M20_Ope_E - 第88页
Chapter 2 Creating and Editing a Program 2-44 Bad Mark Positive/Negative Logic Menu: Program>Placement&MarkData>Task>BMarkPositiveLogic Program>Placement&MarkData>Task>BMarkNegativeLogic The l…
Chapter 2 Creating and Editing a Program
2-43
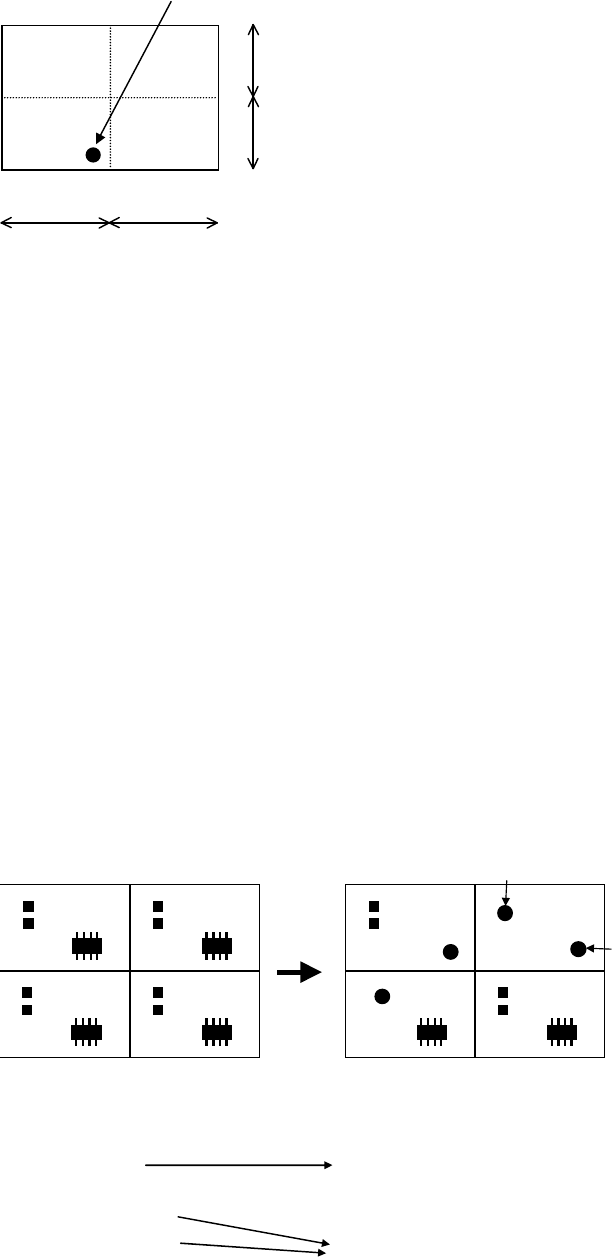
Example2: Suppose you are to skip board B in the Example1 program.
60mm
40mm
40mm
60mm
DC
B
A
Bad mark
The program using a bad mark step will be as below:
X Y Task Board
0.00 0.00 Start Block Placement
5.00 5.00 B Mark Positive Logic A
10.00 10.00 Multiple Pickup A
30.00 20.00 End Multiple Pickup A
0.00 0.00 End Block Placement
60.00 0.00 Repeat Offset B
60.00 40.00 Repeat Offset C
0.00 40.00 Repeat Offset D
In this program, at each of the four boards, the main teach camera inspects the bad mark
coordinates for the mark presence. The mounter detects the bad mark at board B and skips the
board.
Note: In a multi-up panel programming, the bad mark position must be the same from board to board.
z Within a repeat block, assign multiple bad mark steps
The result of a bad mark inspection is effective up to the next bad mark step. As for the last bad
mark step, its result is effective up to [End Block Placement] step. This assignment allows for
skipping particular steps within a board.
Example:
Bad mark 1
Bad mark 2
Task
Start Block Placement
B Mark Positive Logic (Bad mark 1)
Single Pickup (IC)
B Mark Positive Logic (Bad mark 2)
Single Pickup (Chip 1)
Single Pickup (Chip 2)
End Block Placement
When bad mark 1 is
present, skip this step.
When bad mark 2 is
present, skip these steps.
Chapter 2 Creating and Editing a Program
2-44
Bad Mark Positive/Negative Logic
Menu: Program>Placement&MarkData>Task>BMarkPositiveLogic
Program>Placement&MarkData>Task>BMarkNegativeLogic
The logic for bad mark skip operation is shown in the below table. This applies regardless of the
mark color.
Mark On Mark Off
B Mark Positive Logic Skip Place
B Mark Negative Logic Place Skip
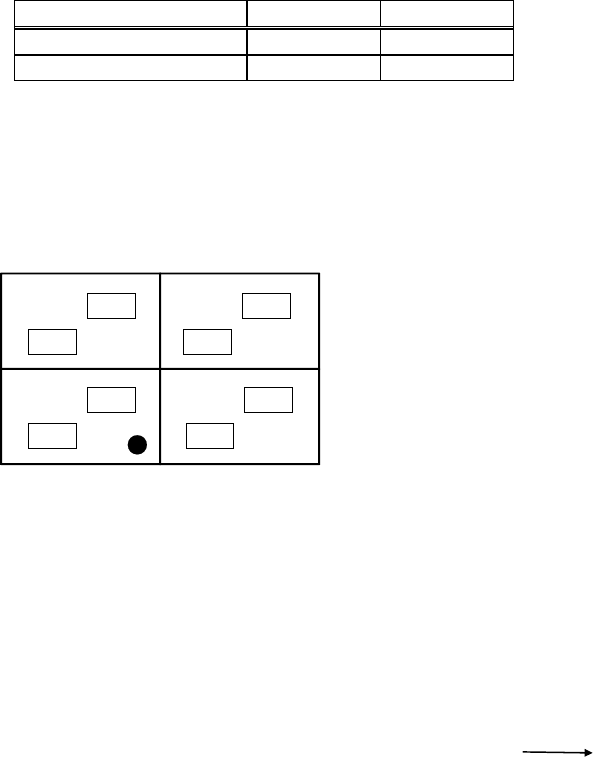
Bad Mark Learning Feature
In running a repeat-block program including several bad mark steps with the same coordinates,
the system learns the result of the first bad mark process and applies it to the second or later bad
mark process. At this time, actual mark sensing is not performed and thus the cycle times can be
reduced. The following shows a typical example where this feature takes effect:
A
B
A
B
A
B
A
B
X Y Task
0.00 0.00 Start Block Placement
5.00 5.00 B Mark Positive Logic
: : (Placement routine A)
0.00 0.00 End Block Placement
60.00 0.00 Repeat Offset
60.00 40.00 Repeat Offset
0.00 40.00 Repeat Offset
0.00 0.00 Start Block Placement
5.00 5.00 B Mark Positive Logic
: : (Placement routine B)
0.00 0.00 End Block Placement
60.00 0.00 Repeat Offset
60.00 40.00 Repeat Offset
0.00 40.00 Repeat Offset
Note: This feature applies to up to 300 bad mark steps per program.
Bad mark process is
skipped.
Chapter 2 Creating and Editing a Program
2-45
2-7-1-5 PCB Select Bad Mark
This PCB select master bad mark function is designed to select PCBs to be processed according to
presence/absence of the bad mark on the PCBs. Use of this function allows programs to contain
multiple placement data. In other words, different types of PCBs can be processed on one
production line. This master bad mark is defined as bad mark No. #253. If this master bad mark is
not recognized, the program will execute data lines up to the line where the next PCB select bad
mark is specified.
Note: To use this function, the same PCB clamp setup condition must be set for every placement data. So
if the board size and reference hole position etc. differ from one PCB type to another, different
types of PCBs cannot be processed on the same production line.
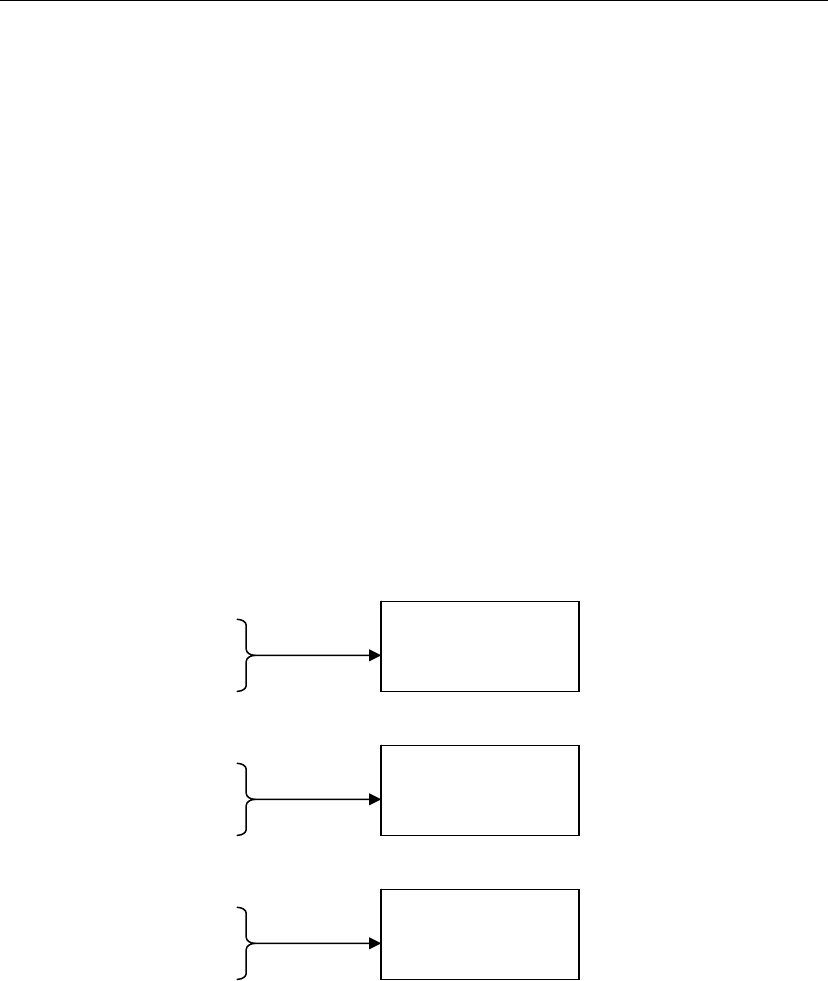
■PCB Select Bad mark Setting Method
① Add bad mark #253 as a master bad mark.
② If this PCB select master bad mark is not recognized, the program will execute data lines up
to the line where the next PCB select bad mark is specified.
PCB select bad mark A
(#253)
Placement data
:
PCB select bad mark B
(#253)
Placement data
:
PCB select bad mark C
(#253)
Placement data
:
Note: Since this PCB select master bad mark is not taken into account by offline software programs, it
must be programmed last on the mounter.
Board data for
board A
Board data for
board B
Board data for
board C