00198719-01_UM_X-Serie-S_PL.pdf - 第169页
Instrukcja eksploatac ji SIPLACE serii X S 3 Dane techniczne i zespo ł y Od wersji oprogramowania 713.0 Wydanie 11/2019 3.8 Modu ł podajnikowy ta ś my SIPLACE do SIPLACE serii X S 169 3 3 Rys. 3.8 - 1 1 Monta ż uchwytu d…
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE serii X S
3.8 Moduł podajnikowy taśmy SIPLACE do SIPLACE serii X S Od wersji oprogramowania 713.0 Wydanie 11/2019
168
3.8.7.1 Dane techniczne
3
3.8.7.2 Liczba magazynków powierzchniowych na stanowisko i automat
3.8.7.3 Zakładanie uchwytu magazynku powierzchniowego na wózku na podzespoły serii
X S
Przednią prowadnicę ślizgową (poz. 1 na rys. 3.8 - 11169) uchwytu włożyć w element ułatwia-
jący wprowadzanie (poz. 6 na rys. 3.8 - 11, strona 169).
Przesunąć uchwyt wzdłuż profili prowadzących (poz. 7 na rys. 3.8 - 11, strona 169) do
przodu. Uchwyt przesuwa się wraz z przednimi (poz. 1) i tylnymi prowadnicami ślizgowymi
(poz. 2 na rys. 3.8 - 11, strona 169) na profilach prowadzących.
Przesunąć uchwyt dalej, aż oba kołki ustalające znikną "z przodu" (poz. 4 na rys. 3.8 - 11,
strona 169) w otworach centrujących (poz. 10 na rys. 3.8 - 11, strona 169).
Należy przy tym zwracać uwagę na oba kołki ustalające "z tyłu" (poz. 3 na rys. 3.8 - 11, strona
169) uchwytu. Muszą one bezproblemowo wsuwać się w wyżłobienia (poz. 8 na rys. 3.8 - 11,
strona 169) listwy centrującej.
W pozycji oporowej modułu doprowadzającego zapadka ryglująca (poz. 9 na rys. 3.8 - 11,
strona 169) blokuje się w rolkach ryglujących (poz. 5) uchwytu.
Uchwyt tacy matrycy można zablokować i odblokować z interfejsu użytkownika. Oznacza to, że
uchwyt można łatwo zmienić podczas umieszczania bez przerywania.
Wymiary gabarytowe D x S x W 429 mm x 376 mm x 200 mm
Konfiguracja stanowisk na stole na podzespoły 32 stanowiska
*a
*)a Na pozostałych 8 stanowiskach można umieszczać moduły podajnikowe X. W razie zastosowania listwy
ryglująco-ustalającej zmniejsza się jednak do 6 liczba dostępnych stanowisk ze względu na wystawanie na
boki dźwigni ustalających.
Możliwość ustawienia na automatach serii X S Stanowiska 2 i/lub 4
Gama głowic montażowych TwinStar, CPP
*b
*)b Dozwolone tylko w wysokiej pozycji montażowej (CPP_H).
WSKAZÓWKA
Ważne informacje
Maksymalna wysokość podzespołu na uchwycie do magazynków powierzchniowych
jest uzależniona od maksymalnej wysokości podzespołu zastosowanej głowicy monta-
żowej. Przy stosowaniu magazynków powierzchniowych należy pamiętać, że nie mogą
leżeć nad wysokością odbierania standardowego przenośnika.
Automat montażowy Stanowisko 2 Stanowisko 4
X4 S 1 1
X3 S 2 1
X2 S 2 2
Instrukcja eksploatacji SIPLACE serii X S 3 Dane techniczne i zespoły
Od wersji oprogramowania 713.0 Wydanie 11/2019 3.8 Moduł podajnikowy taśmy SIPLACE do SIPLACE serii X S
169
3
3
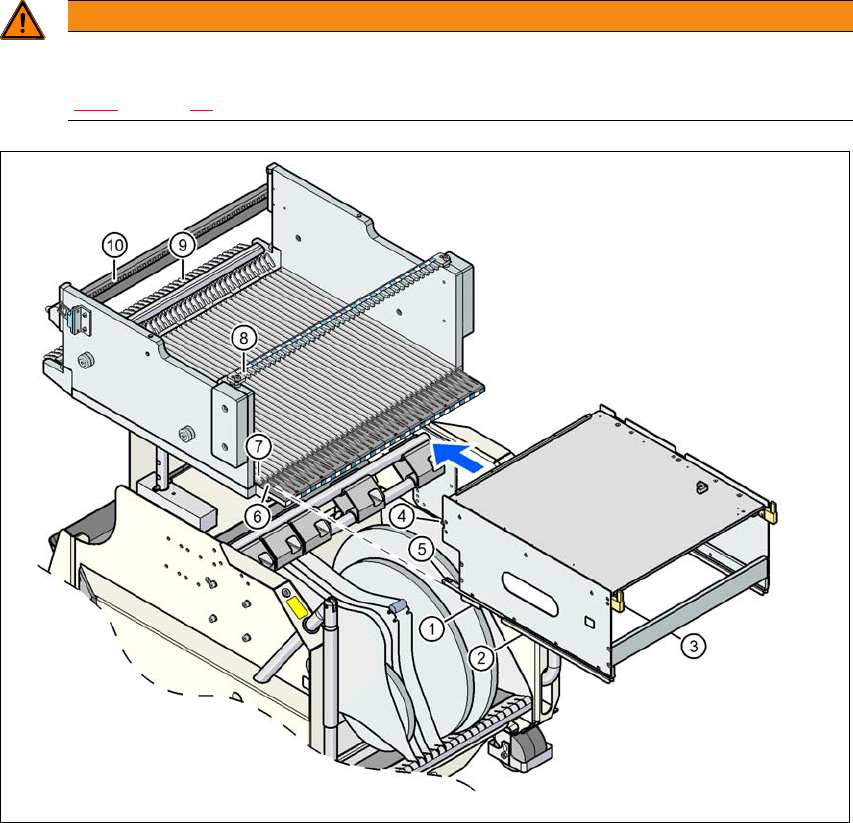
Rys. 3.8 - 11 Montaż uchwytu do magazynków powierzchniowych do wózka na podzespoły SIPLACE serii X S
OSTRZEŻENIE
Obłożenie stanowisk!
Przestrzegaj zasad bezpieczeństwa dotyczących konfigurowania stanowisk w punkcie
2.6.5
, strona 89.
(1) Przednia prowadnica ślizgowa (6) Element ułatwiający wprowadzanie
(2) Tylna prowadnica ślizgowa (7) Szyna ślizgowa (profil Omega)
(3) Kołek centrujący "z tyłu" (8) Wyżłobienie w listwie centrującej na kołek
ustalający "tył"
(4) Kołek ustalający "przód" (9) Zapadki ryglujące
(5) Rolka ryglująca (10) Otwory ustalające na stole na podzespoły na
kołek ustalający "przód"
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE serii X S
3.9 Wózek na podzespoły Od wersji oprogramowania 713.0 Wydanie 11/2019
170
3.9 Wózek na podzespoły
Nr kat. 00119722-xx Wózek na podzespoły SIPLACE serii X S
W automatach SIPLACE serii X S można zadokować cztery wózki na podzespoły SIPLACE serii
X S.
3
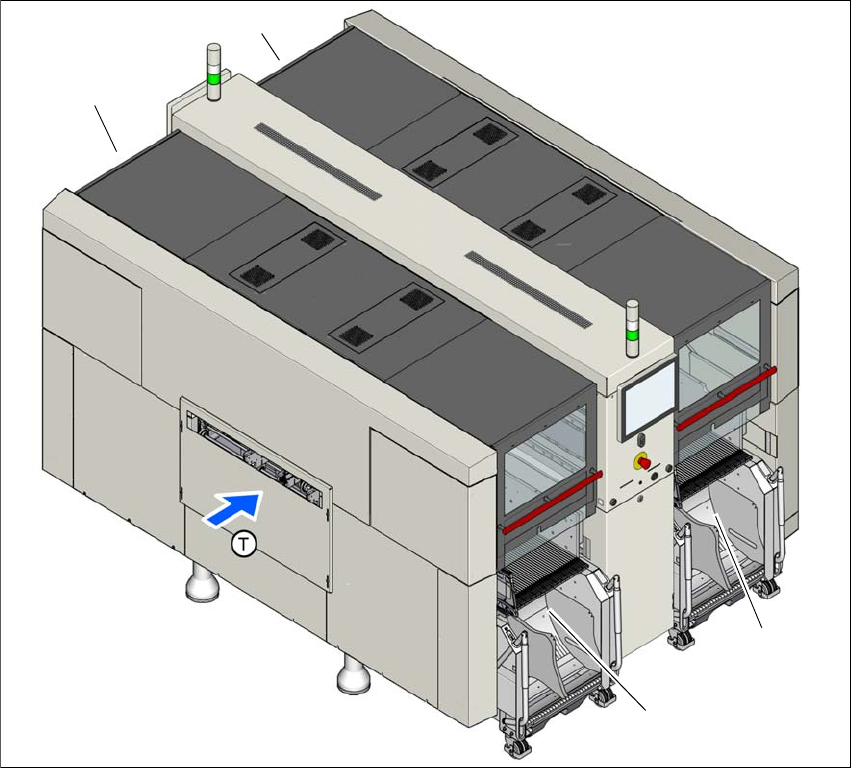
Rys. 3.9 - 1 Stanowiska wózków na podzespoły (przykład SIPLACE X4i S)
(1) Stanowisko 1
(2) Stanowisko 2
(3) Stanowisko 3
(4) Stanowisko 4
(T) Kierunek transportu płytek drukowanych
Wózki na podzespoły to samodzielne moduły, które na zewnętrznym stanowisku uzbrajania
można uzbroić w moduły podajnikowe. Dlatego zmiana wózka na podzespoły wymaga krótkiej
przerwy w procesie produkcji.
(1)
(4)
(2)
(3)