引脚和插入突
起重叠时看的话,不能进行处理。
6. 选 项
Edition 1.0 - 19 - XP-242E 规格说明书
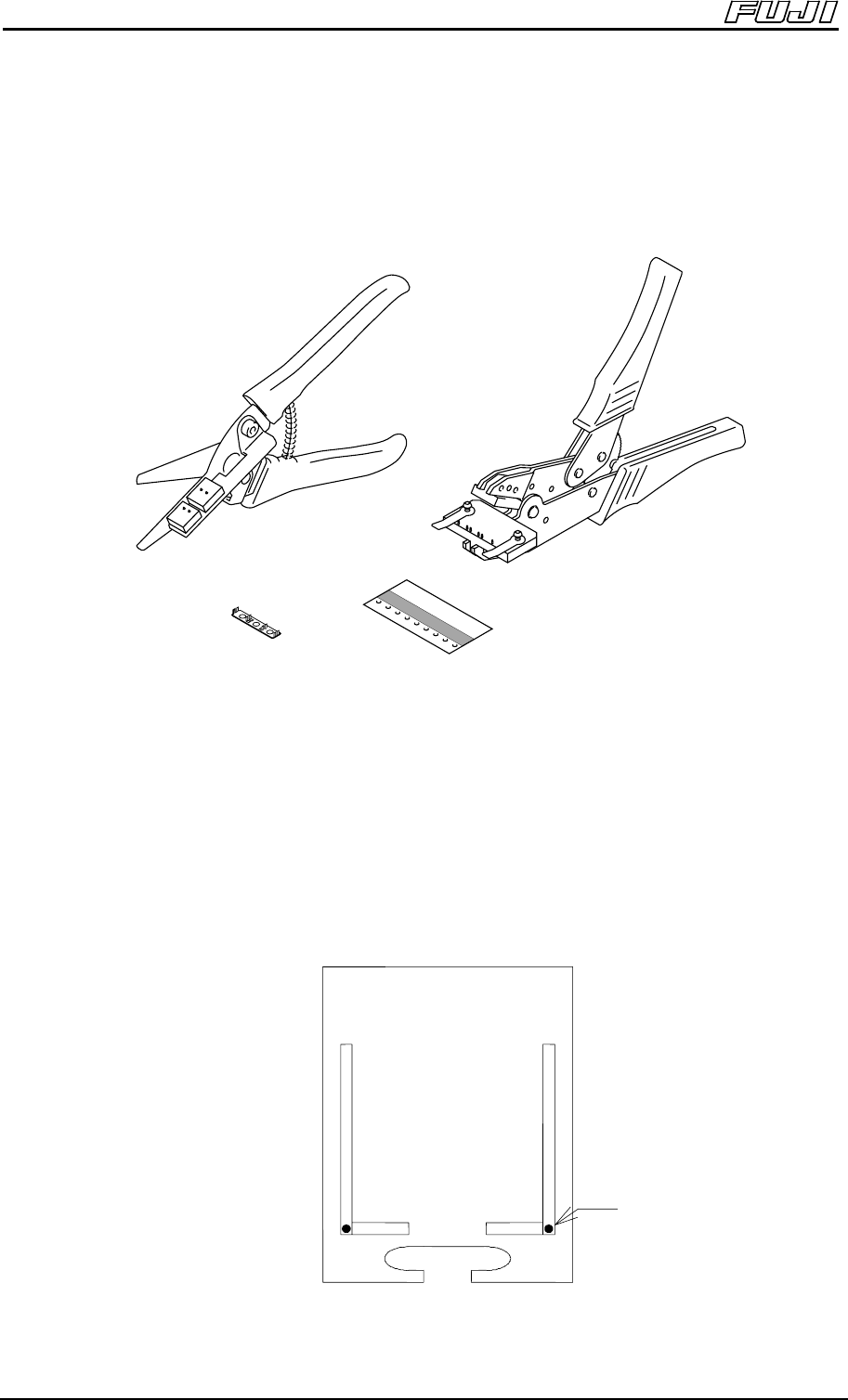
6.2.10 料带拼接工具
使用可料带拼接的供料器的时候,有必要将剩余料带和新料带进行拼接。
切刀/扳手/芯片/料带
6.2.11 微小料盘的对应
为了对应微小料盘,有必要追加传感器以及专用的料盘。
备有高精度种类的料盘碟子。
料盘种类∶2inch(50.8mm x 50.8mm)/4inch(101.6mm x 101.6mm)
元件最大高度:25.4mm
累放高度:MAX 32mm
可与标准型料盘兼用。
定位点

6. 选 项
Edition 1.0 - 20 - XP-242E 规格说明书
6.2.12 手提式条码读取器(局部检验功能)
使用红外线型条码读取器(无线式),可达到在料带料卷更换时由条码读取
器进行检查或防止换线时的替换安装错误。
<注意>
有关适用范围是在日本国内以及亚洲范围内。
在其他国家的时候,请与本社营业部门联系。
6.2.13 Fujitrax(正在研发中)
是为了高度实现在SMT生产线上贴片机的搭载元件管理的系统、管理贴装元
件的种类、贴装元件的余额管理、料卷元件的个体信息、料带拼接 信息、生
产程序(recipe)的料站信息等、推进高效 的元件补充和更换以达到防止不
良电路板的产生。
操作Fujitrax的必要软件另行提供。
Fujitrax:贴装工程管理系统(Traceable Realtime Administration)