00196969-04-BA-SX12-V2-RU.pdf - 第139页
Руководство по эксплуатации SIPLACE SX1/SX2 3 Технические характеристики и узлы Начиная с версии ПО SR.706.1 SP1 Издание 10/2014 3.7 Система транспортировки ПП 139 3.7.3.3 Асинх ронный тип транспор тировки При асинхронно…
3 Технические характеристики и узлы Руководство по эксплуатации SIPLACE SX1/SX2
3.7 Система транспортировки ПП Начиная с версии ПО SR.706.1 SP1 Издание 10/2014
138
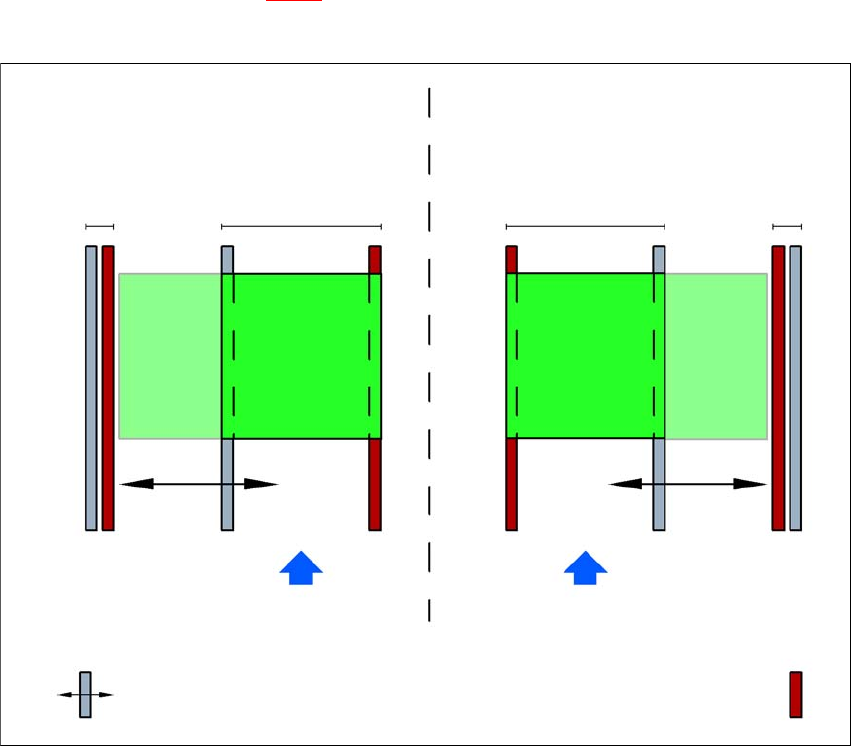
3.7.3.2 Двойной транспортер ПП в режиме одинарного транспортера
Двойной транспортер может быть сконфигурирован для установки в одну технологическую
линию с простым транспортером. Для этого необходимо полностью свести одну дорожку и
деактивировать ее (см. рис. 3.7 - 3
). Это позволяет увеличить ширину дорожки транспорти-
ровки максимум до 460 мм.
3
Рис. 3.7 - 3 Гибкий двойной транспортер в режиме одинарного транспортера
Двойной транспортер с расширенной дорожкой
транспортировки 2 (неподвижная стенка транс-
портера слева)
Дорожка транс-
портировки 2
деактивирована
Дорожка транспорти-
ровки 1
Дорожка транспорти-
ровки 2
Дорожка транс-
портировки 1 деак-
тивирована
Направление транспор-
тировки ПП
Направление транспорти-
ровки ПП
Неподвижная стенка транспортера
Двойной транспортер с расширенной дорожкой
транспортировки 1 (неподвижная стенка транс-
портера справа)
Подвижная стенка транспортера
Руководство по эксплуатации SIPLACE SX1/SX2 3 Технические характеристики и узлы
Начиная с версии ПО SR.706.1 SP1 Издание 10/2014 3.7 Система транспортировки ПП
139
3.7.3.3 Асинхронный тип транспортировки
При асинхронном режиме транспортировки печатная плата на одной дорожке всегда ком-
плектуется, пока печатная плата на другой дорожке движется в позицию для сборки. Благо-
даря этому, полностью экономится время на транспортировку, что существенно повышает
производительность сборки печатных плат, особенно при малой длительности шага.
Если машина получила параметры задания (кластер, настройку), то
в каждый определен-
ный момент режима монтажа печатные платы, находящиеся на подающем конвейере,
транспортируются на соответствующий сборочный конвейер (если сборочный конвейер
свободен). Процесс монтажа начинается, как только печатная плата поступила на соответ-
ствующий сборочный конвейер. Печатные платы комплектуются друг за другом.
Если процесс монтажа прерывается, то интерфейс транспортера блокируется и
печатные
платы, которые в этот момент находятся на технологических конвейерах, комплектуются до
конца.
Интерфейс транспортировки блокируется и деблокируется для обеих дорожек транспор-
тера одновременно.
3
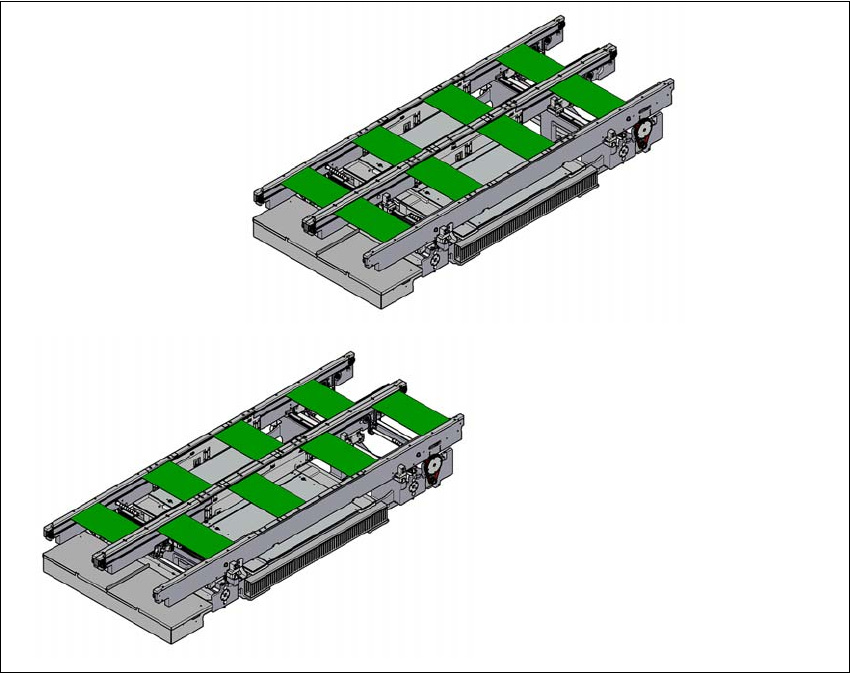
Рис. 3.7 - 4 Типы транспортировки
Синхронный тип транспортировки
Асинхронный тип транспортировки
3 Технические характеристики и узлы Руководство по эксплуатации SIPLACE SX1/SX2
3.7 Система транспортировки ПП Начиная с версии ПО SR.706.1 SP1 Издание 10/2014
140
3.7.3.4 Синхронный тип транспортировки
При синхронном режиме транспортировки две печатные платы равной величины подаются
в позицию для сборки одновременно. Они должны обрабатываться как общий кластер.
Это позволяет монтировать на верхней и нижней стороне печатной платы в одной линии.
Время на транспортировку печатных плат сокращается, поскольку всегда одновременно
транспортируются 2 печатных платы. Кроме того, обеспечивается более равномерная
на-
грузка на присосы.
Печатные платы на дорожках 1 и 2 движутся на участках транспортера синхронно (конвей-
еры не зависят друг от друга, но управляются синхронно). Содержание монтажа для до-
рожки 1 и 2 должно организовываться с помощью двух отдельных схем в кластере
Если при запуске процесса монтажа запрограммирована только одна дорожка транспор-
тера, то
отдельная схема для этого участка транспортера идентифицируется как "не монти-
ровать".
При синхронном режиме двойного транспортера ПП параметр "Передача данных платы"
(Whispering Down The Line) выключается. Параметр "Глобальная исключающая метка" не
разрешен.
3.7.3.5 I-Placement
Наряду с синхронным и асинхронным режимами транспортировки введена концепция мон-
тажа "I-Placement". В этом случае обе монтажные головки одновременно работают в зоне
монтажа и выполняют монтаж компонентов печатной платы независимо друг от друга. В
стандартном режиме монтажные головки работают в чередующемся цикле: в то время, как
монтажная головка в одной зоне монтажа
монтирует печатную плату, другая монтажная го-
ловка забирает компоненты с подающих модулей. С применением функции "I-Placement"
(автономный монтаж) отсутствует время ожидания монтажных головок, что позволяет уве-
личить производительность монтажа.
3.7.4 Управление и настройка ширины
3.7.4.1 Управление в режиме меню отдельных функций
Информация по управлению системой транспортировки печатных плат в режиме меню от-
дельных функций приводится в интерактивной справке.
3.7.4.2 Автоматическая настройка ширины
Конвейеры транспортера настраиваются на заданную ширину после получения команды.
При использовании двойного транспортера существует возможность использования раз-
личной ширины.
Подробная информация по изменению ширины дорожки транспортировки предоставляется
в онлайновой службе поддержки.