PSV7000_ Owners Manual_096-0460-001B - 第65页
■ Setting Up Input and Output Media ◘ Setting Up the Tape Output System PSV7000 Owner’s Manual 2—27 back 5. After the heat sealer reaches operating temperature, set the con- troller para meters, if n ot already set. Note…
Setup ■ Setting Up Input and Output Media
2—26 Data I/O • 096-0460-001B
back
10a.Place a reel of cover tape of the correct width to match the
carrier tape on the cover tape spindle. The tape should
unwind to the right from the bottom of the reel.
10b.Set the width of the cover tape guide assembly for your size
tape.
10c.Use the Cover Tape Position Adjuster if needed. Turning it
clockwise moves the cover tape position toward the sprocket
side of the tape.
10d.Using blue tabbing tape, attach the cover tape to the carrier
tape. Thread both through the cover tape Guide Sealer
Assembly. Run the machine to advance the carrier and cover
tapes through the sealer.
Prepare the Seal
For Heat Seal
1. To prepare the heat seal—
2. Turn the heat seal toggle switch ON.
Note: Disable the pressure seal by loosening the seal roller pressure
screws until the seal rollers are no longer in contact with the cover
tape.
3. Set the temperature controls to the appropriate temperature. See
the table below.
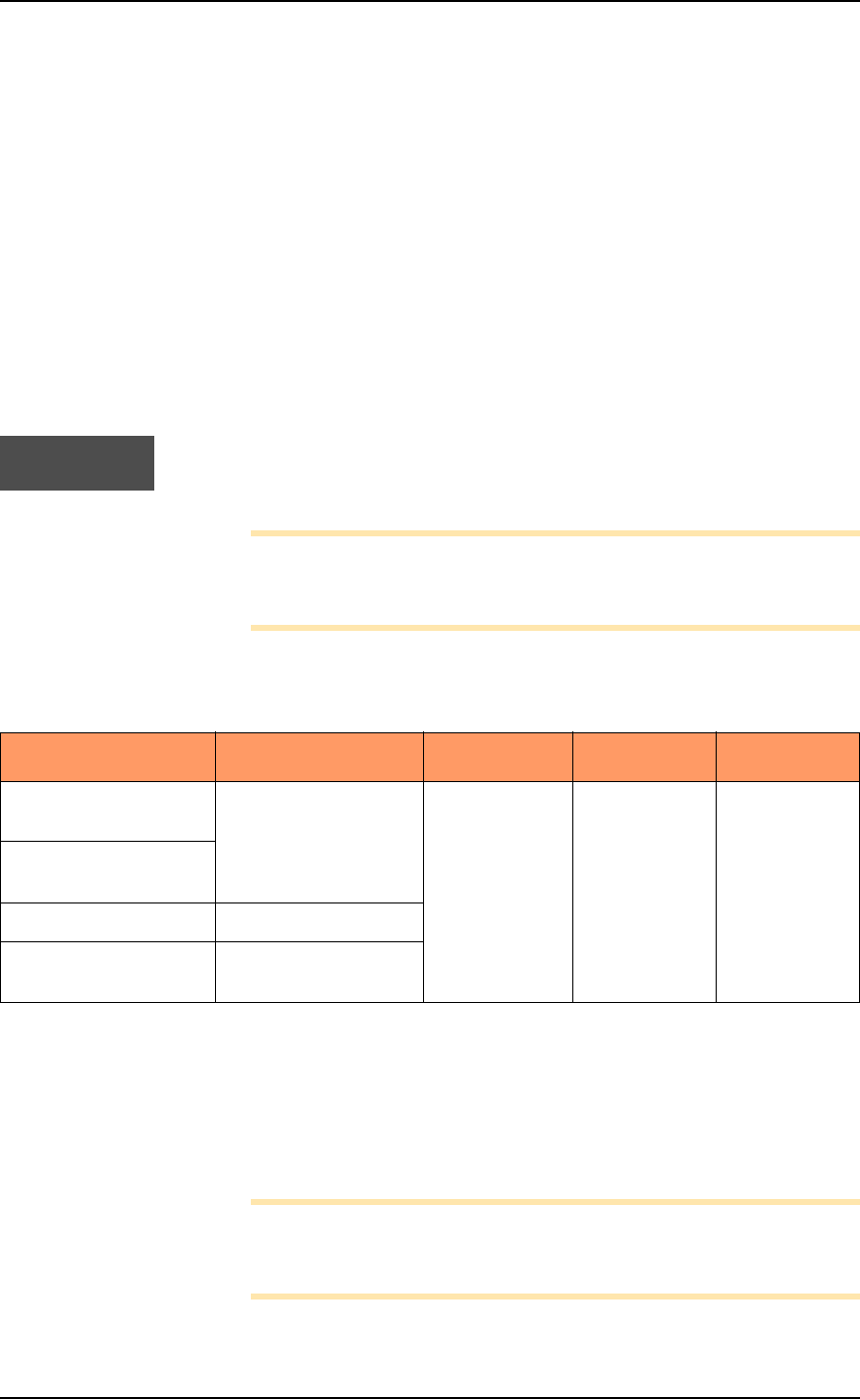
Figure 2-22: Tape Output suggested temperature and pressure
settings. The temperature of each shoe can be increased or decreased
according the results of a peel force test.
4. Adjust the heat shoe air pressure to the appropriate setting. This
setting controls the amount of force applied when the sealer
shoes drop.
Note: The recommended starting point for heat shoe air pressure is
50 PSI. Turning the heat shoe adjuster clockwise increases the pres-
sure.
Heat Seal only
Carrier Tape Type Cover Tape Type Temperature Air Pressure Dwell Time
3m Type 3000
Conductive Carrier
3m Type 2675 Static
Dissipative Cover
135-155°C 40-60 PSI 250-400 ms
3m Type 2701/2703
Non-conductive
Advantek Conductive Advantek Type AA
Advantek
Non-conductive
Advantek Type S

■ Setting Up Input and Output Media ◘ Setting Up the Tape Output System
PSV7000 Owner’s Manual 2—27
back
5. After the heat sealer reaches operating temperature, set the con-
troller parameters, if not already set.
Note: For additional information, refer to the TM-50 SMD Taping
Module User’s Guide, Chapter 3, Controller.
6. Set the Controller to RUN mode.
7. Advance the tape using the foot switch.
8. Check the sealed tape for the desired sealed position.
9. If necessary, adjust the inner seal position by turning the inner
seal adjuster (thumb wheel) clockwise (to move the seal away
from the operator) or counterclockwise. Tighten the position
lock to secure it.
10. If necessary, adjust the outer seal position by turning the outer
seal adjuster (thumb wheel) clockwise to move the seal toward
the operator or counterclockwise (to move the seal away from
the operator). Lock the adjuster into place using the position
lock knob.
For Pressure Seal (PSA)
1. To prepare the pressure seal—
Note: If the heat sealer is On, turn it OFF.
2. Set the controller for Pressure Sensitive Adhesive (PSA) opera-
tion. Refer to the Chapter 3, Controller of the TM-50 SMD Taping
Module User’s Guide. Then set the controller to RUN mode.
Note: When RUN is selected, the controller is ready to operate. The
parameters which have been entered are displayed on the screen
along with the running devices count. The controller will begin to
advance and seal tape when the foot switch is pressed.
3. Advance the tape using the foot switch.
4. Adjust the inner and outer seal roller position. Align the roller
position over the strip of adhesive on either side of the PSA
cover tape. Both thumb screws have locking devices.
5. Adjust the pressure at both sealer wheels to free spinning and
then 1/8 revolution tighter. Use a 2 mm hex key.
6. Advance the tape using the foot switch. Re-adjust the seal roller
pressure until the PSA adhesive is firmly adhered to the carrier
tape.
Note: Excessive roller pressure may cause carrier tape advance
problems or elongation of sprocket holes in the carrier tape.
Pressure Seal
only
Setup ■ Setting Up Input and Output Media
2—28 Data I/O • 096-0460-001B
back
Checks to Perform Prior to Running
1. Mount an empty take-up reel on the spindle.
2. Perform a Peel Force Test
Perform as many peel force tests as needed while adjusting the
sealer controls to obtain the required seal strength.
3. Create the Trailer and Leader
Before beginning a production reel, determine how long the
trailer and the leader should be. Run out enough sealed empty
pockets to make the trailer that is required for the current job.
4. Check Carrier Tape Alignment
To ensure an accurate count, select a spot on the loading track as
a reference point for the first and last devices counted.
5. Set the Counter
Set the counter STOP value in the controller menu to zero.
Note: Use the counter on the TM-50 if desired. However, we rec-
ommend setting this counter to zero and using the pass quantity on
the PSV7000 System to monitor quantity.
Note: When starting a job that uses Tape Output, pull the red
“E-Stop/On” button on the taping machine to start it.
Placing Devices
Devices are placed by the PNP head when your job is run.
Ending a Taped Run
See the PSV7000 Operators Manual or the TM-50 SMD Taping Module
User's Guide.
Replacing a Full Take Up Reel
See the PSV7000 Operators Manual or the TM-50 SMD Taping Module
User's Guide.
Removing a Tape Output Module
Removal of the Tape Output Module is in the reverse order of instal-
lation. See the instructions above.
Remember: when the
reel is being taped on
the TM-50, the trailer
will be the first
length of
empty carrier tape run
before the first device is
taped, and the leader
will be the length of
empty carrier tape run
after the last device
is
taped.