XPF系统手册.pdf - 第132页
3. 指令功能说明 SYS-XPF-4.1S 120 XPF 系统手册 关于其他 进行使用真空夹紧、 执行吸嘴尺寸检查、 进行料盘元件高度的手动测定、 使用料盘补充时期 等的设定。在 [ 其他 ] 画面上构成如下。 真空夹紧 : 设定真空夹紧的使用 / 不使用。默认值是 「不使用」 。 料 盘 料 尽 预 告[分 前 ] : 以 时 间(分)输 入 料 尽 警 告 在 几 分 前 显 示 。 ( 输入范围 :0 ~ 2 0) 备注 )如…
SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 119
选择项有 「禁止」、「允许使用」的 2 个。
入范围:1~300秒)
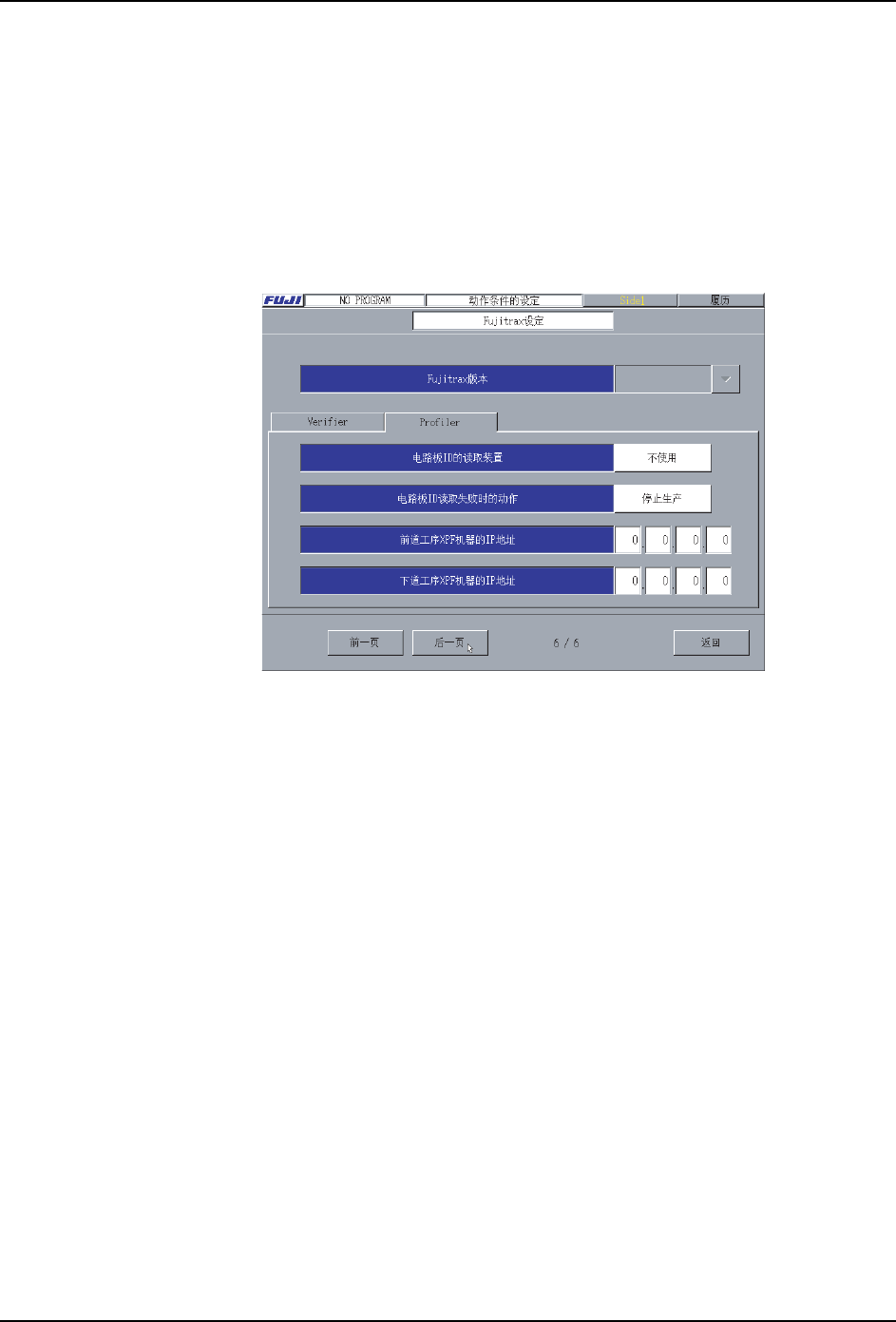
7. ( 如果使用 Profiler 功能 )
选择 「Profiler」标签页,请进行 Profiler 的动作设定。
8. 请 「电路板 ID 读取装置」中,指定电路板 ID 读取装置。
以下的装置可以使用。
禁止 : 如果在生产中察觉了料带极限就停止生产。
有以下的选择项。
允许使用 : 在生产中察觉了料带极限的时候,询问是否继续生产。
如果选择了继续,到用完元件 ( 机器管理的剩余数变为 0) 为止继续
执行生产。
6. 请 「主电脑通讯超时」上,设定对主电脑发送信息的时候的等候应答信息的时间。( 输
FLP: 用前道工序搬运轨道的条形码读取器读取电路板 ID。
定位点读取相机 : 用装置的定位点相机读取电路板 ID。
无 : 从临时 ID 运用或从前道工序 XPF 机读取电路板 ID。
9. 在 「电路板 ID 读取失败时的动作」中,指定电路板 ID 读取失败时的动作。
停止生产 : 生产停止,生产再开始后再读取
生产继续 : 用临时 ID 继续
询问 : 询问是否停止生产还是继续使用临时 ID
10.在 「前道工序 XPF 机器的 IP 地址」中,请指定前道工序 XPF 机器的 IP 地址。
11.在 「后道工序 XPF 机器的 IP 地址」中,请指定后道工序 XPF 机器的 IP 地址。
08OPE-0166S
3. 指令功能说明 SYS-XPF-4.1S
120 XPF 系统手册
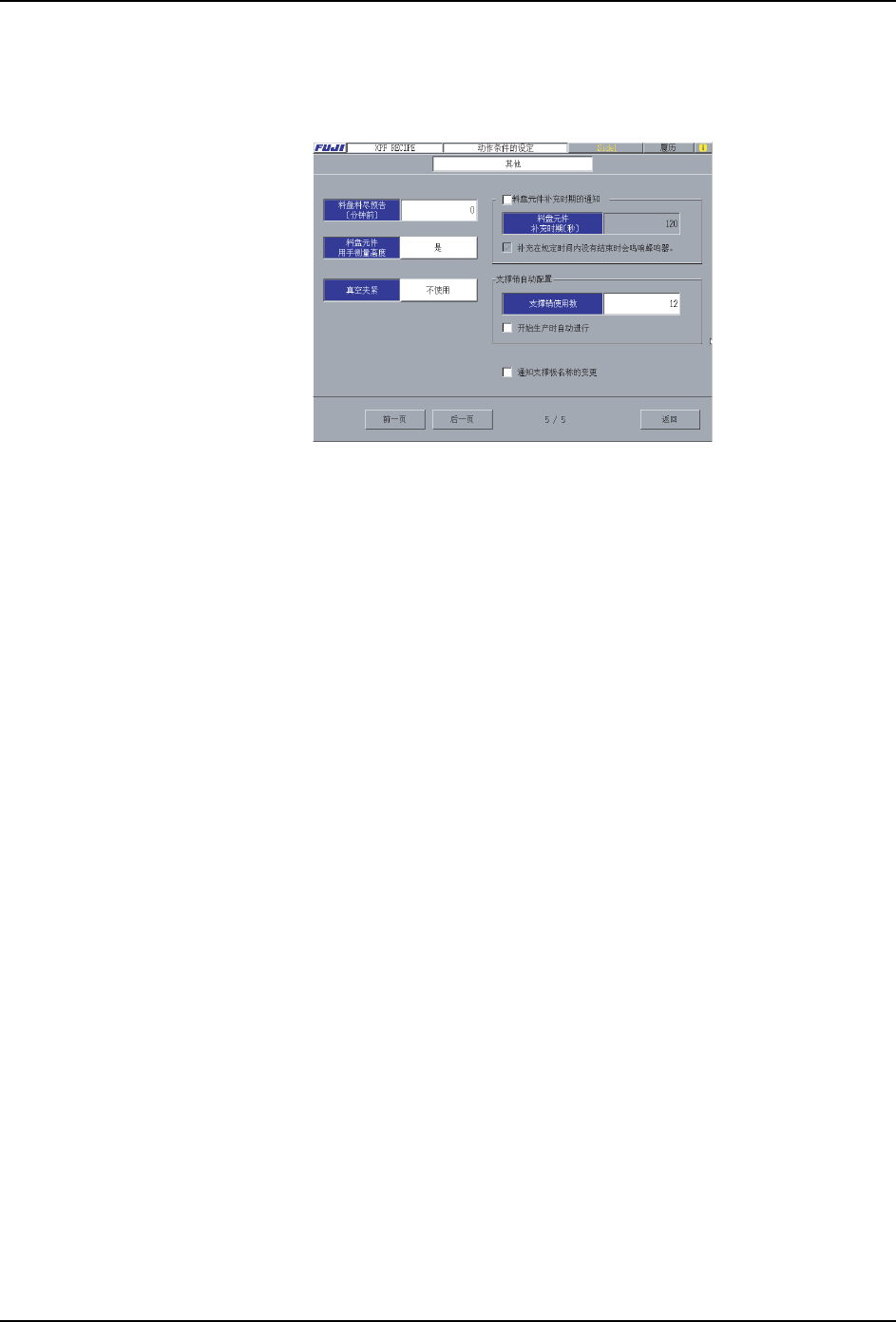
关于其他
进行使用真空夹紧、执行吸嘴尺寸检查、进行料盘元件高度的手动测定、使用料盘补充时期
等的设定。在 [ 其他 ] 画面上构成如下。
真空夹紧 : 设定真空夹紧的使用 / 不使用。默认值是 「不使用」。
料盘料尽预告[分前]: 以时间(分)输入料尽警告在几分前显示。
( 输入范围 :0 ~ 20)
备注 )如果设定了 0,不显示料尽警告。
料盘元件高度手动测量 : 设定料盘元件高度手动测量的使用 / 不使用。
料盘元件补充时期的通知 : 设定料盘元件补充时期通知的使用 / 不使用。
通知支撑板名称的变更 : 在变更生产程序的支撑板名称时、运转开始时通知。
在换线时软支撑销的安装 / 拆除等需要操作员操作时,
对于防止忘记操作很有效。
08SYS-0247Sa
SYS-XPF-4.1S 3. 指令功能说明
XPF 系统手册 121
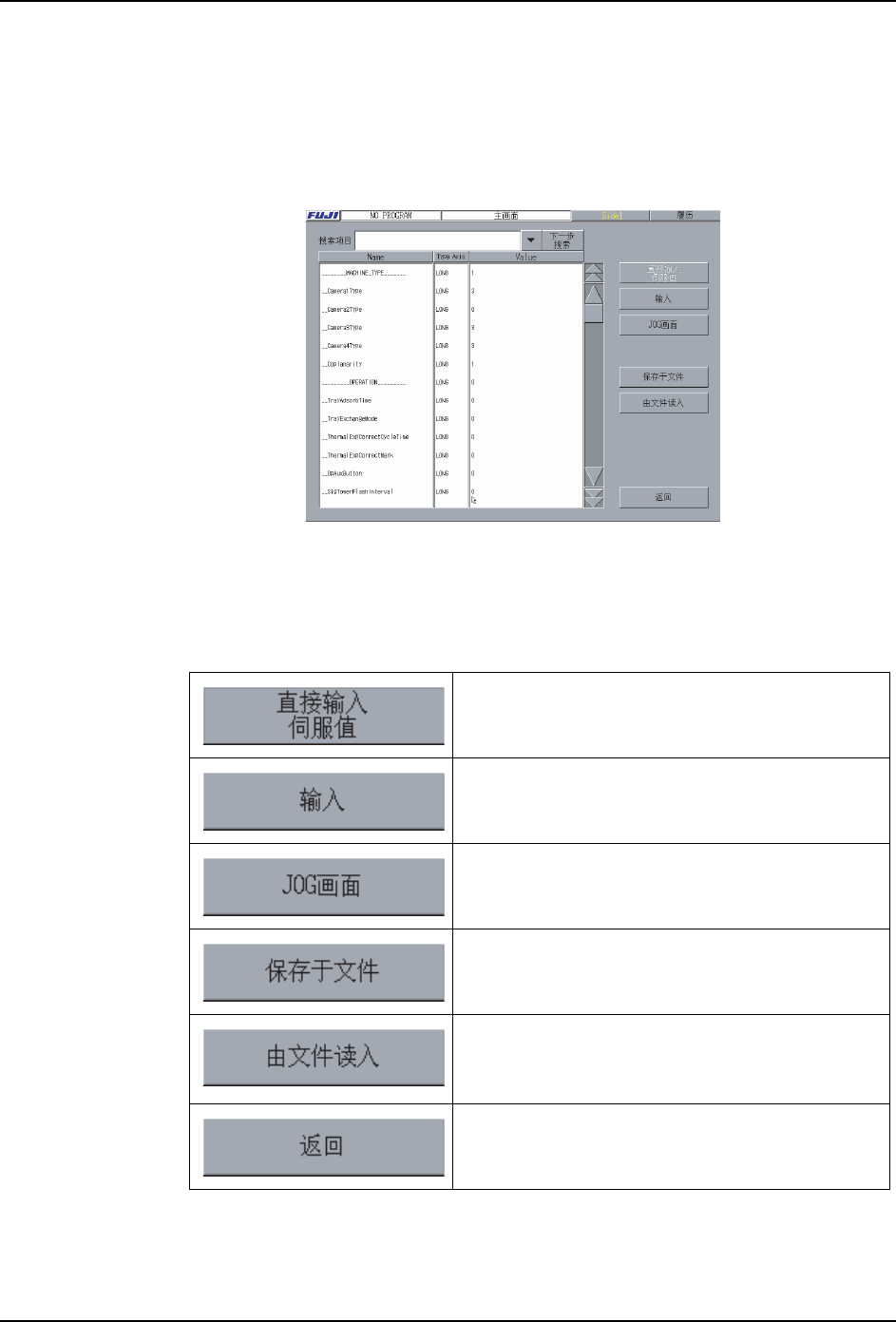
3.5.2 [ 设定 / 管理 ] - [ 固有值编辑器 ]
功能说明
编辑机器保存的固有值。
注意 )没有正确的维修保养知识就变更数值的话,有可能机器不能正常动作。变更数值的时
候,请充分地注意。
表示步骤
从 [主画面]顺序选择 [ 设定 / 管理 ]、[ 固有值编辑器 ]。
画面说明
08SYS-0248S
直接输入伺服数值。选择可以输入的项目时按键
有效。
以选择了固有值的状态按下 [ 输入 ] 按键的话、
显示出数字键盘或者键盘。
显示 [JOG] 画面,工作头变为可以操作。
保存数据到 USB 硬盘或者网络存储器服务器中。
从 USB 硬盘或者网络存储器服务器中读入数据。
结束固有值的编辑,返回 [ 主画面 ]。