IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第22页
APPENDIX 1 Chemical Definitions and Process Sequence Martin Bayes Dow Electronic Materials Chemical Definitions Electroless Process – This chemical process promotes sustained deposition of a metal or metal alloy onto eit…
the IPC-6010 sectional specification.
4.2.1 Thickness Measurements Thickness measurement frequency shall be in accordance with Table 3-1. The number of
readings per panel should be enough to calculate a significant standard deviation. A minimum of 20 readings per lot is sug-
gested.
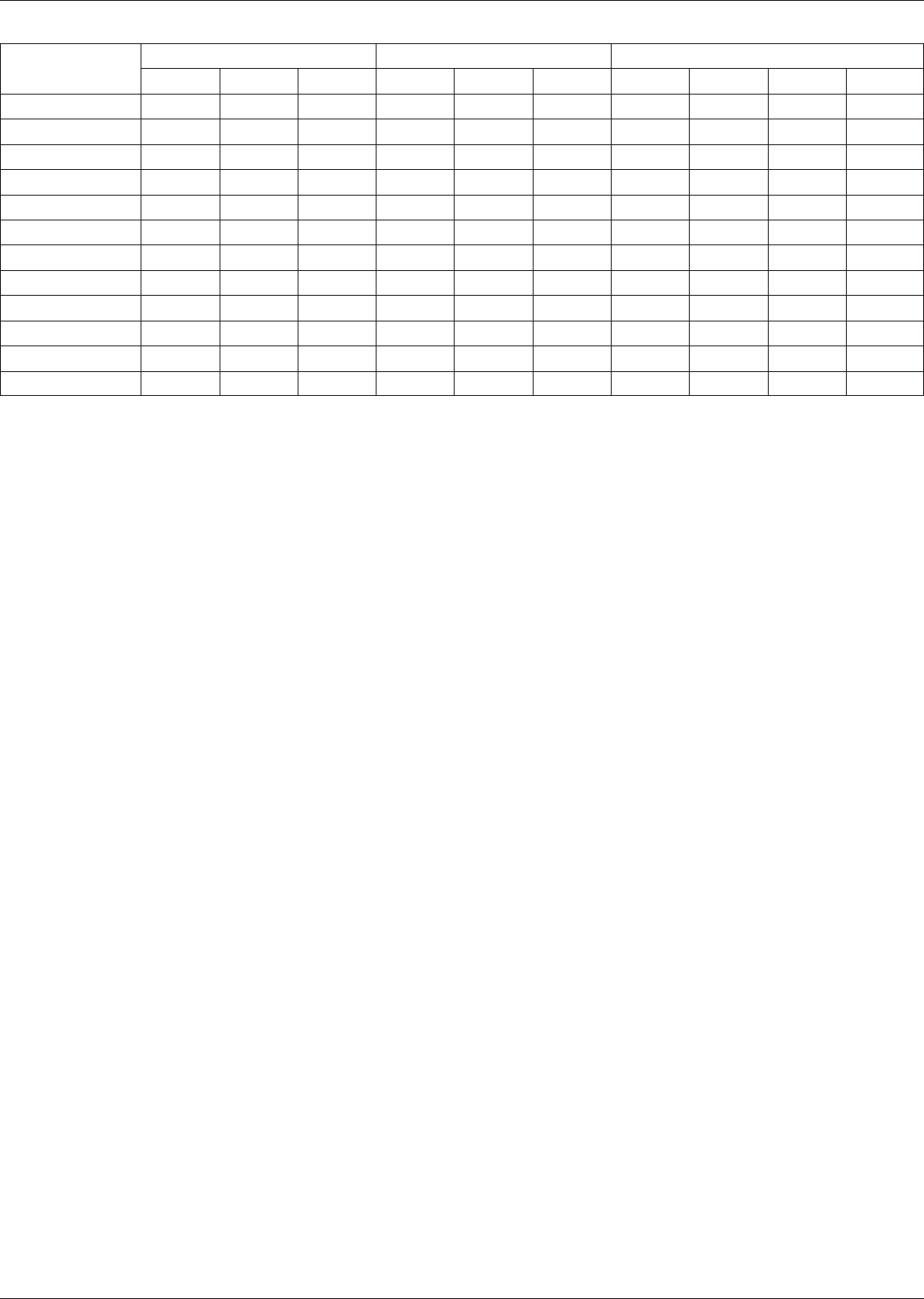
Table 4-2 C=0 Sampling Plan (Sample Size for Specific Index Value
1
4.2.2 Qualified Processes If a qualified process has been established, the requirements of 4.1.1 for a minimum number of
readings and calculation of an associated standard deviation can be waived. For a qualified process, demonstrating a process
capability (± 4 sigma) within the appropriate specification, a sample measurement consistent with Table 3-1 may be used for
lot conformance, provided all readings fall within the Qualified Process population (± 4 sigma). Alternative thickness inspec-
tion methodologies shall be AABUS.
For gauge capability and GaugeR&R,seeAPPENDIX 10.
)
Lot Size
Class 1 Class 2 Class 3
2.5
1
4.0
1
6.5
1
1.5
1
2.5
1
4.0
1
0.10
1
1.0
1
2.5
1
4.0
1
1-8 5 3 3 ** 5 3 ** ** 5 3
9-15 533853**1353
16-25 533853**1353
26-50 775877**1377
51-90 11 8 5 13 11 8 ** 13 11 8
91-150 11 9 6 19 11 9 125 19 11 9
151-280 13 10 7 19 13 10 125 29 13 10
281-500 16 11 9 21 16 11 125 29 16 11
501-1200 19 15 11 27 19 15 125 34 19 15
1201-3200 23 18 13 35 23 18 125 42 23 18
3201-10,000 29 22 15 38 29 22 192 50 29 22
10,001-35,000 35 29 15 46 35 29 294 60 35 29
Note 1. Index Value is associated to the A.Q.L. value. If a particular product is determined to be ‘‘critical’’ by the user and a smaller index value is required,the
user shall designate the requirement in the procurement document and should state the ‘‘critical’’ requirement on the master drawing. **Denotes
inspect entire lot.
4.2 Quality Conformance Testing Quality conformance testing shall consist of inspections as specified in Table 3-1 and
January 2013 IPC-4556
11

APPENDIX 1
Chemical Definitions and Process Sequence
Martin Bayes
Dow Electronic Materials
Chemical Definitions
Electroless Process – This chemical process promotes sustained deposition of a metal or metal alloy onto either a dielec-
tric or metallic PWB surface through an oxidation-reduction chemical reaction, without the application of an external elec-
trical potential. Reducing agents, such as sodium hypophosphite or sodium formate, react at catalytic surfaces to release elec-
trons, which immediately reduce the positively charged metal ions (e.g., nickel ions in ENIG and ENEPIG and palladium
ions in ENEPIG), promoting their deposition onto the PWB.
This type of reaction is described as ‘‘autocatalytic,’’ as the deposition process will continue even after the substrate is com-
pletely covered by a continuous layer of the plated deposit. The deposit thickness will therefore continue to rise in the pres-
ence of source metal ions and a reducing agent, until the board is removed from the plating bath. The thickness of plated
deposits will vary depending on the bath temperature, chemical parameters (such as solution pH) and the amount of time
spent in the plating bath.
Immersion Process – This chemical process uses a chemical displacement reaction to deposit a layer of a second metal onto
a base metal surface. In this reaction, the base metal dissolves, releasing the electrons that reduce the positively charged ions
of the second metal present in solution. Driven by the electrochemical potential difference, the metal ions in solution (e.g.,
gold ions in ENIG or ENEPIG process) are deposited onto the surface of the board, simultaneously displacing ions of the
surface metal into solution.
This type of reaction is described as ‘‘self-limiting’’ because, once the base metal is covered with a continuous layer of the
deposited metal, there is no longer a source of electrons and the reaction ceases.
Process Sequence
1. Cleaner – The purpose of this step is to clean the copper surface in preparation for processing. The cleaner removes
oxides and light surface contaminants, and ensures that the surface will be in a condition allowing it to be uniformly
micro-etched. Vendor specifications for temperature, dwell time, agitation and bath chemical control should be followed.
2. Microetch – The purpose of this step is to produce a surface that may be uniformly catalyzed and plated with good deposit
adhesion by removing some copper from the surface. A variety of different etchant types may be used (e.g., sodium per-
sulfate, peroxide/sulfuric). Vendor specifications for temperature, dwell time, agitation and bath chemical control should
be followed.
3. Catalyst – The purpose of this step is to deposit a material that is catalytic to electroless nickel plating on the copper
surface. The catalyst lowers the activation energy for nickel deposition and allows plating to initiate on the copper sur-
face. Examples of metal catalysts include palladium and ruthenium (typically deposited by an immersion reaction with
the copper surface). Vendor specifications for temperature, dwell time, agitation and bath chemical control should be fol-
lowed.
4. Electroless Nickel – The purpose of this bath is to deposit the required thickness of nickel on the catalyzed copper sur-
face. The nickel thickness should be adequate to cover the copper with a substantially pore-free coating, to create a dif-
fusion barrier to copper migration, and also serve as a solderable surface, depending on the intended application.
The nickel bath has a relatively high deposition rate and its active chemical components must be maintained in balance
on a continuous basis, by addition of appropriate replenishment components. Electroless nickel baths typically run at high
temperatures and extended dwell times to achieve the required deposit thickness. It is therefore important to ensure that
compatible PWB substrate and solder mask materials are used. Vendor specifications for temperature, dwell time, agita-
tion and bath chemical control should be followed.
5. Electroless Palladium – The purpose of this bath is to deposit the required thickness of palladium onto the initial elec-
troless nickel deposit. The palladium thickness should be adequate to provide a surface with the desired solderability
and/or wire bonding characteristics, depending on the intended application. This bath runs at moderately high tempera-
tures. Dwell times will vary, depending on the required deposit thickness. Vendor specifications for temperature, dwell
time, agitation and bath chemical control should be followed.
6. Immersion Gold – The purpose of this step is to deposit a thin, continuous layer of gold. The gold protects the underly-
ing electroless nickel/electroless palladium layers from oxidation or passivation, and also serves as a contact surface,
IPC-4556 January 2013
12

depending on the intended application. This bath runs at relatively high temperatures and dwell times. The user should
ensure compatibility of substrate and solder mask, if used. Vendor specifications for temperature, dwell time, agitation
and bath chemical control should be followed.
7. Rinsing – The purpose of these steps is to remove residual process chemicals from the PWB surface after each chemi-
cal processing step. This may be achieved in either a single step or with multiple rinses. In some instances, pre-dip and/or
post-dip process steps may also be required for optimum process performance. Vendor specifications for temperature,
dwell time, agitation and turn-over rate should be followed.
8. Drying – The purpose of this step is to ensure the boards are completely dry. This may be achieved by use of either in-line
vertical, or off-line horizontal drying. Off-line horizontal drying should be preceded by a horizontal rinsing step and
should be dedicated to the boards from the ENIG/ENEPIG processes. The time and temperature should be optimized to
suit the type of product.
9. ENIG/ENEPIG Process Combination – Due to the very substantial overlap between the process flows for production of
ENEPIG and ENIG, single process lines can be designed to be capable of producing either product type, by use of dif-
ferent line software control programs.
January 2013 IPC-4556
13