IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第20页
4.1.2 Sample Test Coupons T est specimens used for qualification of printed boards with ENEPIG finish may be found in IPC-2221 and/or noted in IPC-6010 sectional specifications. Alternatively , the supplier may create test …

Because of the requirement to test in high density areas, the potential to leave tape residue that could interfere with solder-
ing exists, especially if an incorrect type of tape is used. Verification of zero impact to solderability must be demonstrated
for the areas tested, or the area tested shall not be used for final product.
3.5 Solderability The thickness specification described herein shall meet the Category 3 coating durability requirements of
J-STD-003, i.e., greater than 12 months shelf life.
Note 1: The use of steam exposure (conditioning) is not an applicable accelerated stress test method for ENEPIG.
Note 2: While adherence to the IPC-1601 recommendations for baking prior to assembly may have a negative impact on
solderability performance, the requirements for solderability testing in this specification are for samples tested without bak-
ing. Any deviation from this shall be AABUS.
For details of the solder spread testing data from the round robin, see APPENDIX 6. Ball shear data from the same study is
documented in APPENDIX 7.
3.5.1 Force Measurement Testing (Wetting Balance Test-
ing)
The following requirements are based on the use of the
Standard IPC coupon, Figure 3-13, immersed to a depth of
0.6mm at 90 degrees incidence to the solder surface. The
dwell time shall be ten seconds. For details of the wetting bal-
ance data from the round robin study, see APPENDIX 5.
• Force measurement testing of an ‘‘as received’’ sample with
Eutectic SnPb solder, using the prescribed Test Flux#1at
235 °C, shall produce a positive wetting force within 2 sec-
onds and a minimum wetting force of 0.14 mN/mm.
• For force measurement testing of samples stressed for 8
hours @ 72 °C [162 °F] and 85% R.H, the increase in wet-
ting time shall not exceed 1 second. The wetting force shall
be a minimum of 0.12 mN/mm.
• For force measurement testing of ‘‘as received’’ samples with SAC305 solder, using the prescribed Test Flux#2at
255 °C, shall produce a positive wetting force within 1.5 seconds and a minimum wetting force of 0.19 mN/mm.
• For force measurement testing of samples stressed for 8 hours @ 72 °C [162 °F] and 85% R.H., the increase in wetting
time shall not exceed 1 second. The wetting force shall be a minimum of 0.17 mN/mm.
3.6 Cleanliness The surface of an ENEPIG finish is typically cleaner than most other surface finishes. Ionic cleanliness
shall be established per the requirements of IPC-5704, which specifies a sample size of 11. It is recommended that solvent
extract conductivity (SEC) testing per IPC-TM-650, Method 2.3.25, also be performed at the same time as the IPC-5704
qualification, to establish process control parameters. SIR testing shall be per IPC-TM-650, Method 2.6.3.5. The require-
ments for SIR test performance shall be as specified in Table 3-1. Failure to meet this cleanliness specification should trigger
immediate process control corrective action.
3.7 Electrolytic Corrosion The ENEPIG process contains chemistries that are ionic in nature, but which are readily rinse-
able. Both the quality and volume of water used for the rinsing steps between process baths, and for the final rinsing of the
product are critical if the potential for electrolytic corrosion is to be avoided. The use of IPC-TM-650, Method 2.6.14.1,
‘‘Electrochemical Migration Resistance Test’’ is recommended for high reliability applications, or for designs with high fea-
ture density. The resistance values shall not drop more than one order of magnitude after the test has been completed.
4 QUALITY ASSURANCE PROVISIONS
4.1 General Quality Assurance Provisions
These are specified in IPC-6011 and each IPC-60XX sectional specification.
Additional requirements for printed boards with electroless nickel/electroless palladium/immersion gold (ENEPIG) plating
are specified herein for qualification, acceptance, and quality conformance.
Figure 3-13 The Standard IPC Force Measurement
4.1.1 Qualification Recommendations Qualification of a printed board supplier, supplying ENEPIG to this specification
shall be AABUS (see IPC-6011). The process capability of a supplier of PWB with ENEPIG finish shall be established by
demonstrating process control over time. Table 4-1 provides a listing of suggested qualification elements that should be exer-
cised by the supplier. It includes the associated requirements and/or test methods when applicable.
Coupon
January 2013 IPC-4556
9
4.1.2 Sample Test Coupons Test specimens used for qualification of printed boards with ENEPIG finish may be found in
IPC-2221 and/or noted in IPC-6010 sectional specifications. Alternatively, the supplier may create test patterns or process
control coupons to accommodate qualification testing and/or lot conformance deposit thickness measurements. Specimen(s)
should be obtained or developed for qualification testing to the requirements listed in Table 4-1.
Table 4-1 Suggested Fabricator Qualification Plan
Requirement Test Reference Remarks
XRF Certification Suitably calibrated XRF instrument with detector
capable of measuring tri-level thin coatings.
Use of certified national ENEPIG standards as
referenced in Appendices 3, 4, 9 and 10.
Note: Do not use electrodeposited standards or ones
with thicknesses outside the target thickness range
under evaluation.
Perform XRF certification by performing a gauge
R&R or equivalent statistical approach. Use of the
correct certified national standards is critical. This
data may be used as to begin building a suitable
deposit thickness distribution database.
Deposit Thickness
Distribution
Suitable test pattern or production board/panel
having the correct surface area pads as described in
Appendices 3, 4, 9 and 10.
The deposit thickness database to demonstrate 4
sigma distribution should include sample readings
from product processed through the production
baths. Include readings from both front and. back
of the panels. Also, map thickness as a function of
panel position within a basket. It is suggested that
thickness measurements be made at panel locations
that provide as complete panel coverage as possible,
e.g., diagonal, four corners and center, each PWB
within a panel.
Visual Ref. paragraph 3.1 Perform visual inspection per applicable requirements
at a production final inspection workstation and
document the appearance of the finish. It is
recommended to create an inspection checklist.
Solderability
(Wetting Balance)
Use suitable coupon(s) to perform J-STD-003
Category 3 testing.
See paragraphs 3.5 and 3.5.1.
Note: IPC-1601 provides guidance on packaging and
handling of coupons.
It is recommended to qualify to Category 3,
the highest level of storage coating durability
in J-STD-003.
Wire Bondability Test specimen suitable for use with MIL-STD 883,
METHOD 2011.8, or user defined test pattern/
specification.
Method 2011.8 of MIL-STD-883 is the most
commonly used test method requirement for
determining wire bond strength. Other user-defined
AABUS measurements may be required. Document a
sufficient quantity of bond pulls to establish capability.
Assistance by the user may be required to support
this method.
Ionic Cleanliness Suitable specimen for IPC-5704
Ion Chromatography (IC) Testing.
IC testing per IPC-5704 is recommended during
qualification to confirm that the process and
associated rinses are adequate to ensure that no
contaminates remain that might not meet next level
assembly requirements. Periodic re-qualification may
be necessary to account for changes in materials
and processes.
PTH Coverage Suitable Through Hole specimens for
microsectioning.
Microsection a number of ‘‘as received’’ specimen(s)
using darkfield illumination (before solder float).
Utilize coupon specimens from a variety of locations,
for example, from the outside and center panels of a
basket load.
Effect on
Soldermask
Adhesion
Para 3.4 - Suitable coupon of IPC-2221 or production
part containing high density features.
Utilizing an appropriate specimen, benchmark
adhesion of solder mask. Inspect to Quality
conformance requirements, or as specified
by User. Note whether the solder mask was
applied before or after ENEPIG processing.
Repeatability at
Various Stages of
Loading and Bath
Life
Applicable specimens of the Qual Plan. Repeat aspects of the Qualification Testing at various
bath life metal turn-over (MTO) stages, as applicable,
looking for any impacts on deposition thickness or
distribution, (for example, for new baths and late
MTO).
IPC-4556 January 2013
10
the IPC-6010 sectional specification.
4.2.1 Thickness Measurements Thickness measurement frequency shall be in accordance with Table 3-1. The number of
readings per panel should be enough to calculate a significant standard deviation. A minimum of 20 readings per lot is sug-
gested.
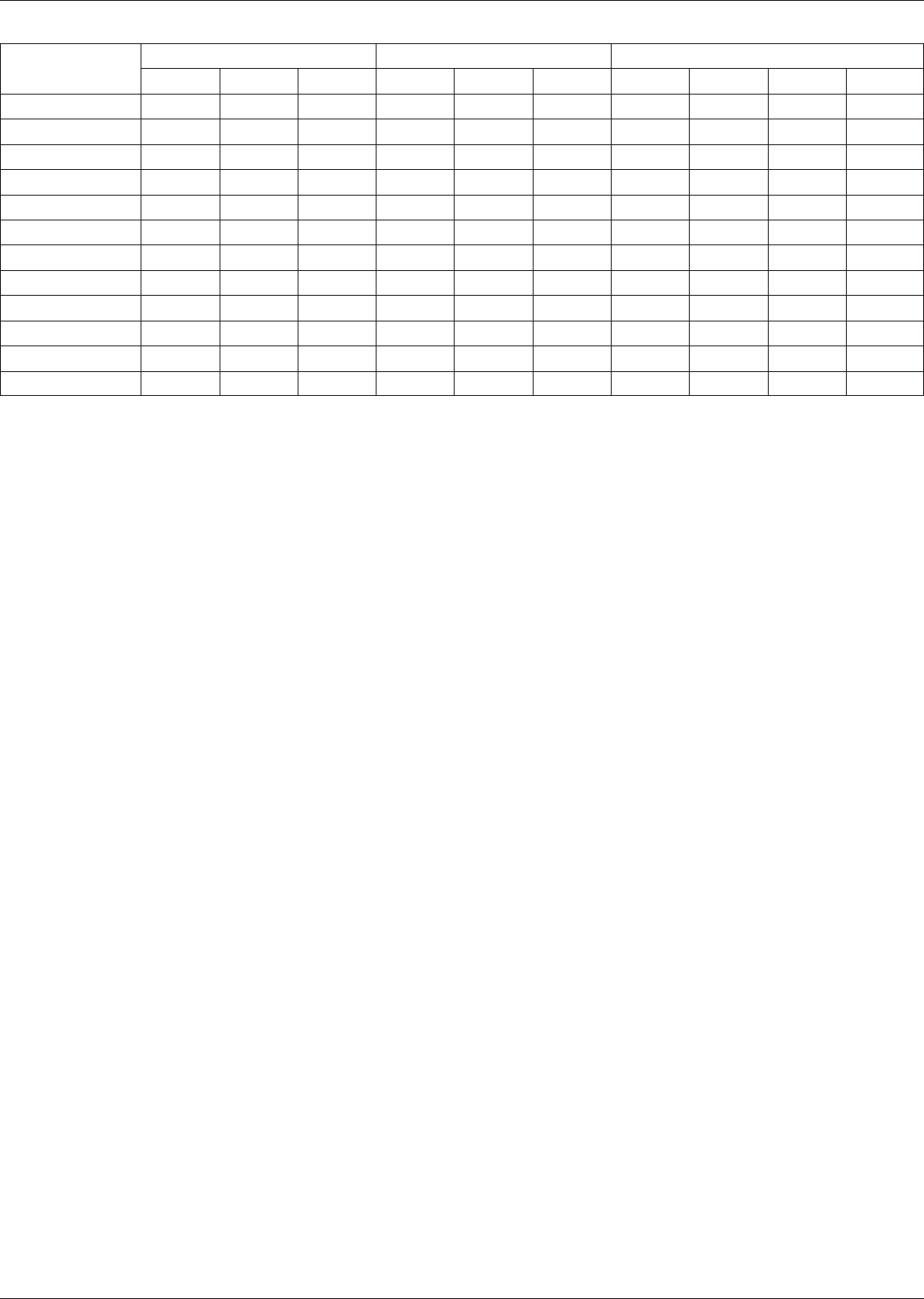
Table 4-2 C=0 Sampling Plan (Sample Size for Specific Index Value
1
4.2.2 Qualified Processes If a qualified process has been established, the requirements of 4.1.1 for a minimum number of
readings and calculation of an associated standard deviation can be waived. For a qualified process, demonstrating a process
capability (± 4 sigma) within the appropriate specification, a sample measurement consistent with Table 3-1 may be used for
lot conformance, provided all readings fall within the Qualified Process population (± 4 sigma). Alternative thickness inspec-
tion methodologies shall be AABUS.
For gauge capability and GaugeR&R,seeAPPENDIX 10.
)
Lot Size
Class 1 Class 2 Class 3
2.5
1
4.0
1
6.5
1
1.5
1
2.5
1
4.0
1
0.10
1
1.0
1
2.5
1
4.0
1
1-8 5 3 3 ** 5 3 ** ** 5 3
9-15 533853**1353
16-25 533853**1353
26-50 775877**1377
51-90 11 8 5 13 11 8 ** 13 11 8
91-150 11 9 6 19 11 9 125 19 11 9
151-280 13 10 7 19 13 10 125 29 13 10
281-500 16 11 9 21 16 11 125 29 16 11
501-1200 19 15 11 27 19 15 125 34 19 15
1201-3200 23 18 13 35 23 18 125 42 23 18
3201-10,000 29 22 15 38 29 22 192 50 29 22
10,001-35,000 35 29 15 46 35 29 294 60 35 29
Note 1. Index Value is associated to the A.Q.L. value. If a particular product is determined to be ‘‘critical’’ by the user and a smaller index value is required,the
user shall designate the requirement in the procurement document and should state the ‘‘critical’’ requirement on the master drawing. **Denotes
inspect entire lot.
4.2 Quality Conformance Testing Quality conformance testing shall consist of inspections as specified in Table 3-1 and
January 2013 IPC-4556
11