M20_Ope_E - 第243页
Chapter 5 Libraries 5-93 z MX-20/MX-ST2/MXR The reference coordinates on MX-20/MXR/MX-ST2 are pre-registered. Their X,Y coordinates correspond to the front right corner of the tr ay when the tray is positioned against th…
Chapter 5 Libraries
5-92
Speed:: Set the Hook axis speed to pull out/return the pallet. The maximum
value is “1000” as 100% speed, and set your desired speed by the
unit of 0.1%.
If “0” is set, the value in the Manual>MX-20/MXR-20>Transfer
Speed is referred.
Pallet No.: Enter the pallet number in the order of linking.
When there is no link: “0” for the Pallet number2 or later fields
When [Feed Style] = MX-20/MXR(L)/MXR(R): “1-20”
When [Feed Style] = MX-RT1/MX-ST2: “1”
When double-click on the pallet number field in the right-window,
the pallet will be pulled out. When the number is 0, the pallet on the
shuttle will be returned in the stocker.
X/Y Offset: X/Y offsets from the reference coordinates. See the following
description:
Registering Reference Coordinates
z MX-RT1
The reference coordinates on MX-RT1 are pre-registered. Their X,Y correspond to the front
right corner of the tray when the tray is installed to the mounter. Their Z corresponds to the
pallet upper surface.
Reference coordinate (XY)
To re-define the reference coordinates, follow the below steps:
Action:
① Click Tool>Teach to open the Teach dialog box.
② In [Tray Teach] tab, under [Unit], select “MX-RT1”.
③ Teach the reference coordinates (XY).
④ Click <User Origin> button.
⑤ Make sure [X][Y] fields display “0”.
⑥ Attach a nozzle to a head. Under [Axis], select “Z axis”. Teach the upper surface of the
pallet.
⑦ Click <User Origin> button.
⑧ Make sure [Z] field displays “0”.
Chapter 5 Libraries
5-93
z MX-20/MX-ST2/MXR
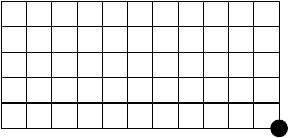
The reference coordinates on MX-20/MXR/MX-ST2 are pre-registered. Their X,Y coordinates
correspond to the front right corner of the tray when the tray is positioned against the pallet’s
positioning blocks. (in use of a JEDEC tray, the front positioning blocks) Their Z corresponds to
the pallet upper surface. To re-define the reference coordinates, follow the below steps:
Front sto
p
p
oint
Rear sto
p
p
oint
Action:
① Click Tool>Teach to open the Teach dialog box.
② In [Tray Teach] tab, set [Unit], [Shuttle Position], [Pallet No.] appropriately. Set [Mode] to
<Out>. Click <Move Pallet> button so the specified pallet moves out.
③ Teach the reference coordinates (XY) .
④ Click <User Origin> button.
⑤ Make sure [X][Y] fields display “0”.
⑥ Attach a nozzle to a head. Under [Axis], select “Z axis”. Teach the upper surface of the
pallet.
⑦ Click <User Origin> button.
⑧ Make sure [Z] field displays “0”.
Note: To define reference coordinates one by one for each pallet, access Manual>MX-20/MXR for
entering offset values to each reference point.
For any tray feeder, to use more than one tray on the same pallet, enter coordinate offsets of
each tray from the reference coordinates to [X Offset] and [Y Offset] fields of the pallet library.
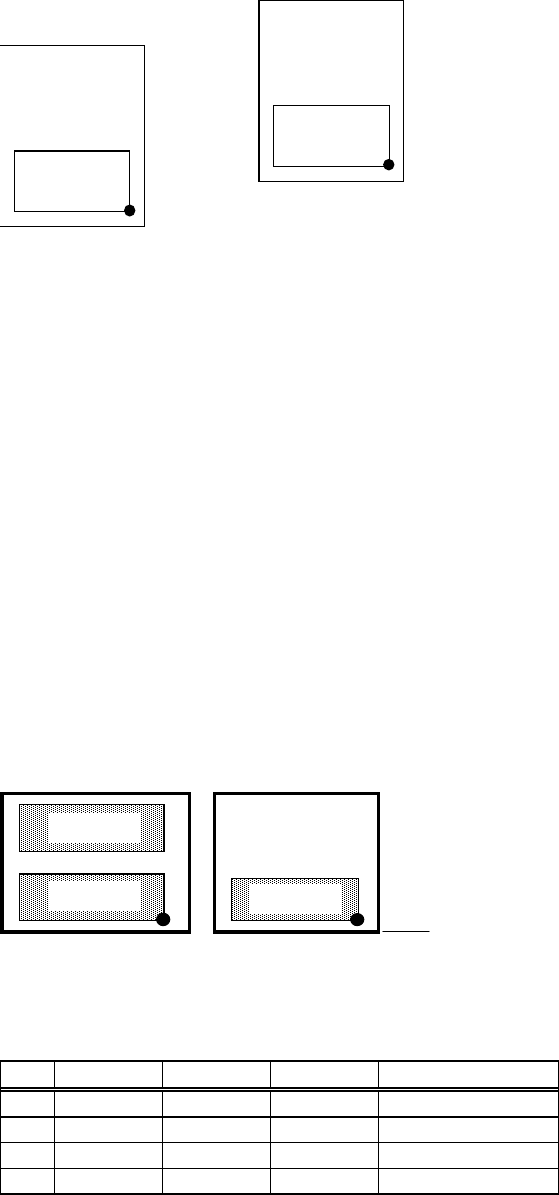
Example: Create pallet library data for MX20 with which to link the pallet number 1, 4, and 5.
Pallet No. 4Pallet No. 1
Front stop point
Tray A
Tray B
Tray C
The setting for the pallet library (right half part) is shown below. Due to space limitation, each
setting field that is actually located side by side is vertically arranged.
Pallet No. X Offset
Y Offset
(Description)
#1 1 0 0 Tray A
#2 1 0 170 Tray B
#3 4 0 0 Tray C
#4 0 0 0 None
Chapter 5 Libraries
5-94
Note: When using JEDEC pallets, the front/rear positioning block offset values are X=0/Y=170. To
obtain accurate offset values, teaching must be performed.
Link to the library can be made for the same tray only.
Note: MX-ST2 and MX-20 share the same concept of reference point, except that they differ in their
structure. When using JEDEC pallets, the front/rear positioning block offset values are
X=0/Y=180. To obtain accurate offset values, teaching must be performed.
Note: MX-RT1 and MX-20 share the same concept of reference point, except that they differ in their
structure. When using JEDEC pallets, the front/rear tray offset value is approximately Y=140.
To obtain accurate offset value, teaching must be performed.