Hybrid Calibration Offset Measurement and Correction Operation Manual.pdf - 第15页
H ybrid Cali bration Offset M easurement and Correction Operation Manual N XT V8.95 FUJI CORPORAT ION 15/18 5. Returning the module c om plete s t he procedure for clearin g the error . The machine w aits for t he ST AR …
Hybrid Calibration Offset Measurement and Correction Operation Manual NXT V8.95
FUJI CORPORATION 14/18
Notes:
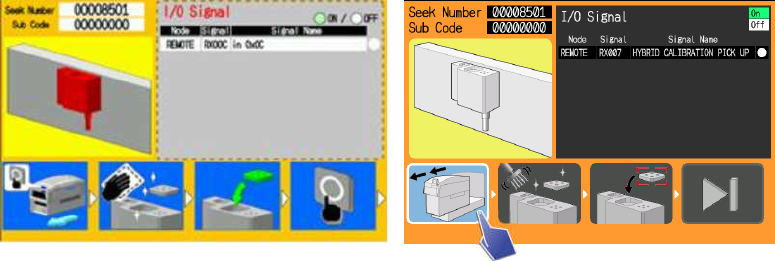
1. Push the MONITOR button (camera pictogram on the NXT-3 touchscreen) to
display the vision processing images. Press MONITOR (camera pictogram on the
NXT-3 touchscreen) again to return to the guidance screen.
2. The jig parts are extremely small. Be careful not to drop them inside the machine
when performing this procedure.
3. If the above procedure is not performed, clear the error using the forced error
removal function in Accessory Software. When jig parts are on the nozzle, return
the jig parts to the jig part storage pocket on the jig stand and then use the forced
error removal function. (See chapter 9 for details on this function).
8.4. Stand vacuum errors
When the jig parts are placed on the stand, in order to secure the jig parts, the parts
are held down by suction from the stand. At this time, in order to confirm that the jig
parts are completely secured, the negative pressure is checked. For these errors, if
the negative pressure has not risen without a certain amount of time, guidance
instructs the operator to clean the jig parts.
If the negative pressure does not rise, the jig parts may not be placed correctly. If the
jig parts are not placed correctly, the results of vision processing may not be reliable.
It is thought that this problem can be avoided by cleaning the jig parts.
Also, if for some reason foreign material gets on the stand, parts may not be held
down correctly by the suction. It is thought that this problem can be avoided by
cleaning the stand.
NXT-2 operation panel NXT-3 operation panel
1. Push the OK button (press the pull out module pictogram for the NXT-3) and
pull the module out.
2. Clean the jig parts and marks on the stand.
3. Set the parts in the part pockets on the stand.
4. Push [OK] (press the step pictogram for the NXT-3) to tell the machine that
maintenance (setting the jig parts) is complete.
Hybrid Calibration Offset Measurement and Correction Operation Manual NXT V8.95
FUJI CORPORATION 15/18
5. Returning the module completes the procedure for clearing the error. The
machine waits for the START button to be pushed.
6. Push the START button to start hybrid calibration measurement (regardless
of the condition before the error, measurement is performed for all holders).
Note:
The jig parts are extremely small. Be careful not to drop them inside the machine
when performing this procedure.
Hybrid Calibration Offset Measurement and Correction Operation Manual NXT V8.95
FUJI CORPORATION 16/18
9. Clearing errors in Accessory Software
Errors cannot be cleared by pushing READY ON if the module is not pulled forward
and the nozzle station removed. If the state of the stopped machine makes it difficult to
pull the module out or remove the nozzle station, then the nozzle changeover error
cannot be cleared. In this case, Accessory Software can be used to forcibly clear the
error.
9.1. Specify remote operation access authority
The command for clearing errors in accessory software is an emergency use
command. For this reason, it is recommended that access authority for remote
operation is set in Security Tool Editor, and that the environment is set up so that only
line managers can use the function.
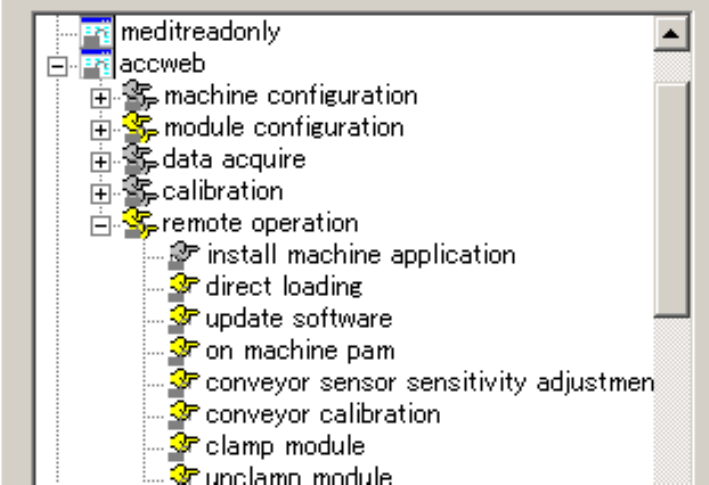
Ÿ Select [Programs]-[Fuji Flexa]-[Setup]-[Security Tool Editor] on the computer
installed with Fuji Flexa to start Security Tool Editor.
Ÿ Use Security Tool Editor to specify access authority for the [Remote operation] -
[Forced error removal] command. Refer to the Fuji Flexa User Manual for details.
Ÿ Turn on the user confirmation function in Accessory Software and perform access
management. Refer to the Fuji Accessory Software Operation Manual for details
on the method for specifying the setting.