IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第14页
2.7 Terms, Definitions and Acronyms The definition of all terms used herein shall be as specified in IPC-T -50 and as defined below: MTO (Metal Turnover) – A measure of electroless or immersion plating bath ‘ ‘age,’ ’ MTO i…

if the end use environment is considered harsh. For additional information on ENEPIG corrosion resistance to MFG, see
Appendix 11.
1.4.7.2 High Frequency Signal Loss Higher frequency (>3 GHz) applications may experience signal loss on full build
(i.e., where ENEPIG is applied over both traces and pads) designs. Signal loss is minimal when only the pads (but not the
traces) are plated with the finish.
2 APPLICABLE DOCUMENTS AND TERMS AND DEFINITIONS
2.1 IPC
1
J-STD-003 Solderability Tests for Printed Boards
IPC-1601 Printed Board Handling and Storage Guidelines
IPC-2221 Generic Standard on Printed Board Design
IPC-6011 Generic Performance Specification for Printed Boards
IPC-6012 Qualification and Performance Specification for Rigid Printed Boards
IPC-6013 Qualification and Performance Specification for Flexible Printed Boards
IPC 5704 Cleanliness Requirements for Unpopulated Printed Boards
IPC-TM-650 Test Methods Manual
2
2.3.25 Detection and Measurement of Ionizable Surface Contaminants by Resistivity of Solvent Extract (ROSE)
2.4.1 Adhesion, Tape Testing
2.6.3.5 Bare Board Cleanliness by Surface Insulation Resistance
2.6.14.1 Electrochemical Migration Resistance Test
2.2 American Society for Testing and Materials (ASTM International)
3
ASTM B568 Standard Test Method for Measurement of Coating Thickness by X-Ray Spectrometry
ASTM B733 Standard Specification for Autocatalytic (Electroless) Nickel-Phosphorus Coatings on Metal
ASTM B827 Standard Practice for Conducting Mixed Flowing Gas Environmental Tests
ASTM B845 Standard Guide for Mixed Flowing Gas Tests for Electrical Contacts
2.3 JEDEC
4
JESD 213 Common Test Method for Detecting Component Surface Finish Materials
2.4 Defense Standardization Program
5
MIL-STD-883 Method 2011.7 Test Method Standard, Microcircuits - Bond Strength (Destructive Bond Pull Test)
MIL-STD-1580 Department of Defense Test Method Standard (Destructive Physical Analysis for Electronic, Electro-
magnetic, and Electromechanical Parts)
MIL-C-28859 General Specification for Connector Component Parts, Electrical Backplane, Printed-Wiring
2.5 Telcordia Technologies, Inc.
6
Telcordia GR-1217-CORE Generic Requirements For Separable Electrical Connectors Used In Telecommunications Hard-
ware
2.6 International Organization for Standardization (ISO)
7
ISO-4527 Auto-Catalytic Nickel-Phosphorous Coatings; Specifications and Test Methods, Annex A: Determination of Coat-
ing Thickness and Annex D: Determination of Coating Composition (Nickel and Phosphorous Content).
1. www.ipc.org
2. Current and revised IPC Test Methods are available on the IPC Web site (www.ipc.org/html/testmethods.htm)
3. www.astm.org
4. www.jedec.org
5. www.dsp.dla.mil
6. www.telcordia.com
7. www.iso.org
January 2013 IPC-4556
3
2.7 Terms, Definitions and Acronyms The definition of all terms used herein shall be as specified in IPC-T-50 and as
defined below:
MTO (Metal Turnover) – A measure of electroless or immersion plating bath ‘‘age,’’ MTO is a period of operation during
which the sum of the periodic replenishments of the metal being deposited is equal to the amount of metal in the initial bath
makeup. For example, if the metal concentration in an electroless bath is 5 grams per liter and the bath is 100 liters in size,
then one MTO is the period of useage during which 500 grams of metal is added back into the bath by replenishment as the
metal is actively being deposited out of the bath. Depending on how heavily an electroless or immersion bath is being
‘worked’, the time taken for one MTO may range from as little as a few hours to a week or more. It is common for an
electroless or immersion plating bath to last for multiple MTOs before being removed from service and fully replaced.
3 REQUIREMENTS
Table 3-1 Requirements of Electroless Nickel Electroless Palladium Immersion Gold (ENEPIG) Plating
Inspection Class/Test Frequency (A.Q.L.) Requirements
Tests Test Method 1 2 3/3A Paragraph Remarks
General:
Visual Visual 4.0 2.5 1.0 3.1
Uniform color and complete
coverage of surface to be coated.
Electroless Nickel
Thickness
Appendices 4 and 9 6.5 4.0 2.5 3.2.1
3 to 6 µm [118.1 to 236.2 µin] at
± 4 sigma (standard deviations)
from the mean as measured on
a nominal pad size of 1.5 mm x
1.5 mm [0.060 in x 0.060 in] or
equivalent area.
Electroless Palladium
Thickness
Appendices 4 and 9 6.5 4.0 2.5 3.2.2
0.05 to 0.30 µm [2 to 12 µin] at
± 4 sigma (standard deviations)
from the mean as measured on
a nominal pad size of 1.5 mm x
1.5 mm [0.060 in x 0.060 in] or
equivalent area.
Immersion Gold
Thickness
>0.030µm [1.2 µin] a
Appendices 4 and 9 6.5 4.0 2.5 3.2.3
t - 4 sigma
(standard deviations) below the
mean as measured on a nominal
pad size of 1.5 mm x 1.5 mm
[0.060 in x 0.060 in] or equivalent
area.
Physical:
Adhesion/Tape Test
IPC-TM-650,
Method 2.4.1
6.5 4.0 4.0 3.4
No evidence of plating and/or
solder mask removed.
Solderability J-STD-003 4.0 2.5 2.5 3.5
Refer to the applicable
performance specification.
Force Measurement -
When required, the
specified provisions
apply:
Force Measurement
Test
4.0 2.5 2.5 3.5.1
0.14 mN/mm minimum for
Eutectic SnPb testing.
0.19 mN/mm minimum for SAC
305 testing.
Environmental:
Cleanliness IPC- 5704
When tests required, AQL
shall be AABUS
3.6
Refer to applicable performance
specification.
SIR
IPC-TM-650,
Method 2.6.3.5;
GR78-Core
When tests required, AQL 3.6
shall be AABUS 3.6
1.0E+08 ohms
1.0E+10 ohms
Electrolytic Corrosion
IPC-TM-650,
Method 2.6.14.1
When tests required, AQL
shall be AABUS
3.7 AABUS
IPC-4556 January 2013
4
3.1 Visual ENEPIG surfaces shall be inspected in accor-
dance with the visual examination sections of the IPC-6010
series specifications, specifically IPC-6012 which specifies the
use of a nominal magnification of 1.75X (approx. 3 diopters).
The coverage shall be complete and the finish shall be uni-
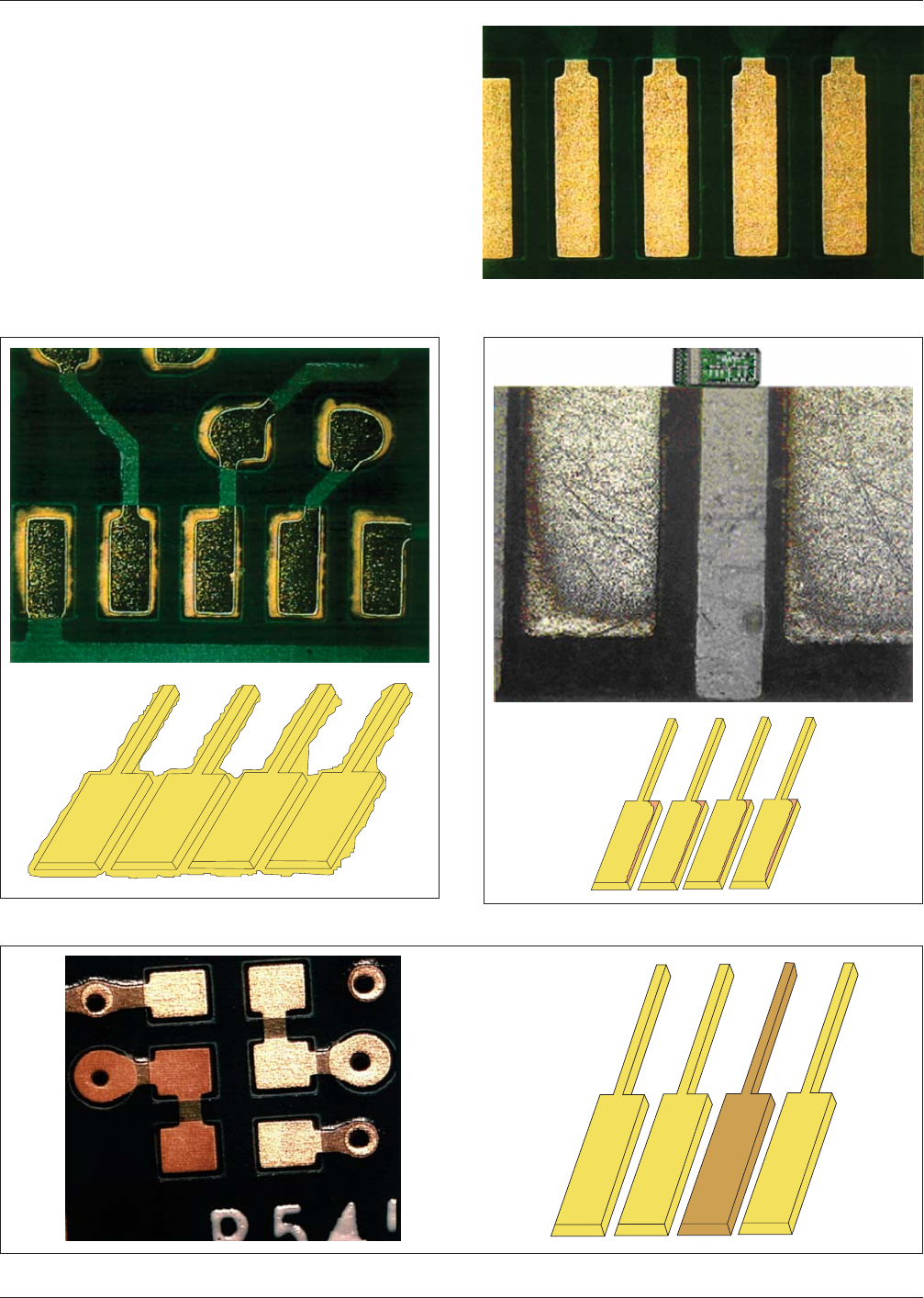
form on the surfaces to be plated (see Figure 3-1). For higher
magnification analysis, Figures 3-2 to 3-4 are offered for ref-
erence purposes. There shall be no extraneous plating or
nickel foot (see Figure 3-2), edge pull back (see Figure 3-3) or
skip plating (see Figures 3-4, 3-5 and 3-6) on the surfaces of
all classes of product.
Figure 3-1 Uniform Plating
IPC-4556-3-2a/2b
Figure 3-2 Extraneous Plating or Nickel Foot
IPC-4556-3-3a/3b
Figure 3-3 Edge Pull Back
IPC-4556-3-4a/4b
Figure 3-4 Skip Plating
January 2013 IPC-4556
5