IPC-4556 印制板化学镍钯浸金(ENEPIG)规范ENG.pdf - 第82页
Test Results - Wetting Rate (W R ) The wetting rate behavior was also assessed for these finishes. Generally speaking, there were only small decreases in the wetting rate as a function of increased aging time in the Class…

A second parameter that is obtained from the wetting balance test is the wetting rate. The wetting rate indicates the speed
with which the molten solder meniscus climbs the coupon.
Although this parameter is not used within industry standards, testing at Sandia National Laboratories has determined that
it provides a correlation between the laboratory test and performance in fielded processes.
Test Results - Contact Angle, θ
C
The contact angle data for Vendors 1 and 2 are plotted in Figure A11-2 as a function of
the exposure time in the Battelle Class 2 environment. If the actual storage environment is a Class 2 environment, the fol-
lowing correlation between the accelerated test exposure time and the actual storage lifetimes is as follows:
• 8.4 hrs corresponds to ~ 3 months;
• 33.6 hrs,~1yr;
• 168 hrs, ~ 5 yrs; and
• 336 hrs, ~ 10 yrs.
It is clear that, the ENEPIG finishes, used in conjunction with the Sn-Pb solder and RMA flux, exhibited excellent solder-
ability that was not degraded by even the longest exposure to the Class 2 conditions. In fact, the contact angles of the Ven-
dor 1 finish actually decreased slightly after exposure to the Battelle Class 2 conditions. Although both ‘‘thick’’ and ‘‘thin’’
variants from Vendor 2 have only been aged for 168 hours (~ 5 yrs), the contact angles remained very low and unaffected
by the Class 2 exposure. More importantly, it is also apparent that the two Pd thicknesses of these ENEPIG finishes pro-
vided comparable solderability performances, which opens the door to using the less-expensive, thinner Pd layer.
IPC-4556-a11-2
Figure A11-2 ENEPIG with Thin and Thick Pd from Vendors1&2–Contact angles as a function of Battelle Class 2 aging using
Sn63Pb37 solder, RMA flux and 245 °C max. temperatures.
0
5
10
15
20
25
30
35
40
ENEPIG Sn63-Pb37
245C
Contact Angle Vendor 1 Thick Pd
Contact Angle Vendor 2 Thin Pd
Contact Angle Vendor 2 Thick Pd
Aging Time (hrs)
Contacr Angle (º)
January 2013 IPC-4556
71
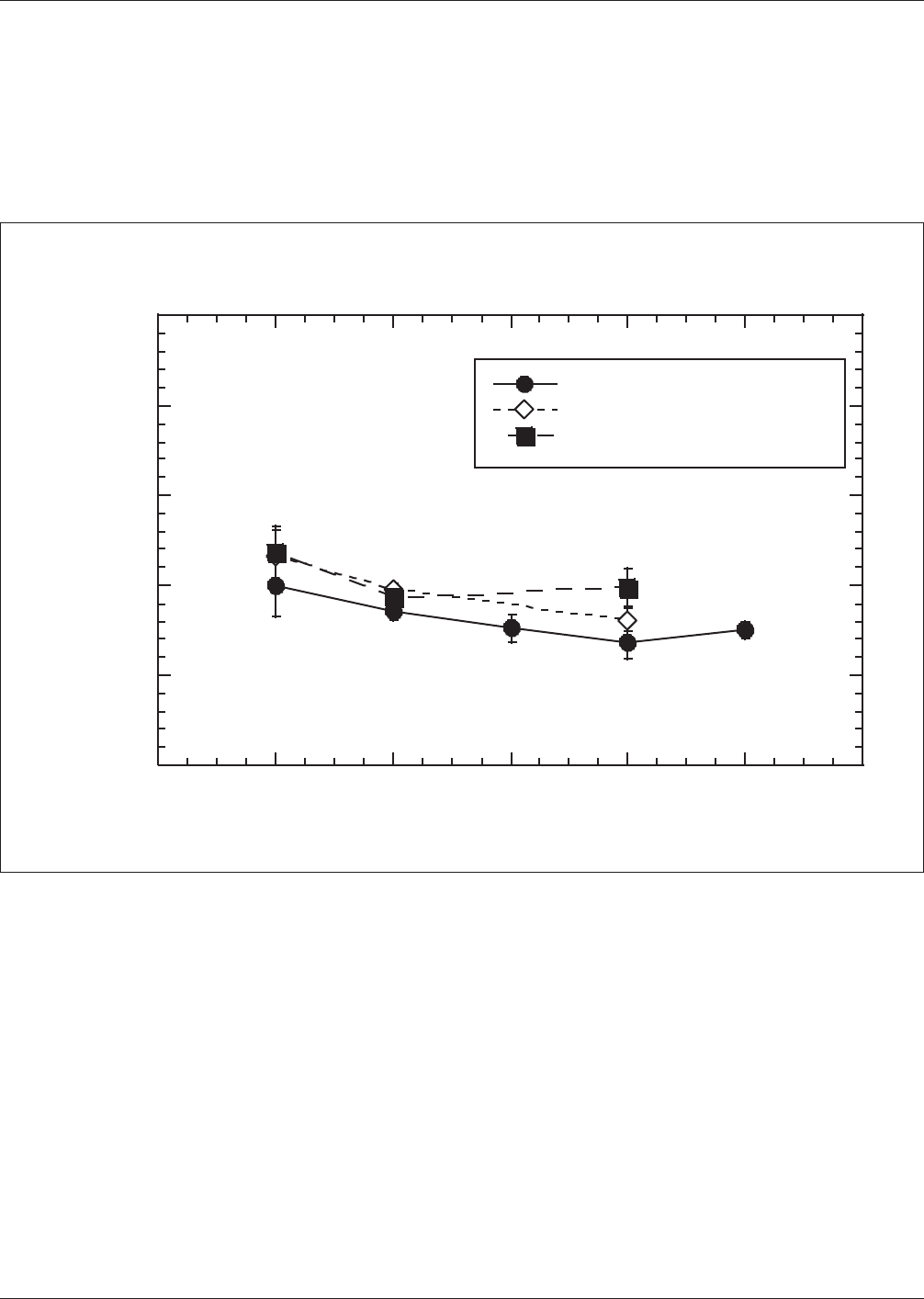
Test Results - Wetting Rate (W
R
) The wetting rate behavior was also assessed for these finishes. Generally speaking, there
were only small decreases in the wetting rate as a function of increased aging time in the Class 2 environment. The same
trend was observed across all three candidate ENEPIG finishes (Figure A11-3). Auger Electron Spectroscopy (AES) was
used to determine the source of the slower wetting behavior. The primary cause was attributed to a small amount of Pd that
had diffused through the Au to the surface. The driving force for that diffusion is a combination of the elevated temperatures
and oxidization potential established by the air environment above the sample. The Pd proceeded to oxidize, thus, slowing
the wetting and spreading process. A secondary factor may be a slight buildup of carbon compounds detected by AES on the
Au surface. The small decreases in wetting rate would not impact an actual manufacturing process.
IPC-4556-a11-3
Figure A11-3 Wetting Rate as a Function of Battelle Class 2 Aging – Both vendors1&2using Sn63Pb37 solder, RMA flux and 245
°C max. temperatures.
Wetting Rate (mN/sec)
0
20
40
60
80
100
As Fabricated 8.4hrs 33.6hrs 168hrs 336hrs
ENEPIG Sn63-Pb37
245C
Wetting Rate V1 Thick Pd
Wetting Rate V2 Thin Pd
Wetting Rate V2 Thick Pd
Aging Time (hrs)
IPC-4556 January 2013
72

SUMMARY
The electroless Ni, electroless Pd, and immersion Au (ENEPIG) surface finish is capturing the attention of both the struc-
tural and electronics soldering communities as a means to enhance the solderability of common base materials for a range
of applications. Solderability testing has illustrated the robustness of this finish after simulated storage aging using the
Battelle Class 2 environment. For the various ENEPIG finishes in this study, the excellent performance was sensitive to sup-
plier but not to the thickness of the Pd layer. Only a slight decrease in wetting rate was observed after exposure to the
Battelle Class 2 conditions. Auger electron spectroscopy (AES) identified two possible sources of the reduced wetting rate:
(a) Pd diffusion to the Au surface and its oxidation and (b) the small build-up of carbon compounds that are attracted to the
Au layer.
REFERENCES
1. G. Milad, Is ‘‘Black Pad’’ Still an Issue for ENIG?’’ Circuit World, Vol. 36 Iss: 1, pp.10 - 13, 2010.
2. W. H. Abbott, ‘‘The Development and Performance Characteristics of Mixed Flowing Gas Test Environment,’’ IEEE
Transactions, Vol. 11, No. 1, March 1988.
3. A. Jackson, I. Artaki, and P.Vianco, ‘‘Manufacturing Feasibility of Several Lead Free Solders for Electronic Assembly,’’
Proc. 7
t
h Inter. SAMPE Electronics Conf. (Parsippany, NJ; June 21, 1994), p. 381.
4. I. Artaki, A. Jackson, and P. Vianco, ‘‘Fine Pitch Surface Mount Assembly with Lead-Free, Low Residue Solder Paste,’’
Proc. Surface Mount Inter., (San Jose, CA Aug. 28, 1994), p. 495.
5. P. Vianco, J. Rejent, I. Artaki, and U. Ray, ‘‘An Evaluation of Prototype Circuit Boards Assembled with a Sn-Ag-Bi Sol-
der,’’ Proc. IPC Works ’99 (IPC, Northbrook, IL; 1999), p. S-03-3-1.
6. P. Vianco and A. Claghorn, ‘‘Effect of Substrate Preheating on Solderability Performance as a Guideline for Assembly
Development - Part I: Baseline Analysis,’’ Soldering and Surface Mount Technology No. 24 (1996) p. 12.
7. R. J. K. Wassink, Soldering Electronics, (Ayr, Scotland: Electrochemical Publications Limited, 1984) p. 235.
January 2013 IPC-4556
73