IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第17页
3.2 Finish Thickness Thicknesses of the electroless nickel, electroless palladium and immersion gold layers shall be mea- sured and verified following the completion of the ENEPIG plating operation in the printed board fa…
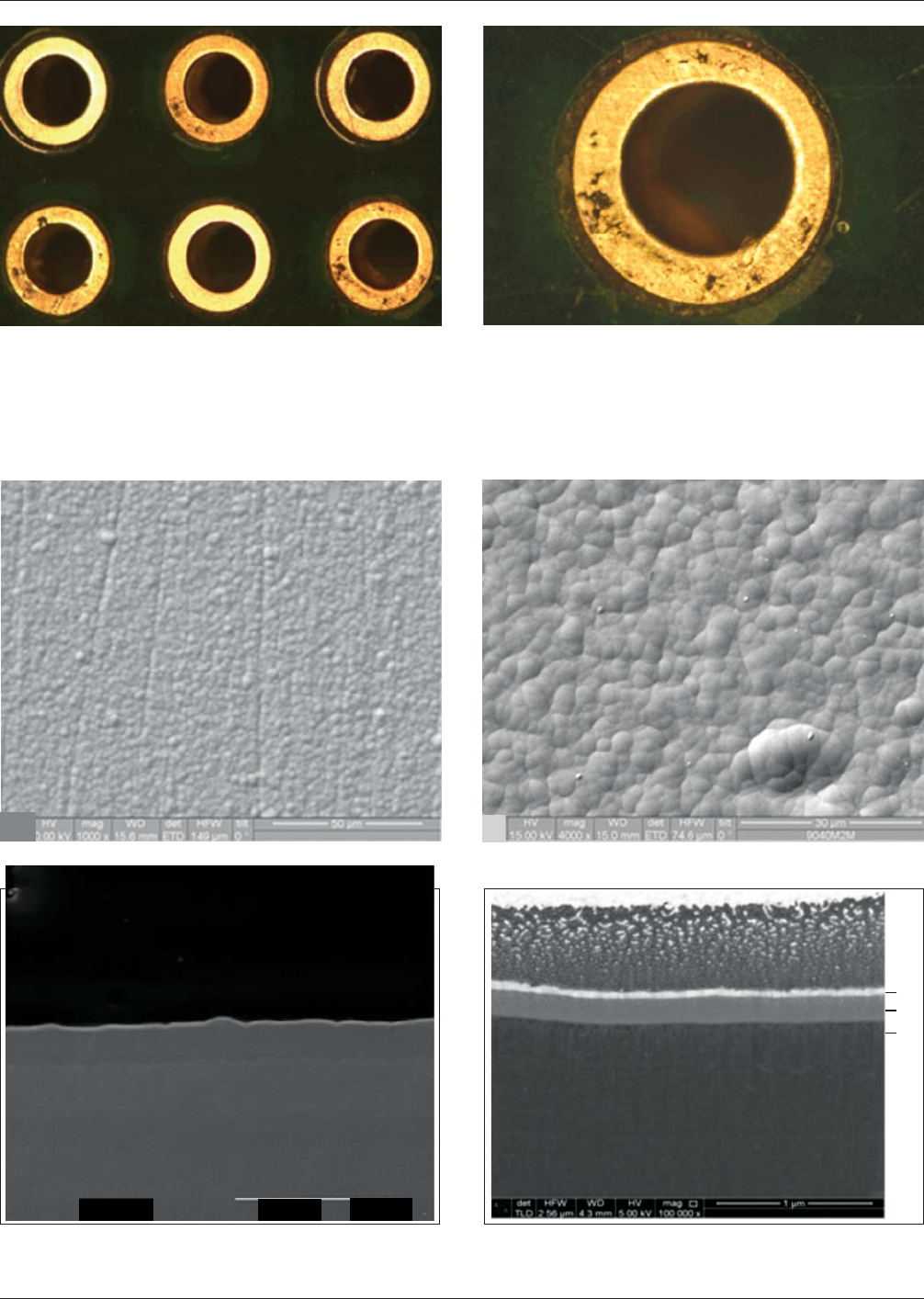
3.1.1 High Magnification Reference Images It may be necessary to evaluate the ENEPIG deposit using scanning electron
microscopy (SEM), transmission electron microscopy (TEM) or focused ion beam (FIB) as part of a qualification plan and
or for failure analysis. The images in Figures 3-7 through 3-12 in the following section are for reference purposes and were
provided by several different suppliers of ENEPIG.
Figure 3-5 Skip Plating of Gold Over Palladium Figure 3-6 Skip Plating of Gold Over a Palladium Deposit
Figure 3-7 1000X SEM Image of a Normal ENEPIG Surface Figure 3-8 4000X SEM Image of a Normal ENEPIG Surface
Figure 3-9 2500X FIB Image of a Normal ENEPIG Deposit Figure 3-10 100,000X FIB Image of a Normal ENEPIG
Deposit
Au
Pd
Ni
IPC-4556 January 2013
6
×2.5k
20kV
20 m
察
察
3.2 Finish Thickness Thicknesses of the electroless nickel,
electroless palladium and immersion gold layers shall be mea-
sured and verified following the completion of the ENEPIG
plating operation in the printed board fabrication process. The
use of X-ray fluorescence (XRF) methodology for thickness
determination shall be in accordance with APPENDICES 4
and 9 of this document and shall employ XRF instrumentation
equipped with software and hardware appropriate for ENEPIG
measurement. The committee has performed extensive round
robin testing of equipment capability to accurately measure
this tertiary deposit (see APPENDICES 3, 9 and 10). The
results showed a number of critical issues with equipment,
set-up, measuring protocols and reference standards. It is
imperative to demonstrate measurement capability in order to
meet the following thickness specification.
3.2.1 Electroless Nickel Thickness The electroless nickel
thickness shall be 3 to 6 µm [118.1 to 236.2 µin] at ± 4 sigma
(standard deviations) from the mean as measured on a nominal pad size of 1.5 mm x 1.5 mm [0.060 in x 0.060 in] or equiva-
lent area, where standard feature size tolerances as expressed in the IPC-6010 standard series, apply. This upper end of this
thickness specification has been chosen based on concerns with insertion force issues for compliant pin applications ONLY.
Use of thicknesses outside of this range shall be AABUS.
3.2.2 Electroless Palladium Thickness The electroless palladium thickness shall be 0.05 to 0.30 µm [2 to 12 µin] at ± 4
sigma (standard deviations) from the mean as measured on a nominal pad size of 1.5 mm x 1.5 mm [0.060 in x 0.060 in] or
equivalent area, where standard feature size tolerances as expressed in the IPC-6010 standard series, apply. The upper thick-
ness limit may be exceeded to meet specific design criteria (for example, applications requiring wire bonding but no solder-
ing).
3.2.3 Immersion Gold Thickness The minimum immersion gold thickness shall be >0.030 µm [1.2 µin] at - 4 sigma
(standard deviations) below the mean as measured on a nominal pad size of 1.5 mm x 1.5 mm [0.060 in x 0.060 in] or
equivalent area, where standard feature size tolerances as expressed in the IPC-6010 standard series, apply. The specification
is one sided, based on performance test results showing impaired solderability performance after accelerated aging at lower
gold thicknesses. The nature of the reaction of immersion gold with electroless palladium is such that substantially greater
thicknesses may not be achievable.
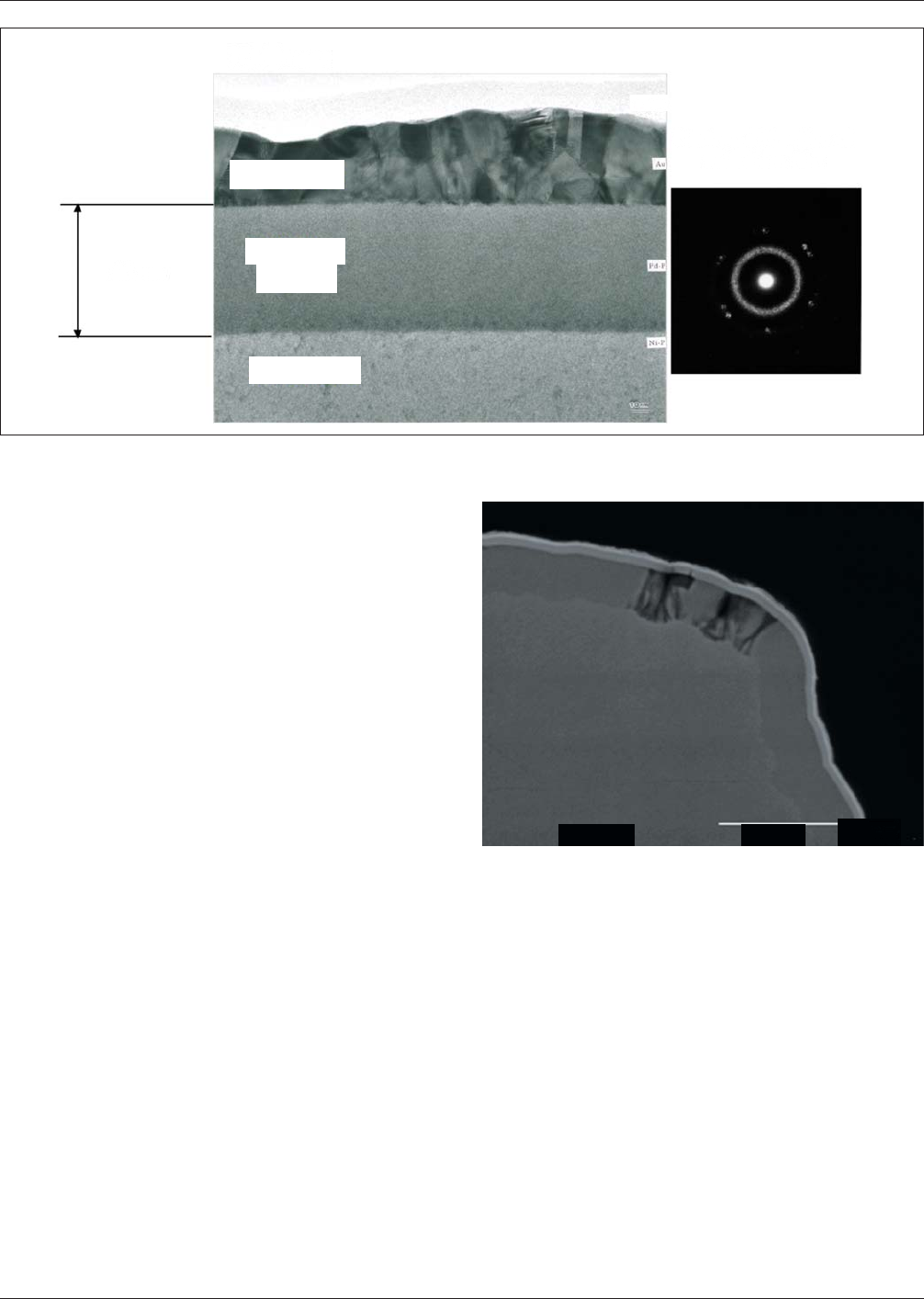
Figure 3-11 TEM Image of a Normal ENEPIG Deposit
[The Palladium-Phosphorus film is amorphous and very uniform whereas the gold (Au) deposit is crystalline in nature.]
Figure 3-12 2500X Image of Nickel that is Hyper-Corroded
(This is due to excessive dwell time in the gold bath.)
January 2013 IPC-4556
7
×2.5K
20kV
20 m
60 nm
TEM image
Au deposit
Palladium
deposit
EN deposit
推着额期
Electron diffraction of
Palladium film

Note: Some designs may not have feature sizes of this specified pad area and will require the use of alternate pad sizes. The
XRF collimator used shall always be smaller than the pad used for measurement; and specifically, the collimator shall not
exceed 30% of the feature pad size being measured. For smaller sized pads, the measurement time will need to increase
proportionately as a function of collimator area reduction. Consistency of the pad size used for measurement is of primary
concern in order to obtain a statistically valid result, due to the typical plating thickness variation seen as a function of pad
size. In general, smaller features will plate thicker than larger features. The use of fiducial pads for this measurement is sug-
gested for those designs not having the specified pad feature areas, described above.
3.2.4 XRF Calibration Standards The use of National Standards traceable calibration standards with similar thicknesses to
the specified ENEPIG thicknesses which are to be measured, is recommended. Tri-layer standards where Au and Pd are
plated directly on Ni/Cu/PCB should be used for calibration for Cu thicknesses >30 µm. Tri-layer foil standards where Au
and Pd are plated on a Ni-foil should be used if boards with varying Cu-thicknesses are to be measured. Additional infor-
mation can be found in Appendix 10.
For Cu thickness >30 µm, a combination of a minimum of two calibration standards with approximate thicknesses, as below,
should be used.
• Au/Pd/Ni/Base 0.05 µm/0.02 µm/3 µm/>30 µm
• Au/Pd/Ni/Base 0.05 µm/0.09 µm/3 µm/>30 µm
• Au/Pd/Ni/Base 0.05 µm/0.3 µm/3 µm/>30 µm
• Au/Pd/Ni/Base 0.1 µm/0.2 µm/3 µm/>30 µm
For Cu thicknesses <30 µm a combination of a minimum of two calibration foil standards with approximate thicknesses as
below, should be used.
• Au/Pd/Ni/Base 0.06 µm/0.02 µm/4 µm/<30 µm
• Au/Pd/Ni/Base 0.06 µm/0.06 µm/4 µm/<30 µm
• Au/Pd/Ni/Base 0.05 µm/0.1 µm/4 µm/<30 µm
• Au/Pd/Ni/Base 0.05 µm/0.25 µm/4 µm/<30 µm
For additional details, see APPENDICES 4 and 9.
3.2.5 Use of Non-Statistical Thickness Specification For production lot sizes of ten printed boards or less, i.e., proto-
type builds, the need to demonstrate compliance to the statistical requirements above are negated, provided that measure-
ments are taken on 100% of all printed boards/panel coupons, thus providing population parameters rather than sample sta-
tistics. All such readings shall fall within the thickness ranges specified above for all three deposits. Any readings below or
above the specified thickness range shall be cause for rejection of that board.
3.2.6 Production Overruns and/or Inventory Items When compliance testing of individual printed board(s) remaining in
inventory is required, use the protocol of 3.2.5. For production overruns larger than ten, the sample statistic constraints shall
apply.
3.3 Porosity An ENEPIG immersion gold layer is not totally impervious and is not able to pass the requirements of a
‘classic’ porosity test (for example, Nitric Acid per ASTM B 735).
3.4 Adhesion The purpose of adhesion testing for ENEPIG finished boards is twofold.
1) The primary purpose of the testing is to verify that there is no adhesion failure between the metallic layers of the fin-
ish, or the finish and the base metal. The tape testing shall be carried out in accordance with IPC-TM-650, Method
2.4.1, using a strip of pressure sensitive tape. There shall be no evidence of any portion of the surface finish being
removed, as shown by particles of plated deposit/pattern adhering to the tape. If soldermask overhang breaks off and
adheres to the tape, it is evidence of undercut but not of adhesion failure.
2) The secondary purpose is for testing the adhesion of the solder mask to both traces and laminate. Both the chemistry
used in the ENEPIG process and the required dwell times and temperatures can have a negative impact on solder mask
adhesion. – Note: Not all solder masks are compatible with an ENEPIG process.
In both cases, testing should be conducted on regions of high feature density on the board, such as BGA sites, dams between
fine pitch leaded devices or over areas of high trace density. Using the same approach as for the test for metal adhesion,
check for evidence of the soldermask being removed, as shown by particles of soldermask adhering to the tape.
IPC-4556 January 2013
8