IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第67页
CONCLUSION The palladium plating thickness range on the test coupons submitted by the IPC 4-14 Plating Processes Subcommittee did not introduce any loss of solder joint integrity for Sn63Pb37 or SAC305 soldering processe…
Figure A7-16 SAC305 Test Coupon 19 – Test Coupon at 200X magnification (left view) and at 500X magnification (right view) and both
are cross-sectional views.
Discussion Figure A7-17 shows the solderball shear data as a function of palladium plating thickness for both the
Sn63Pb37 and SAC305 soldering processes. The error bars in the plot represent one standard deviation. The Sn63Pb37 sol-
dering process shear force values are very consistent with little variation over the range of palladium plating thickness. The
SAC305 soldering process shear force values are more variable but greater than the Sn63Pb37 values. A solder joint integrity
issue due to PdSn
4
IMC phase embrittlement would have revealed itself as a loss of shear force with increasing palladium
plating thickness. The metallographic cross-sectional analysis confirms the Figure A7-17 data as the presence of the PdSn
4
IMC phase was not segregated at the solder joint/test coupon pad and was only found in minor concentration levels. The test
results recorded in this investigation are in agreement with recently published testing palladium plating reliability results by
M. Wolverton [2] and previous Rockwell Collins investigations [3].
IPC-4556-a7-17
Figure A7-17 Solderball Shear Force as a Function of Palladium Plating Thickness
3000
2500
2000
1500
1000
500
0 5 10 15 20
0
Solderball Shear on ENEPIG Surface Finish
Shear Force (g)
Palladium Plating Thickness (microinch)
SnPb
SAC305
IPC-4556 January 2013
56

CONCLUSION
The palladium plating thickness range on the test coupons submitted by the IPC 4-14 Plating Processes Subcommittee did
not introduce any loss of solder joint integrity for Sn63Pb37 or SAC305 soldering processes as measured by solderball shear
testing and metallographic cross-sectional analysis.
REFERENCES
1. D. Abbott, Donald, D. Romm, B. Lange, ‘‘Nickel-Palladium-Gold Integrated Circuit Lead Finish and Its Potential for
Solder-Joint Embrittlement,’’ Texas Instruments Application Report SZZA031, December 2001.
2. M. Wolverton, ‘‘Quality, Reliability and Metallurgy of ENEPIG Board Finish and Tin-Lead Solder Joints,’’ SMTAI Con-
ference Proceedings, October, 2011.
3. D. Hillman, P. Bratin, M. Pavlov, ‘‘Wirebondability and Solderability of Various Metallic Surface Finishes For Use in
Printed Circuit Assembly,’’ Surface Mount International Conference Proceedings, pp. 687-701, 1996.
January 2013 IPC-4556
57
APPENDIX 8
Gold Wire Bonding
Stephen Meeks
St Jude Medical
The tasks identified by a consensus of the IPC 4-14 Plating Processes Subcommittee members to evaluate the suitability of
the Electroless Nickel Electroless Palladium Immersion Gold ENEPIG) plating finish for wire bondability were as follows:
• Round Robin Task Group Members Roles and Responsibilities
• Development of a Wire Bond Test Vehicle
• Commercial ENEPIG Plating Finish Supplier Contributions
• ENEPIG Plating Finish Attributes Selected to Evaluate Wire Bonding
• 1 mil Gold Ball Wire Bonding and Destructive Pull Testing Evaluations per MIL-STD-883
Round Robin Task Group Member Roles and Responsibilities
The wire bond test vehicle artwork was supplied by Kulicke and Soffa (K&S).
Fabrication of the test vehicles was performed by TTM Technologies, Inc.
Commercial suppliers provided the ENEPIG plating finish test vehicles.
St. Jude Medical conducted the auto wire bonding and destructive pull testing evaluations.
Development of the Wire Bond Test Vehicle The artwork
for the round robin wire bond test vehicle was provided by
K&S. The test vehicle/coupon was a double sided Printed Cir-
cuit Board (PCB) with no inner planes. The dimensions of an
individual test coupon were 1 inch by 1 inch square and 0.034
inches thick. The coupon was designed for wire bonding to be
conducted only on one side of the part. Two levels of wire
bond pad surface roughness were selected for the test matrix –
high and low.
FR-4 was the laminate material used for the test vehicle. No
solder mask was incorporated. All coupons were fabricated by
TTM. A tooling hole was added to each coupon within the
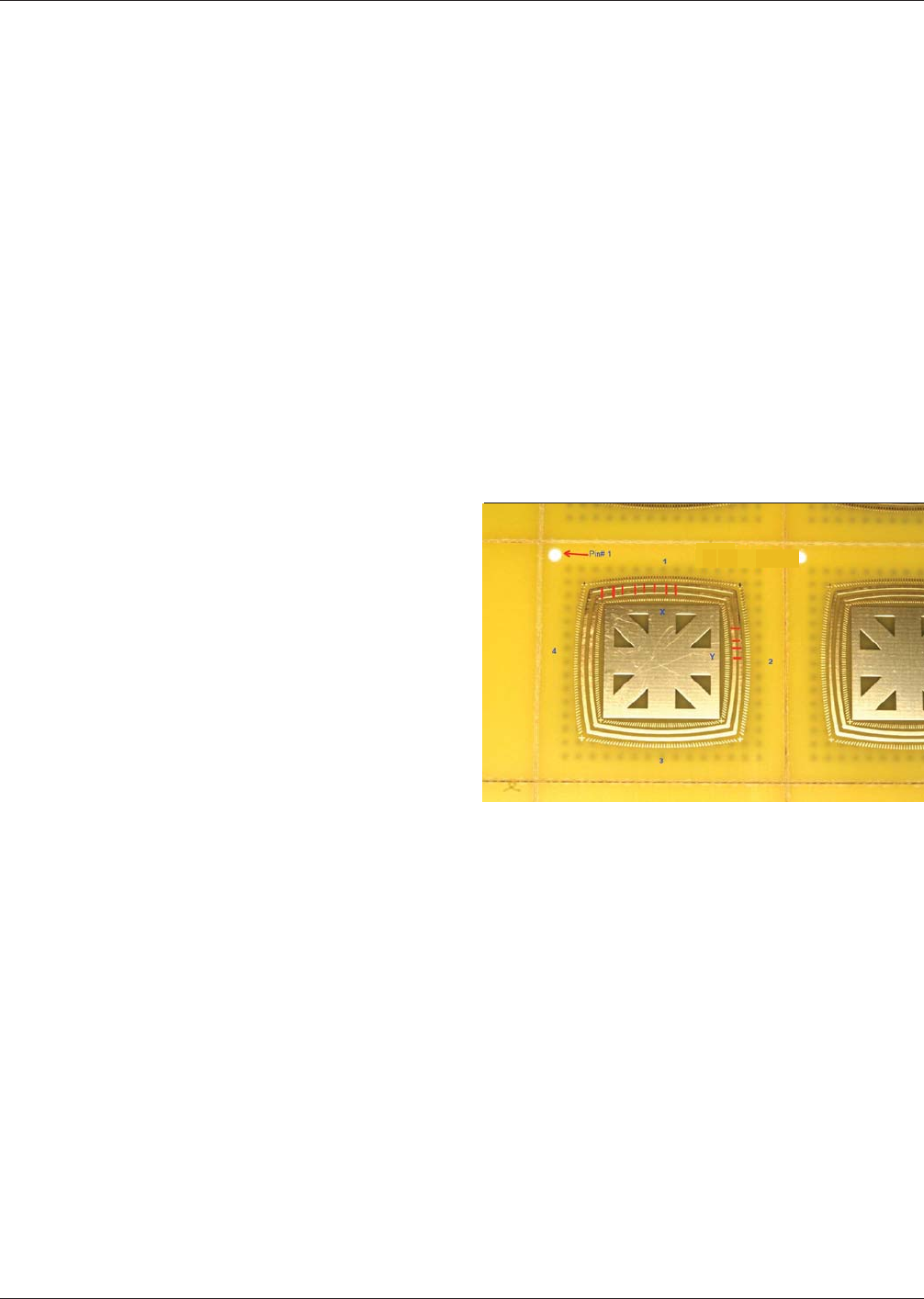
panel to provide for a pin #1 location. The wire bonding areas
of each coupon were separated into 4 quadrants for wire bond-
ing and accurate destructive pull data tracking (as shown in
Figure A8-1).
Commercial ENEPIG Plating Finish Suppliers Following the fabrication of the ENEPIG panels by TTM, the panels con-
taining the wire bond test coupons were shipped to the following commercial ENEPIG finish suppliers who had agreed to
participate in the Round Robin testing:
1. Uyemura
2. DOW Electronic Materials
3. MacDermid
4. Enthone-Cookson
5. OMG
6. Atotech
Figure A8-1 Wire Bond Test Vehicle Showing pin #1, quad-
rants 1, 2, 3 and 4.
Note: The red lines indicate the general wire bond locations and sites
used for Destructive Pull Testing (DPT).
IPC-4556 January 2013
NiPdAu
1 -mil
Gold
Wire
58
Bonding